ГОСТ 18877-73
ГОСТ 18877-73 Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗЦЫ ТОКАРНЫЕ ПРОХОДНЫЕ ОТОГНУТЫЕ С ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА Конструкция и размеры Carbide-tipped bent bull-nose turning tools. Design and dimensions
МКС 25.100.10
Дата введения 1974-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1973 г. N 1429 Ограничение срока действия снято Постановлением Госстандарта СССР от 20.02.81 N 866 ВЗАМЕН ГОСТ 6743-61 в части типа 1; МН 575-64; МН 576-64; МН 5199-64 ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1981 г., ноябре 1984 г. (ИУС 5-81, 2-85), Поправками (ИУС 6-88, ИУС 4-89)
1. Настоящий стандарт распространяется на токарные проходные отогнутые резцы общего назначения, с углами , , с напаянными пластинами из твердого сплава. Стандарт полностью соответствует СТ СЭВ 191-75.
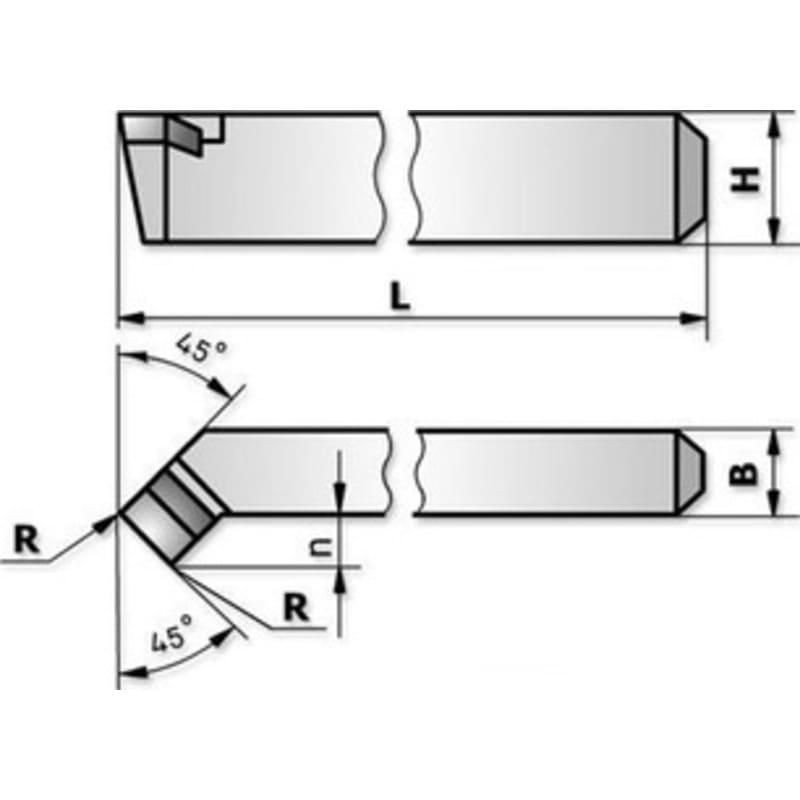
2. Конструкция и основные размеры резцов должны соответствовать указанным на чертеже и в таблице.
Черт.1
________________
* Размеры для справок.
