После проведения операции сверления очень часто появляется необходимость повысить качество обработки полученного отверстия. В зависимости от того, какое было сделано отверстие – сквозное или просверлена только часть детали применяется так называемое зенкерование или зенкование. Перевод с немецкого языка этих названий «проходить», «углублять» достаточно точно отражает проделываемую операцию. Зенкерование применяется для механической обработки подготовленных отверстий. Во время этой операции специальными инструментами зенкером или зенковкой производится дополнительное растачивание отверстий с целью повышения качества получаемой поверхности.
Зенкер по металлу
Внешне этот инструмент напоминает обыкновенное сверло. Поэтому иногда можно встретить такой термин – зенковочное сверло. Особенности зенкеров по металлу заключаются в наличии большего количества режущих поверхностей. Они выполняются в форме спиральных накладок, режущих кромок или режущих зубьев.
ПРИЛОЖЕНИЕ 1 Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКЕРОВ
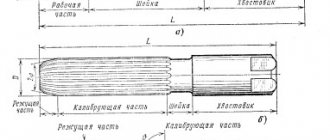
1. Элементы конструкции и геометрические параметры зенкеров с цилиндрическим и коническим xвocтовикaми указаны на черт.1 и в табл.1, насадных — на черт.2 и в табл.2.
Тип 1 и 3
Черт.1
Таблица 1
| 10 | 5 | 3 | 1,2 | 0,4 | 1,0 | 0,8 | 0,5 |
| 10,75 | |||||||
| 11 | |||||||
| 11,75 | 4 | ||||||
| 12 | 6 | 1,5 | |||||
| 12,75 | |||||||
| 13 | |||||||
| 13,75 | 7 | 5 | 2,0 | ||||
| 14 | |||||||
| 14,75 | |||||||
| 15 | |||||||
| 15,75 | 8 | 6 | 0,6 | 1,2 | 1,2 | 1,0 | |
| 16 | |||||||
| 16,75 | |||||||
| 17 | |||||||
| 17,75 | |||||||
| 18 | |||||||
| 18,70 | 9 | 7 | |||||
| 19 | |||||||
| 19,70 | |||||||
| 20 | |||||||
| 20,70 | 2,5 | ||||||
| 21 | |||||||
| 21,70 | 10 | 8 | |||||
| 22 | |||||||
| 22,70 | 3,0 | 0,7 | 1,5 | 1,5 | |||
| 23 | |||||||
| 23,70 | |||||||
| 24 | |||||||
| 24,70 | 11 | ||||||
| 25 | |||||||
| 25,70 | |||||||
| 26 | |||||||
| 27,70 | 12 | 9 | 1,5 | ||||
| 28 | |||||||
| 29,70 | |||||||
| 30 | |||||||
| 31,60 | 13 | 10 | |||||
| 32 | |||||||
| 33,60 | 14 | 3,5 | 0,8 | 1,8 | 1,8 | ||
| 34 | |||||||
| 34,60 | |||||||
| 35 | |||||||
| 35,60 | |||||||
| 36 | |||||||
| 37,60 | 15 | 11 | |||||
| 38 | |||||||
| 39,60 | |||||||
| 40 |
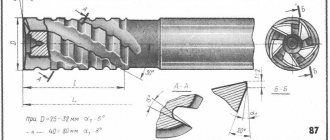
Тип 2
Черт.2
Таблица 2
мм
| 32 | 2,5 | 1,5 | 4 | 7 |
| 32,6 | ||||
| 33 | ||||
| 33,6 | ||||
| 34 | ||||
| 34,6 | ||||
| 35 | ||||
| 35,6 | ||||
| 36 | ||||
| 36,6 | ||||
| 37 | ||||
| 37,6 | 8 | |||
| 38 | ||||
| 38,6 | 5 | 9 | ||
| 39 | ||||
| 39,6 | ||||
| 40 | ||||
| 41,6 | 3,0 | |||
| 42 | ||||
| 43,6 | 10 | |||
| 44 | ||||
| 44,6 | ||||
| 45 | ||||
| 45,6 | ||||
| 46 | ||||
| 46,6 | ||||
| 47 | ||||
| 47,6 | 3,5 | 6 | 11 | |
| 48 | ||||
| 49,6 | 2,0 | |||
| 50 |
2. Основные размеры зенкеров с промежуточными диаметрами с коническим хвостовиком указаны в табл.2а, насадных — в табл.2б, с цилиндрическим хвостовиком — в табл.2в.
