ГОСУДАРСТВЕННЫЕ
СТАНДАРТЫ
РЕЗЦЫ
Конструкция и размеры
Часть 2
Издание официальное
Москва
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ 2003
ОТ ИЗДАТЕЛЬСТВА
Сборник «Резцы. Конструкция и размеры. Часть 2» содержит стандарты, утвержденные до 1 ноября 2003 г.
В стандарты внесены изменения, принятые до указанного срока.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячном информационном указателе «Национальные стандарты».
© ИПК Издательство стандартов, 2003
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
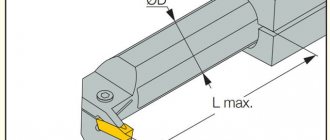
РЕЗЦЫ ТОКАРНЫЕ СБОРНЫЕ ДЛЯ КОНТУРНОГО ТОЧЕНИЯ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ ТВЕРДОСПЛАВНЫХ ПЛАСТИН Конструкция и размеры
ГОСТ
20872-80
Contour turning tools with mechanically clamped cemented carbide indexible inserts. Design and dimensions
Взамен
ГОСТ 20872-75
МКС 25.100.10 ОКП 39.2192
Постановлением Государственного комитета СССР по стандартам от 17 ноября 1980 г. № 5382 дата введения установлена
01.01.82
1. Настоящий стандарт распространяется на резцы для контурного точения с механическим креплением многогранных твердосплавных пластин, предназначенные для работы на станках с числовым программным управлением и на универсальных станках.
2. Резцы должны изготовляться типов:
1 — резцы с режущими пластинами параллелограммной формы с углом в плане <�р = 93°, правые и левые:
2 — то же с углом в плане <�р = 63°;
3 — резцы с режущими пластинами правильной трехгранной формы с углом в плане <�р = 93°, правые и левые;
4 — то же, с углом в плане <�р = 63°.
3. Основные размеры резцов должны соответствовать указанным на черт. 1—4 и в табл. 1—4.
Издание официальное ★
Перепечатка воспрещена
Переиздание.
А-А
5 Ц- 1
1 — державка; 2 — режущая пластина по ГОСТ 19062—80; 3 — опорная пластина по ГОСТ 19079—80; 4 — прихват; 5 — винт; 6 — штифт
Черт. 1
Тип 2
1 — державка; 2 — режущая пластина по ГОСТ 19062—80; 3 — опорная пластина по ГОСТ 19079—80; 4 — прихват; 5 — винт; 6 — штифт
Черт. 2
мм
| Правые резцы | Левые резцы | Сечение резца И | к | *> | L | Поз, 2, Режущая пластина по ГОСТ 19062-80 Кол, 1 | Поз, 3, Опорная пластина по ГОСТ 19079-80 Кол, 1 | |||
| Обозна чение | Применяе мость | Обозна чение | Применяе мость | |||||||
| Правая | Левая | Правая | Левая | |||||||
| Обозначение | ||||||||||
| 2101-0601 | 2101-0602 | 20-20 | 20 | 27 | 25 | 150 | 08116-170405-130 | 08116-170405-230 | 741-1704-1 | 741-1704-2 |