Размеры в мм
| Резцы | |||||||||||
| С углом врезки пластины 10° | С углом врезки пластины 0° | Державка резца | Тип пластин по ГОСТ 25395-90 | ||||||||
| правые | левые | правые | левые | для угла врезки | |||||||
| Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | ||||
| 2102-1097 | 2102-1098 | 2102-1099 | 2102-1101 | 10х10 | |||||||
| 2102-1102 | 2102-1103 | 2102-1104 | 2102-1105 | 12х12 | |||||||
| 2102-0021 | 2102-0022 | 2102-0071 | 2102-0072 | 16х10 | |||||||
| 2102-0023 | 2102-0024 | 2102-0073 | 2102-0074 | 16х12 | |||||||
| 2102-1106 | 2102-1107 | 2102-1108 | 2102-1109 | 16х16 | |||||||
| 2102-0025 | 2102-0026 | 2102-0075 | 2102-0076 | 20х12 | |||||||
| 2102-0027 | 2102-0028 | 2102-0077 | 2102-0078 | 20х16 | |||||||
| 2102-1111 | 2102-1112 | 2102-1113 | 2102-1114 | 20х20 | |||||||
| 2102-0005 | 2102-0006 | 2102-0055 | 2102-0056 | 25х16 | |||||||
| 2102-0029 | 2102-0030 | 2102-0079 | 2102-0080 | 25х20 | |||||||
| 2102-1115 | 2102-1116 | 2102-1117 | 2102-1118 | 25х25 | |||||||
| 2102-0009 | 2102-0010 | 2102-0059 | 2102-0060 | 32х20 | |||||||
| 2102-0031 | 2102-0032 | 2102-0081 | 2102-0082 | 32х25 | |||||||
| 2102-1119 | 2102-1121 | 2102-1122 | 2102-1123 | 32х32 | |||||||
| 2102-0013 | 2102-0014 | 2102-0063 | 2102-0064 | 40х25 | |||||||
| 2102-0033 | 2102-0034 | 2102-0083 | 2102-0084 | 40х32 | |||||||
| 2102-1124 | 2102-1125 | 2102-1126 | 2102-1127 | 40х40 | |||||||
| 2102-0017 | 2102-0018 | 2102-0067 | 2102-0068 | 50х32 | |||||||
| 2102-0035 | 2102-0036 | 2102-0085 | 2102-0086 | 50х40 | |||||||
| 2102-1128 | 2102-1129 | 2102-1131 | 2102-1132 | 50х50 | |||||||
Пример условного обозначения правого резца сечением мм, с углом врезки пластины в стержень 0°, с пластиной из твердого сплава марки Т15К6:
Резец 2102-0055 Т15 К6 ГОСТ 18877-73
1, 2. (Измененная редакция, Изм. N 1, 2).
3. Угол врезки пластины в стержень для обработки чугуна и других хрупких материалов — 10°, для обработки стали и других вязких материалов — 0°. (Измененная редакция, Изм. N 2).
4. (Исключен, Изм. N 1).
5. Элементы конструкции и геометрические параметры резцов указаны в приложении 1.
6. Форма заточки передней поверхности и доводка режущей части указаны в приложении 2.
7. Технические требования — по ГОСТ 5688-61.
8. (Исключен, Изм. N 2).
Черт.1
Черт.1
Таблица 1
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | |||
| 10х10 | 01331 | |||
| 12х12 | 10,0 | 01352 | ||
| 16х10 | 13,0 | 01331 | ||
| 12,0 | 14,0 | 01352 | ||
| 16х12 | 12,0 | 14,0 | 01352 | |
| 16х16 | 11,0 | 13,5 | 01372 | |
| 20х12 | 16,0 | 18,0 | 01352 | |
| 15,0 | 17,5 | 01372 | ||
| 20х16 | 13,5 | 17,0 | 02252 | |
| 20х20 | 13,5 | 17,0 | 01392 | |
| 25х16 | 18,5 | 22,0 | 02252 | |
| 18,5 | 22,0 | 01392 | ||
| 25х20 | 13,2 | 18,5 | 22,0 | 02272 |