Таблица 2а
мм
| Конус Морзе | |||
| Св. 7,80 до 8,50 | 156 | 75 | 1 |
| » 8,50 » 9,50 | 162 | 81 | |
| » 9,50 » 10,60 | 168 | 87 | |
| » 10,60 » 11,80 | 175 | 94 | |
| » 11,80 » 13,20 | 182 | 101 | |
| » 13,20 » 14,00 | 189 | 108 | |
| » 14,00 » 15,00 | 212 | 114 | 2 |
| » 15,00 » 16,00 | 218 | 120 | |
| » 16,00 » 17,00 | 223 | 125 | |
| » 17,00 » 18,00 | 228 | 130 | |
| » 18,00 » 19,00 | 233 | 135 | |
| » 19,00 » 20,00 | 238 | 140 | |
| » 20,00 » 21,20 | 243 | 145 | |
| » 21,20 » 22,40 | 248 | 150 | |
| » 22,40 » 23,02 | 253 | 155 | |
| » 23,02 » 23,60 | 276 | 155 | 3 |
| » 23,60 » 25,00 | 281 | 160 | |
| » 25,00 » 26,50 | 286 | 165 | |
| » 26,50 » 28,00 | 291 | 170 | |
| » 28,00 » 30,00 | 296 | 175 | |
| » 30,00 » 31,50 | 301 | 180 | |
| » 31,50 » 31,75 | 306 | 185 | |
| » 31,75 » 33,50 | 334 | 4 | |
| » 33,50 » 35,50 | 339 | 190 | |
| » 35,50 » 37,50 | 344 | 195 | |
| » 37,50 » 40,00 | 349 | 200 | |
| » 40,00 » 42,50 | 354 | 205 | |
| » 42,50 » 45,00 | 359 | 210 | |
| » 45,00 » 47,50 | 364 | 215 | |
| » 47,50 » 50,00 | 369 | 220 |
Примечание. Длины и могут изменяться в пределах одного интервала диаметров между минимальным и максимальным значениями, соответствующими приведенным в таблице для ближайшего нижнего и верхнего пределов интервала.
Например, для диаметра 15 мм длина может изменяться между 108 и 120 мм при номинальном значении 114 мм, с допуском ±6 мм.
Так как допуск на длину такой же, как на длину (±6 мм), то длина может изменяться между 206 и 218 мм при номинальном значении 212 мм.
Таблица 2б
мм
| Св. 23,6 до 35,5 | 1З | 45 |
| » 35,5 » 45,0 | 16 | 50 |
| » 45,0 » 53,0 | 19 | 56 |
| » 53,0 » 63,0 | 13 | 45 |
| » 63,0 » 75,0 | 27 | 71 |
| » 75,0 » 90,0 | 32 | 80 |
| » 90,0 » 101,6 | 40 | 90 |
Примечание. Размеры зенкеров соответствуют ИСО 3314-75.
Таблица 2в
мм
| До 3,00 | 61 | 33 |
| Св. 3,00 до 3,35 | 65 | 36 |
| » 3,35 » 3,75 | 70 | 39 |
| » 3,75 » 4,25 | 75 | 43 |
| » 4,25 » 4,75 | 80 | 47 |
| » 4,75 » 5,30 | 86 | 52 |
| » 5,30 » 6,00 | 93 | 57 |
| » 6,00 » 6,70 | 101 | 63 |
| » 6,70 » 7,50 | 109 | 69 |
| » 7,50 » 8,50 | 117 | 75 |
| ” 8,50 » 9,50 | 125 | 81 |
| » 9,50 » 10,60 | 133 | 87 |
| » 10,60 » 11,80 | 142 | 94 |
| » 11,80 » 13,20 | 151 | 101 |
| » 13,20 » 14,00 | 160 | 108 |
| » 14,00 » 15,00 | 169 | 114 |
| » 15,00 » 16,00 | 178 | 120 |
| » 16,00 » 17,00 | 184 | 125 |
| » 17,00 » 18,00 | 191 | 130 |
| » 18,00 » 19,00 | 198 | 135 |
| » 19,00 » 20,00 | 205 | 140 |
Примечание. Длины и могут изменяться в пределах одного интервала диаметров между минимальным и максимальным значениями, соответствующими приведенным в таблице для ближайшего нижнего и верхнего пределов интервала.
Например, для диаметра 4 мм длина может изменяться от 39 до 47 мм при номинальном значении 43 мм и длина может изменяться от 70 до 80 мм при номинальном значении 75 мм.