| 2101-ЮЗ | 2101-0604 | 08116-170410-130 | 08116-170410-230 | |||||||
| 2101-0605 | 2101-0606 | 08116-170410-136 | 08116-170410-236 | |||||||
| 2101-0607 | 2101-0608 | 08116-170415-130 | 08116-170415-230 | |||||||
| 2101-0611 | 2101-0612 | 08116-170415-136 | 08116-170415-236 | |||||||
| 2101-0637 | 2101-0638 | 25-25 | 25 | 32 | 32 | 08116-150605-130 | 08116-190605—230 | 741-1904-1 | 741-1904-2 | |
| 2101-0641 | 2101-0642 | 08116-150610-130 | 08116-190610-230 | |||||||
| 2101-0643 | 2101-0644 | 08116-150610-136 | 08116-190610-236 | |||||||
| 2101-0645 | 2101-0646 | 08116-150615-130 | 08116-190615-230 | |||||||
| 2101-0647 | 2101-0648 | 08116-150615-136 | 08116-190615-236 | |||||||
| 2101-0651 | 2101-0652 | 32-25 | 32 | 30 | 170 | 08116-150605-130 | 08116-190605-230 | |||
| 2101-0653 | 2101-0654 | 08116-150610-130 | 08116-190610-230 | |||||||
| 2101-0655 | 2101-0656 | 08116-150610-136 | 08116-190610-236 | |||||||
| 2101-0657 | 2101-0658 | 08116-150615-130 | 08116-190615-230 | |||||||
| 2101-0661 | 2101-0662 | 08116-150615-136 | 08116-190615-236 | |||||||
| 2101-ЮЗ | 2101-0664 | 32-32 | 40 | 08116-150605-130 | 08116-190605-230 | |||||
| 2101-0665 | 2101-0666 | 08116-150610-130 | 08116-190610-230 | |||||||
| 2101-0667 | 2101-0668 | 08116-150610-136 | 08116-190610-236 | |||||||
| 2101-0671 | 2101-0672 | 08116-150615-130 | 08116-190615-230 | |||||||
| 2101-0673 | 2101-0674 | 08116-150615-136 | 08116-190615-236 | |||||||
| 2101-0675 | 2101-0676 | 40-32 | 40 | 47 | 200 | 08116-150605-130 | 08116-190605-230 | |||
| 2101-0677 | 2101-0678 | 08116-150610-130 | 08116-190610-230 | |||||||
| 2101-0681 | 2101-0682 | 08116-150610-136 | 08116-190610-236 | |||||||
| 2101-ЮЗ | 2101-0684 | 08116-150615-130 | 08116-190615-230 | |||||||
| 2101-0685 | 2101-0686 | 08116-150615-136 | 08116-190615-236 |
Пример условного обозначения резца типа 1, сечением hi=25-25 мм, длиной L=150 мм, оснащенного режущей пластиной 08116-190610-130, правого:
РщШ1-0ШЮСП0Ш-80
ГОСТ 20872-80 С
| Правые резцы | Левые резцы | Сечение резца И | \ | \ | L | Поз, 2, Режущая пластина по ГОСТ 19062-80 Кол, 1 | Поз, 3, Опорная пластина по ГОСТ 19079-80 Кол, 1 | |||
| Обозна чение | Применяе мость | Обозна чение | Применяе мость | |||||||
| Правая | Левая | Правая | Левая | |||||||
| Обозначение | ||||||||||
| 2101-0757 | 2101-0758 | 20-20 | 20 | 27 | 25 | 150 | 08116-170405-130 | 08116-170405-230 | 741-1704-1 | 741-1704-2 |