| 25х25 | 17,5 | 21,5 | 01152 | |
| 32х20 | 13,0 | 26,0 | 29,0 | 02272 |
| 32х20 | 24,5 | 28,5 | 01152 | |
| 32х25 | 14,8 | 24,5 | 28,5 | 02312 |
| 32х32 | 10,5 | 23,5 | 28,0 | 01412 |
| 40х25 | 14,8 | 32,5 | 36,5 | 02312 |
| 10,5 | 31,5 | 36,0 | 01412 | |
| 40х32 | 10,4 | 32,0 | 36,0 | 01412 |
| 40х40 | 13,8 | 29,5 | 35,0 | 01432 |
| 50х32 | 15,8 | 39,5 | 45,0 | 02352 |
| 14,4 | 39,5 | 45,0 | 01432 | |
| 50х40 | 14,4 | 39,5 | 45,0 | 01432 |
| 50х50 | 19,2 | 37,5 | 44,0 | 01452 |
Черт.2
Таблица 2
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | |||
| 10х10 | 01331 | |||
| 12х12 | 10,0 | 61352 | ||
| 16х10 | 13,0 | 01331 | ||
| 12,0 | 14,0 | 61352 | ||
| 16х12 | ||||
| 16х16 | 11,0 | 14,0 | 61372 | |
| 20х12 | 16,0 | 18,0 | 61352 | |
| 15,0 | 17,5 | 61372 | ||
| 20х16 | 13,5 | 17,0 | 62252 | |
| 20х20 | 61392 | |||
| 25х16 | 18,5 | 22,0 | 62252 | |
| 18,5 | 61392 | |||
| 25х20 | 13,2 | 18,5 | 21,5 | 62272 |
| 25х25 | 17,5 | 61152 | ||
| 32х20 | 13,0 | 26,0 | 29,0 | 62272 |
| 23,5 | 28,0 | 61152 | ||
| 32х25 | 14,8 | 24,5 | 28,5 | 62312 |
| 32х32 | 10,5 | 23,5 | 28,0 | 61412 |
| 40х25 | 14,8 | 32,5 | 36,5 | 62312 |
| 10,5 | 31,5 | 36,0 | 61412 | |
| 40х32 | 10,4 | 32,0 | 36,0 | 61412 |
| 40х40 | 13,8 | 29,5 | 35,0 | 61432 |
| 50х32 | 10,4 | 42,0 | 46,0 | 61412 |
| 39,5 | 45,0 | 61432 | ||
| 50х40 | 14,4 | 39,5 | 61432 | |
| 50х50 | 37,5 | 44,0 | 61452 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1, 2).
Выбор проходного отогнутого резца
Выбор необходимого инструмента зависит от следующих требований, которые предъявляются при изготовлении конкретной детали. К этим требованиям относятся:
- тип обработки (чистовая, получерновая, черновая, обработка с высокой точностью);
- направления подачи инструмента (правые или левые);
- характер резания или снятия слоя (проходные, упорные, подрезные, нарезания резьбы);
- длина державки;
- тип наконечника (цельный, наваренный, съёмный);
- форма режущего элемента (треугольный, прямоугольный, специальной конструкции).

В зависимости от сложности решаемой задачи выбирают отогнутый резец, способный качественно провести обработку на конкретном типе станка. Наиболее универсальным считается резец проходной отогнутый со сменными пластинами. Точное назначение конкретного инструмента определено принятым стандартом и указано на маркировке. Резец проходной отогнутый т15к6 применяется для поверхностной обработки деталей, изготовленных из различных марок сталей, в том числе и легированных. Сплав ВК8 используется для проведения черновых работ, сверления, обработки внутренних поверхностей, фрезерования. Многообразие типов конструкций требует их оценки по критерию эффективность – стоимость. Именно он сказывается на конечной цене производимой детали.