(Введен дополнительно, Изм. N 3).
Разд.1. (Измененная редакция, Изм. N 4).
РАЗМЕРЫ ПРОФИЛЯ ФРЕЗ ДЛЯ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК И СПИНОК ЗУБЬЕВ ЗЕНКЕРОВ
2.1. Размеры профиля фрез для обработки винтовых канавок и спинок трехзубых зенкеров на черт.3 и 4 в табл.3, 4, четырехзубых зенкеров — на черт.5 и в табл.5.
Черт.3
Таблица 3
мм
| Для зенкеров диаметром | ||||||||
| Св. 10 до 11 | 5,10 | 2,31 | — | 3,00 | 0,25 | 1,00 | 5,10 | 3,80 |
| » 11 » 12 | 6,75 | 3,17 | 0,14 | 3,84 | — | 1,60 | 6,75 | 5,48 |
| » 12 » 14 | 6,90 | 3,23 | 4,20 | 7,45 | 1,44 | 2,00 | 6,90 | 8,50 |
| » 14 » 15 | 7,85 | 3,78 | 3,65 | 7,50 | 1,46 | 2,25 | 7,85 | 8,65 |
| » 15 » 16 | 9,00 | 3,60 | 2,65 | 7,10 | 1,25 | 2,00 | 9,00 | 8,05 |
| » 16 » 17 | 8,20 | 4,46 | 4,75 | 9,25 | 2,23 | 2,35 | 8,20 | 10,20 |
| » 17 » 18 | 8,20 | 3,98 | 4,80 | 8,70 | 1,48 | 2,45 | 8,20 | 10,10 |
| » 18 » 19 | 9,30 | 4,86 | 5,85 | 10,60 | 3,82 | 2,8 | 9,30 | 10,10 |
| » 19 » 21 | 8,25 | 4,51 | 5,55 | 10,05 | 2,33 | 2,40 | 8,25 | 10,40 |
| » 21 » 23 | 9,65 | 4,97 | 6,80 | 11,80 | 3,13 | 2,80 | 9,65 | 11,95 |
| » 23 » 25 | 12,65 | 5,33 | 8,40 | 13,00 | 3,70 | 4,00 | 12,65 | 13,65 |
| » 25 » 27 | 15,70 | 5,88 | 4,40 | 12,45 | 0,70 | 3,00 | 15,70 | 15,05 |
| » 27 » 30 | 14,00 | 6,92 | 7,50 | 15,05 | 3,09 | 3,65 | 14,00 | 16,35 |
| » 30 » 36 | 17,00 | 7,92 | 0,31 | 9,61 | — | 4,00 | 17,00 | 13,67 |
| » 36 » 40 | 18,87 | 8,79 | 0,34 | 10,65 | — | 4,44 | 18,87 | 15,17 |
2.2. Разрешается изготовление зенкеров с профилем стружечных канавок, отличным от указанной формы.
Черт.4
Таблица 4
Размеры в мм
| Для зенкеров диаметром | (пред. откл. по ) | |||
| 10-11 | 10,6 | 7,4 | 5,0 | 20° |
| 11,5-12 | 11,2 | 8,0 | 5,5 | |
| 13 | 11,6 | 8,4 | 6,0 | |
| 14 | 12,2 | 9,0 | 6,5 | |
| 15 | 12,6 | 9,4 | 7,0 | |
| 16 | 14,0 | 10,8 | 7,5 | |
| 17 | 14,6 | 11,4 | 8,0 | |
| 18 | 15,2 | 12,0 | 8,5 | |
| 19 | 15,8 | 12,5 | 9,0 | |
| 20 | 16,4 | 13,2 | 9,5 | |
| 21 | 17,0 | 13,8 | 10,0 | |
| 22 | 17,6 | 14,4 | 10,5 | |
| 24 | 19,0 | 15,8 | 11,5 | |
| 25 | 20,0 | 16,5 | 12,0 | |
| 26 | 20,7 | 17,2 | 12,5 | |
| 27 | 21,4 | 17,9 | 13,0 | |
| 28 | 22,2 | 18,7 | 13,5 | |
| 30 | 23,6 | 20,1 | 14,5 | |
| 32 | 24,8 | 21,5 | 15,5 | 25° |
| 34 | 26,5 | 23,0 | 16,5 | |
| 35 | 27,2 | 23,7 | 17,0 | |
| 36 | 27,9 | 24,4 | 17,5 | |
| 37 | 28,7 | 25,2 | 18,0 | |
| 38 | 29,4 | 25,9 | 18,5 | |
| 40 | 39,5 | 29,5 | 19,5 |
Черт.5
Таблица 5
мм
| Для зенкеров размером | фрезы | |||||
| Св. 30 до 38 | 63 | 4,0 | 32 | 0,20 | 15,4 | 20,0 |
| » 38 » 46 | 5,0 | 38 | 0,25 | 18,6 | 24,1 | |
| » 46 » 60 | 80 | 6,0 | 45 | 24,3 | 31,5 | |
| » 60 » 70 | 7,0 | 54 | 0,30 | 28,3 | 36,8 | |
| » 70 » 80 | 100 | 8,0 | 58 | 0,40 | 32,4 | 42,0 |
3. УСТАНОВКА КАНАВОЧНЫХ ФРЕЗ ПРИ ФРЕЗЕРОВАНИИ ВИНТОВЫХ КАНАВОК ЗЕНКЕРОВ
3.1. Схема установки канавочных фрез при фрезеровании винтовых канавок зенкеров указана на черт.6 и в табл.6.