| 2101-0761 | 2101-0762 | 08116-170410-130 | 08116-170410-230 | |||||||
| 2101-0763 | 2101-0764 | 08116-170410-136 | 08116-170410-236 | |||||||
| 2101-0765 | 2101-0766 | 08116-170415-130 | 08116-170415-230 | |||||||
| 2101-0767 | 2101-0768 | 08116-170415-136 | 08116-170415-236 | |||||||
| 2101-0795 | 2101-0796 | 25-25 | 25 | 32 | 27 | 08116-190605-130 | 08116-190605-230 | 741-1904-1 | 741-1904-2 | |
| 2101-0797 | 2101-0798 | 08116-190610-130 | 08116-190610-230 | |||||||
| 2101-0801 | 2101-0802 | 08116-190610-136 | 08116-190610-236 | |||||||
| 2101-0803 | 2101-0804 | 08116-190615-130 | 08116-190615-230 | |||||||
| 2101-0805 | 2101-0806 | 08116-190615-136 | 08116-190615-230 | |||||||
| 2101-0807 | 2101-0808 | 32-25 | 32 | 39 | 170 | 08116-190605-130 | 08116-190605-230 | |||
| 2101-0811 | 2101-0812 | 08116-190610-130 | 08116-190610-230 | |||||||
| 2101-0813 | 2101-0814 | 08116-190610-136 | 08116-190610-230 | |||||||
| 2101-0815 | 2101-0816 | 08116-190615-130 | 08116-190615-230 | |||||||
| 2101-0817 | 2101-0813 | 08116-190615-136 | 08116-190615-236 | |||||||
| 2101-0821 | 2101-0822 | 32-32 | 32 | 08116-190605-130 | 08116-190605-230 | |||||
| 2101-0823 | 2101-0824 | 08116-190610-130 | 08116-190610-230 | |||||||
| 2101-0825 | 2101-0826 | 08116-190610-136 | 08116-190610-230 | |||||||
| 2101-0827 | 2101-0828 | 08116-190615-130 | 08116-190615-230 | |||||||
| 2101-0831 | 2101-0832 | 08116-190615-136 | 08116-190615-236 | |||||||
| 2101-0833 | 2101-0834 | 40-32 | 40 | 47 | 200 | 08116-190605-130 | 08116-190605-230 | |||
| 2101-0835 | 2101-0836 | 08116-190610-130 | 08116-190610-230 | |||||||
| 2101-0837 | 2101-0838 | 08116-190610-136 | 08116-190610-236 | |||||||
| 2101-0841 | 2101-0842 | 08116-190615-130 | 08116-190615-230 | |||||||
| 2101-0843 | 2101-0844 | 08116-190615-136 | 08116-190615-236 |
Пример условного обозначения резца типа 2, сечением А-ft=25-25 мм, длиной 1=150 мм, оснащенного режущей гаишной 08116-190610-130, правого:
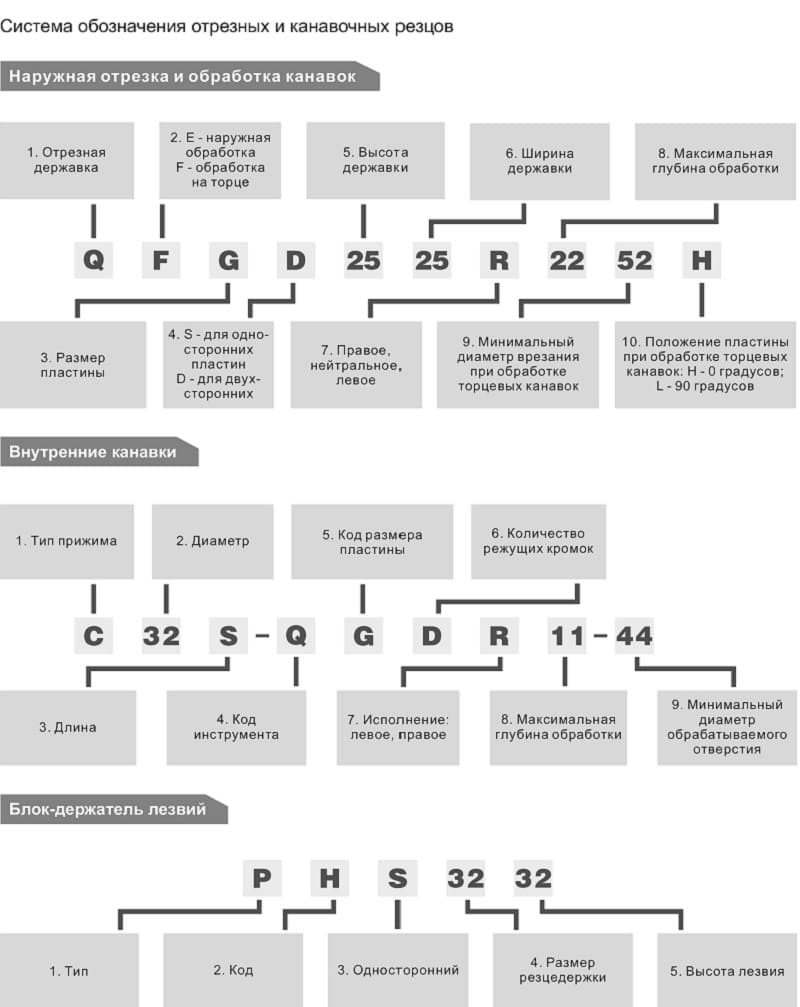
Маркировка
Маркировка описывает основные механические и физические параметры инструмента. Например, 2130-0255 ВК6 ГОСТ 18884-73 говорит, что это резец канавочный, соответствует ГОСТ 18884-73, правый в исполнении 1, с сечением 25Х16 мм и пластиной из твердого сплава ВК6. В отличие от обычного отрезного резца по ГОСТ канавочный отличается наличием пластины с ВК6.