Чертеж
Таблица 1
| Форма заточки | |||
| Номер | Передняя поверхность | Эскиз | Область применения |
| I | Плоская, с положительным передним углом | Обработка серого чугуна, бронзы и других хрупких материалов | |
| II | Плоская с отрицательной фаской | Обработка ковкого чугуна, стали и стального литья кгс/мм, а также кгс/мм при недостаточной жесткости технологической системы. Для отвода и дробления стружки применять стружколом | |
| IIa | Плоская, с отрицательной фаской и припайным стружколомом | Обработка стали и стального литья кгс/мм при необходимости завивания и дробления стружки | |
| III | Криволинейная, с отрицательной фаской | Обработка стали кгс/мм при необходимости завивания и дробления стружки | |
| IlIa | Плоская, с мелкоразмерной лункой и | Обработка стали и стального литья при кгс/мм | |
| IlIб | Плоская, с мелкоразмерной лункой и | Обработка стали и стального литья при кгс/мм | |
| IV | Плоская, с отрицательным передним углом | Черновая обработка стали и стального литья кгс/мм, загрязненного неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы | |
| V | Криволинейная, с отрицательной фаской | Обработка нержавеющих сталей кгс/мм | |
| VI | Обработка материалов с кгс/мм | ||
| VIa | Криволинейная, с отрицательной фаской | Обработка материалов с до 130 кгс/мм | |
| VIб | Обработка материалов с до 120 кгс/мм | ||
| VII | Плоская с отрицательным передним углом | Обработка материалов с свыше 120 кгс/мм | |
2. Доводку передней и задней поверхностей производить вдоль главной режущей кромки и по радиусу. 1, 2. (Измененная редакция, Изм. N 1, 2).
3. Для упрочнения вершины резца и лучшего теплоотвода рекомендуется затачивать вспомогательную плоскость под углом 15° на длине 3 … 5 мм.
Таблица 2
мм
| Резцы | Ширина головки | |||||||
| Элементы режущей части резцов | до 3 | 10-12 | 15-20 | св. 20 | ||||
| Токарные, строгальные, долбежные | Отрезные, прорезные | Притупление | ||||||
| Ширина фаски | 0,15 | |||||||
Таблица 3
мм
| Резцы | Элементы режущей части резцов | Сечение | |||||||||||||
| — | — | 16х12 | 20х16 | 25х20 | 32х25 | 40х32 | 50х40 | ||||||||
| 6х6 | 8х8 | 10х10 | 12х12 | 16×16 | 20х20 | 25х25 | 32х32 | 40х40 | 63х40 | ||||||
| — | — | 16х10 | 20×12 | 25х16 | 32х20 | 40х25 | 50х32 | 63х50 | |||||||
| 6* | 8* | 10* | 12* | 15 | 20 | ||||||||||
| Строгаль- ные | Проходные, подрезные | ||||||||||||||
| Проходные, подрезные | Радиус при вершине | ||||||||||||||
| Расточные | |||||||||||||||
| Проходные, подрезные | Ширина фаски | 0,15-0,2 | 0,3-0,4 | 0,6-0,8 | 0,9-1,2 | ||||||||||
| Токарные | Расточные | 0,1-0,15 | 0,2-0,3 | 0,4-0,5 | |||||||||||
| Проходные, подрезные, расточные | Форма за- точки III | ||||||||||||||
| Форма заточки IIIа, IIIб | 8-10 | 10-12 | 14-10** | 16-18 | 22-24 | 28-30 | |||||||||
| Проходные | Форма заточки IIа | ||||||||||||||
________________
* Диаметры оттянутой части расточных резцов. ** Текст соответствует оригиналу. — Примечание.
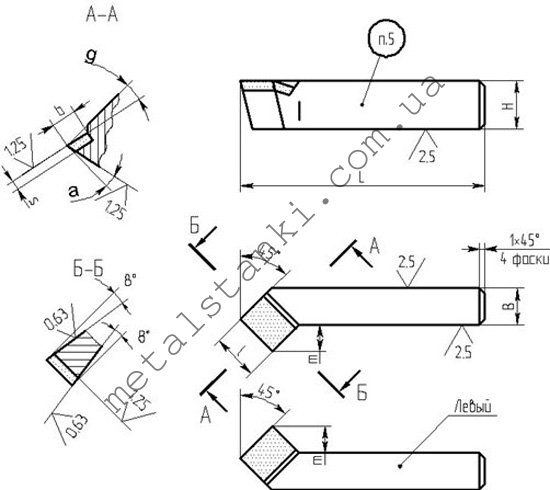
4. Геометрические параметры режущих частей резцов при заточке и доводке их алмазными кругами указаны на черт.2.