Черт.6
Таблица 6
Размеры в мм
| Диаметр зенкеров | Число канавок | Диаметр фрезы | Установочный размер | ||
| От 10 до 11,5 | 3 | 63 | 34,0 | 20° | -0,02 |
| 12 | 34,5 | -0,02 | |||
| 13 | 80 | 43,0 | -0,03 | ||
| 14 | 43,5 | ||||
| 15 | |||||
| 16 | 44,0 | 0,00 | |||
| 17 | -0,11 | ||||
| 18 | -0,2…..* | ||||
| 19 | 44,5 | -0,21 | |||
| От 20 до 21 | -0,21 | ||||
| 22 | 45,0 | -0,07 | |||
| 24 | 100 | 55,0 | -0,33 | ||
| 25 | 55,5 | ||||
| От 26 до 27 | -0,18 | ||||
| » 28 » 30 | 125 | 68,5 | -0,22 | ||
| 32 | 69,0 | -0,12 | |||
| От 34 до 36 | 69,5 | 0,00 | |||
| » 37 » 40 | 70,0 | 0,00 | |||
| 33 | 4 | 63 | 39,3 | 15° | 10,65 |
| 34 | 40,1 | 11,10 | |||
| 35 | 40,6 | 11,50 | |||
| 36 | 41,60 | 11,60 | |||
| 37 | 41,50 | 11,74 | |||
| 38 | 41,90 | 11,89 | |||
| 40 | 41,40 | 12,90 | |||
| 42 | 42,20 | 13,60 | |||
| 45 | 43,60 | 14,50 | |||
| 48 | 80 | 50,95 | 16,20 | ||
| 50 | 52,75 | 16,65 | |||
| 52 | 52,75 | 17,55 | |||
| 55 | 54,10 | 17,85 | |||
| 58 | 55,60 | 18,15 | |||
| 60 | 56,65 | 18,75 | |||
| 62 | 55,20 | 20,60 | |||
| 63 | 56,10 | 20,50 | |||
| 65 | 57,00 | 20,80 | |||
| 68 | 58,20 | 21,40 | |||
| 70 | 59,40 | 22,20 | |||
| 72 | 100 | 68,20 | 23,60 | ||
| 75 | 69,60 | 23,60 | |||
| 78 | 71,40 | 24,80 | |||
| 80 | 71,40 | 25,40 | |||
________________
* Брак оригинала. — Примечание «КОДЕКС».
Разд.2, 3. (Измененная редакция, Изм. N 3).