Отрезной резец по ГОСТ 18884-82 обладает еще более высокопрочной пластиной, полученной из сплава ВК8 или более твердого. Такие инструменты могут использоваться в автоматическом режиме работы. Подобрать изделие с необходимыми параметрами можно с помощью соответствующих справочников.
Резцы для токарных работ с механическим креплением сменной твердосплавной режущей пластины.
Применяются при точении, растачивании на токарных универсальных станках, токарных станках с ЧПУ, токарных ОЦ, ГПС. Предназначены для выполнения различных токарных работ: наружное точение, проточка торцов, выточек, фасок, радиусные галтели, обработка сквозных и глухих отверстий. Резцы оснащены сменными твердосплавными режущими пластинами и опорными пластинами. Применена система крепления пластины согласно ISO – М (прижим); Р (вычаг); S (винт); по ГОСТ 26613-85.
- Резцы контурные ТУ РБ 00223728.049-99.
- Резцы контурные ГОСТ 26613-85.
- Резцы проходные.
- Резцы расточные.
- Резцы проходные упорные.
- Резцы токарные отрезные.
- Резцы токарные канавочные.
- Резцы для обработки термообработанных сталей. Резцы токарные контурные. Резцы токарные сборные расточные.
Рекомендации по подбору резца
При выборе инструмента необходимо руководствоваться функциональным назначением резцов. Что же касается материала, углов заточки и прочих параметров необходимо учесть твердость материала обрабатываемой заготовки. Также необходимо определиться с тем, что является наиболее приоритетным фактором при проведении работ – качество, производительность, стойкость инструмента.
Рекомендуемый минимальный набор резцов состоит из:
- Проходного необходимого для торцевой обработки;
- Наружного нейтрального;
- Расточного.
Данный базовый комплект достаточен для выполнения большей части типовых операций, но конечно для более сложных работ понадобится расширенный набор инструмента, в том числе фасонные и резьбовые резцы. Для профессиональных работ в большом объёме разумным вариантом будет приобретение набора резцов со сменными пластинами. Это позволит впоследствии тратить меньше средств на приобретение расходных материалов, по мере износа производя только замену пластин, а не резцов целиком.