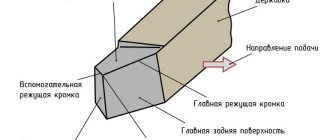
Геометрия проходного отогнутого резца
Потребительские свойства определяются следующими геометрическими параметрами:
- размер и направление передней поверхности (обеспечивает непрерывное отведение образованной стружки в процессе работы);
- параметры задней главной поверхности;
- задняя вспомогательная поверхность.
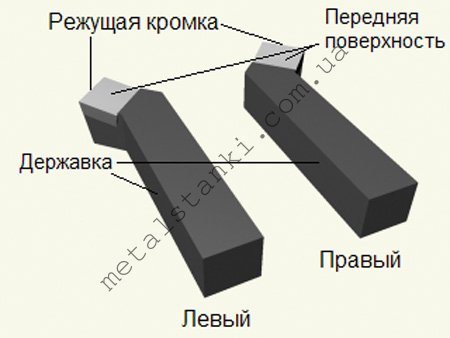
Режущая кромка образована линией пересечения двух поверхностей. С одной стороны к ней подходит передняя поверхность с противоположной стороны главная задняя поверхность. В конструкции отогнутого резца выделяют ещё одну режущую кромку. Она образована стыком передней поверхности и вспомогательной. Поэтому её называют вспомогательная режущая кромка. Точка, в которой сходятся обе кромки, называется вершиной резца. Эта часть резца принимает на себя самые большие нагрузки в процессе обработки заготовки. Для предотвращения преждевременной поломки ей придают округлую форму. Поэтому для конкретного типа задан индивидуальный радиус скругления. Дополнительным способом увеличения прочности вершины и придания ей большей надёжности формируют переходную режущую кромку. Ей придают прямоугольную форму.
Для токарных отогнутых резцов большое значение имеют их геометрические параметры. Наиболее важными из них являются углы, под которыми расположены поверхности инструмента.
Для более полного понимания имеющихся параметров каждый отогнутый токарный резец имеет чертёж. На нём отображаются основные параметры:
- общий вид изделия;
- значения углов;
- маркировка;
- назначение;
- допустимые условия обработки (тип станка, скорость обработки, характеристики обрабатываемого материала).
На чертеже изображены следующие углы:
- при вершине отогнутого резца (он образован проекциями на главную плоскость основной и режущей кромкой);
- наклона линии главной режущей кромки;
- дополнительные углы, задающие геометрию всех поверхностей.
Значения углов и параметры кромок определяют основные свойства режущего инструмента. Для каждой модели (в зависимости от решаемых задач) создаётся своя геометрическая форма. Например, для обработки деталей, в которых предусмотрена ступенчатая конструкция режущую кромку затачивают под прямым углом.
Резец проходной отогнутый
Инструменты этого типа можно подразделить на чистовые и черновые виды. Чистовые обладают значительно большим радиусом закругления. Это позволяет получить более точно обработанную поверхность. Их используют на конечной стадии производства и для создания относительно небольших деталей. Если нужно добиться особой гладкости и чистоты, то, как правило, применяют лопаточные резцы, которые помогают добиться лучших результатов.
Черновые применяются для грубой обработки. Радиус закругления у них ниже, но и крепость заметно выше. Они отлично подходят для тех случаев, когда требуется снимать большое количество металла с заготовки. Рабочий ресурс у них значительно выше, поэтому, с экономической точки зрения обработка двумя видами резцов выходит значительно выгоднее. Точность у них меньше, но первый этап снятия они сделают быстрее.
Помимо этого, можно еще выделить такие виды как резец проходной отогнутый правый и левый. Здесь они отличаются расположением режущей кромки, как и на многих других разновидностей данных инструментов.