ГОСТ 14953-80 С. 13
| Тип 4 |
| Черт. 4 |
мм
| Таблица 4 |
| Типы 5, 6, 7 |
| Черт. 5 |
| Размеры в мм Таблица 5 |
| * Размер на малом диаметре. |
| Типы 8, 9, 10, 11 |
| зубьев-Z |
| Размеры в мм Таблица 6 |
| ГОСТ 14953-80 С. 15 |
| Обозначение зенковки | Применяемость | D | d | L |
| 2353-0083 | 5,0 | 2,00 | 45 | 3,0 |
| 2353-0084 | 6,3 | 2,50 | 50 | 3,7 |
| 2353-0085 | 8,0 | 3,15 | 4,7 | |
| 2353-0086 | 10,0 | 4,00 | 56 | 6,0 |
| 2353-0087 | 12,5 | 5,00 | 63 | 7,4 |
| 2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром D = 5 мм:
Зенковка 2353-0083 ГОСТ 14953-80 Тип 3
| Обозначение зенковки | Применяемость | d | D | D\ | L |
| 2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 |
| 2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | |
| 2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 |
| 2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 |
| 2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | |
| 2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 |
| 2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | |
| 2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 |
| 2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 |
| 2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром D = 5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
| Тип 4 |
| мм Таблица 4 |
| Пример условного обозначения зенковки типа 4, диаметром D = 6,3 мм: Зенковка 2353-0089 ГОСТ 14953-80 |
| Таблица 5 мм |
| Продолжение табл. 5 |
| Пример условного обозначения зенковки типа 6, диаметром D — 10 мм: Зенковка 2353-0108 ГОСТ 14953-80 |
| Размеры, мм Таблица 6 |
Какими бывают эти инструменты в наше время
Зенкеры всех видов изготовлены из высоколегированных стальных материалов, а также сплавов с разным режущим углом. Делятся зенкеры на разные виды. От этого зависит, какой конкретно вид применять?
Эти инструменты различаются, прежде всего, по своей конструкции. Их отличия зависят от условий использования на оборудовании с ЧПУ и на станках, а также от ГОСТа. По конструкции зенкеры делятся на следующие виды.
— Насадной зенкер. Он относится к быстрорежущему типу деталей. Изготавливают его высоколегированных сплавов. Обозначается маркировкой P6M5. Может быть различных диаметров. От 25 до 75 мм.
— Твердосплавный. Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
— Еще такой же маркировкой, БК8, отмечаются хвостовые насадные зенкеры. Это деталь, которая оснащена специальным хвостовиком конической формы.
— Цельный. Самый доступный по цене, но в то же время тип зенкеров с наименьшей производительностью. Обычно если вам нужна более точная обработка и большая скорость работы, используются другие, сборные варианты с маркировкой БК8.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. № 2). 2.2. Зенковки должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление зенковок из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенковок, не уступающим зенковкам, изготовленным из быстрорежущей стали по ГОСТ 19265. По согласованию с потребителем допускается изготовление зенковок из инструментальной легированной стали марки 9ХС по ГОСТ 5950.
2.3. Зенковки из быстрорежущей стали с цилиндрическим хвостовиком диаметрами от 8 до 16 мм должны изготовляться цельными, диаметрами 20 и 25 мм — сварными. Зенковки из быстрорежущей стали с коническим хвостовиком должны изготовляться сварными.
В зоне сварки не допускаются: непровар, кольцевые трещины, поверхностные раковины.
Допускается изготовление паяных зенковок с цилиндрическим и коническим хвостовиками диаметрами от 12,5 до 25 мм.
В качестве припоя должны применяться латунь марки Л63 по ГОСТ 15527.
2.4. Хвостовики сварных и паяных зенковок должны изготовляться из стали марки 45 по ГОСТ 1050 или марки 40Х по ГОСТ 4543.
2.5. Твердость рабочей части зенковок должна быть:
у зенковок из быстрорежущей стали диаметром до 3,15 мм — 63 … 65 HRC3, свыше 3,15 мм — 63 … 66 HRC3;
у зенковок из стали марки 9ХС — 62 … 65 HRC3.
Твердость рабочей части зенковок из быстрорежущей стали с содержанием ванадия 3 % и более и кобальта 5 % и более должна быть выше на 1—2 единицы HRC3.
2.6. Твердость лапок у зенковок с коническим хвостовиком должна быть 32 … 47 HRC3.
2.7. Поверхность зенковок не должна иметь трещин и следов коррозии. Шлифованные поверхности не должны иметь вмятин и черновин. На передних и задних поверхностях, на поверхностях ленточек и хвостовика не должно быть цветов побежалости. Режущие кромки должны быть острыми, завалы и выкрошенные места на режущих кромках не допускаются.
(Измененная редакция, Изм. № 1, 2).
2.8. Параметры шероховатости поверхностей зенковок по ГОСТ 2789 должны быть, мкм, не более:
передних и задних поверхностей зенковок типов:
1-4…………………………………………………..Rz 6,3
5-11…………………………………………………..ДгЗ,2
поверхности стружечных канавок……………………………….Rz 10
поверхности зажимной цилиндрической части, цилиндрического и конического
хвостовика………………………………………………..Ra 0,8
остальных поверхностей……………………………………..Rz 20
2.9. На задней поверхности зубьев зенковок типов 5—11 вдоль главных режущих кромок допускается ленточка шириной не более 0,05 мм.