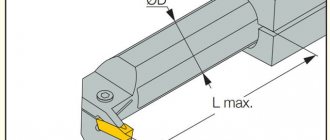
Основные размеры проходных отогнутых резцов
| Высота,мм | Ширина,мм | Длина,мм |
| 16 | 10 | 110 |
| 20 | 12 | 120 |
| 25 | 16 | 140 |
| 25 | 20 | 170 |
| 32 | 25 | 170 |
| 40 | 25 | 200 |
| 40 | 32 | 240 |
| 40 | 40 | 240 |
| 50 | 40 | 240 |
| 50 | 50 | 240 |
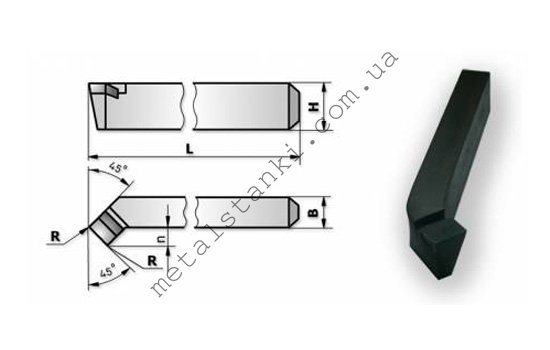
Резец проходной отогнутый изготавливается преимущественно из твердосплавных материалов, ведь в основном заготовки состоят из жестких материалов, но также могут использоваться и инструменты из быстрорежущей стали.
Геометрия проходного отогнутого резца
Основной рабочей частью резца является его головка, которая располагается на стержне. Он вставляется в резцедержатель для последующей работы. На передней поверхности головки имеется поверхность, которая обеспечивает сход стружки. Также существует две задние кромки вспомогательная и основная. Ими называют те поверхности, которые обращены к детали, подвергающейся обработке.
Основная работа резания осуществляется главной режущей кромкой. Данная часть образуется на пересечении главной задней и передней поверхности инструмента. В конструкции предусмотрена и вспомогательная режущая кромка, образовавшаяся на пересечении вспомогательных передней и задней поверхностей. Пересечение вспомогательной и главной режущей кромки образует вершину резца. В каждой модели создается свой уникальный угол, который делает изделие более подходящим для тех или иных целей. К примеру, для обработки детали ступенчатого типа требуется резец с углом в 90 градусов.
Выбор проходного отогнутого резца
Резцы проходные токарные отогнутые выпускаются в нескольких вариантах, в которых отличаются размеры, материал резца и другие параметры. При выборе следует обращают внимание на то, с какими заготовками придется иметь дело. Если в производстве используется широкий круг деталей, то следует иметь не один резец проходной изогнутый, а целый набор для различных случаев.
Размер изделия подбирается согласно размерам заготовки. Наиболее распространенными являются средние варианты, которые не требуют замены для большинства работ с различными видами изделий. «Совет профессионалов! Частая замена резцов приводит к большой потере времени в работе и к простою оборудования, так что следует заранее определяться с наиболее оптимальными вариантами.»
Относительно материала здесь наблюдается простая тенденция, когда мягкие и незакаленные сорта металла обрабатывают резцы проходные отогнутые левые и правые, которые сделаны из быстрорежущей стали. Он более дешевые, но менее практичные, если речь идет о жестких материалах. В данном случае следует использовать резец проходной отогнутый с резцом из твердосплавных материалов. Они отлично противостоят вибрациям и температуре, которая повышается во время работы, поэтому, срок их службы намного дольше.
Режимы резания
Резец токарный проходной отогнутый используется в достаточно простых режимах работы. Им осуществляется продольные и поперечные движения, в зависимости от профиля обработки. Выбрать и заказать саморезы для металлического профиля по самой выгодной цене в Украине можно на Stream. Рекомендуется для начала сделать черновую обработку одним инструментом, предназначенным именно для этой цели, а далее сделать уже чистовой проход по практически готовой поверхности. Если в черновой обработки постепенно снимается толщина до нескольких миллиметров, то при чистовой этот показатель идет в десятых долей миллиметра за несколько проходов.
Маркировка
На примере такого инструмента, как резец проходной отогнутый Т15К6 можно рассмотреть пример маркировки. Рабочая поверхность здесь выполнена из твердосплавных материалов, которые относятся к титановольфрамовой группе. Содержание кобальта (К6) составляет 6%, а карбида титана (Т15) – 15%.