2.10. Предельные отклонения размеров зенковок должны быть не более:
общей длины L……………………………………………Ы6
диаметра зажимной цилиндрической части…………………………Ь9
углов конуса 60° и 75°……………………………………….—20′
углов конуса 90° и 120°………………………………………—Г
длины цилиндрического хвостовика……………………………..±1 мм
2.11. Допуск биения режущих кромок зенковочной части у зенковок типов 1—4 относительно поверхности зажимной части, измеренное перпендикулярно к этим кромкам, должен быть для зенковок диаметром:
до 3,15 мм……………………………………………….0,03 мм
св. 3,15 мм………………………………………………0,04 мм
2.12. Допуск биения режущих кромок зенковок типов 5—11 относительно поверхности хвостовика, измеренное перпендикулярно к этим кромкам, должен быть 0,05 мм.
2.13. Средний и установленный периоды стойкости зенковок должны быть не менее указанных в табл. 7 при условии испытаний, приведенных в разд. 4.
который не должен быть более 0,6 мм для зенковок типов 1—4 и 0,8 мм для зенковок типов 5—11.
| Таблица 7 |
| 2.14. Критерием затупления следует считать достижение износа по задней поверхности, |
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
— В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
— Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
— Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
Виды инструментов для обработки отверстий
И зенковка, и зенкер по своим геометрическим параметрам должны соответствовать требованиям, которые указывают соответствующий ГОСТ или Технические условия (ТУ). Рабочая часть зенкера состоит из множества режущих лезвий. Используется он для того, чтобы выполнять обработку отверстий, предварительно полученных методом сверления. В зависимости от конструктивного исполнения и сферы применения различают следующие виды зенкеров.
- Цилиндрические инструменты, на рабочую часть которых нанесено покрытие из износоустойчивого материала. Зенкеры данного типа, требования к которым регламентирует ГОСТ 12489-71, выпускаются с диаметрами от 10 до 20 мм.
- Цельные зенкеры конического типа, выпускаемые в диапазоне диаметров 10–40 мм. Материалом для изготовления этих инструментов, характеристики которых должны соответствовать требованиям ТУ 2-035-923-83, может выступать легированная быстрорежущая сталь, а также инструментальные стальные сплавы. При этом на рабочую поверхность такого зенкера наносится износоустойчивое покрытие. Инструменты, относящиеся к данной категории, могут использоваться для обработки отверстий, выполненных в стальных и чугунных деталях.
- Зенкеры цельного насадного типа, диаметр которых может находиться в интервале 32–80 мм. Они изготавливаются в соответствии с требованиями, которые устанавливает ГОСТ 12489-71.
- Конические зенкеры, которые могут быть двух типов: тип 1, выпускаемый по ГОСТ 3231-71, и тип 2 – насадной зенкер, требования к характеристикам которого регламентируются положениями того же нормативного документа. Зенкеры двух данных типов отличаются только наличием пластин на их рабочей части, которые изготавливаются из твердосплавного материала.

Зенкер с направляющей цапфой
Зенковка также относится к категории многолезвийных режущих инструментов, но от зенкера ее отличает перечень технологических задач, которые можно решать с ее помощью. В частности, используя ее, можно выполнять углубления в предварительно выполненных отверстиях, формировать на их поверхности фаски и т.д. Различают следующие виды зенковок в зависимости от их конструктивного исполнения.
- Конические зенковки, рабочая поверхность которых может изготавливаться с углами 60, 90 и 120°. Производство таких зенковок регламентирует ГОСТ 14953-80Е, а используются они для обработки отверстий под крепежные элементы, металлические изделия, а также для снятия внутренних фасок.
- Зенковки цилиндрического типа, которые могут выпускаться с коническим или цилиндрическим хвостовиком, а также с износоустойчивым покрытием на рабочей поверхности. Нормативным документом, положениями которого регламентируются требования к характеристикам цилиндрических зенковок, является ГОСТ 2И22-2-80. При помощи такого инструмента обычно обрабатывают поверхности опорного типа.
Как зенкеры делятся по этому параметру?
— При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
— При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
— Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.

Так же зенкер выбирается в зависимости от задач по обработке детали
— Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
— Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
— Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно — они выполнены из износостойкого материала.