Черт.6
Черт.6
Таблица 6
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | ||||||
| правых | левых | ||||||
| 16х10 | 13,0 | 10451 | 10461 | ||||
| 16х12 | 12,5 | 70051 | 70061 | ||||
| 16х16 | 11,3 | 11,0 | 13,5 | 70471 | 70481 | ||
| 20х12 | 16,5 | 70051 | 70061 | ||||
| 20х16 | 11,3 | 15,0 | 17,5 | 70471 | 70481 | ||
| 20х20 | 15,2 | 14,0 | 17,0 | 70491 | 70501 | ||
| 25х16 | 11,3 | 20,0 | 22,5 | 70471 | 70481 | ||
| 25х20 | 15,2 | 19,0 | 22,0 | 70491 | 70501 | ||
| 32х20 | 26,0 | 29,0 | |||||
| 32х25 | 10,5 | 19,0 | 25,0 | 28,5 | 70151 | 70161 | |
| 40х25 | 10,5 | 33,0 | 36,5 | ||||
| 40х32 | 14,3 | 30,0 | 34,0 | ||||
| 50х32 | 14,3 | 30,6 | 14,4 | 40,0 | 44,0 | 70571 | 70581 |
| 50х40 | 17,3 | ||||||
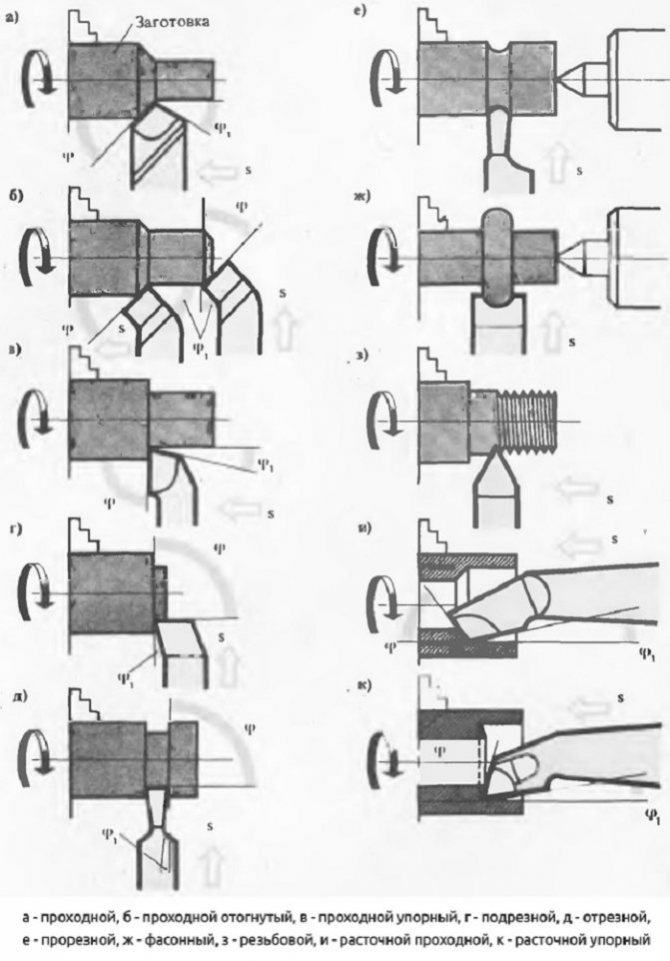
Классификация резцов для токарной обработки
Классификация токарных резцов регламентируется требованиями соответствующего ГОСТ. Согласно положениям данного документа, резцы причисляется к одной из следующих категорий:
- цельный инструмент, полностью изготовленный из легированной стали. Существуют также резцы, которые изготавливаются целиком из инструментальной стали, но используются они крайне редко;
- резцы, на рабочую часть которых напаивается пластина, выполненная из твердого сплава. Инструменты данного типа получили наибольшее распространение;
- резцы со сьемными твердосплавными пластинами, которые крепятся к их рабочей головке при помощи специальных винтов или прижимов. Используются резцы данного типа значительно реже по сравнению с инструментами других катего.
Черт.5
Исполнение 1
Черт.5
Таблица 5
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | |||||||
| правых | левых | |||||||
| 10431 | ||||||||
| 10х10 | 10451 | 10461 | ||||||
| 12х12 | 10051 | 10061 | ||||||
| 16х10 | 13,0 | 10451 | 10461 | |||||
| 16х12 | 12,5 | 10051 | 10061 | |||||
| 16х16 | 11,3 | 11,0 | 13,5 | 10471 | 10481 | |||
| 20х12 | 16,5 | 10051 | 10061 | |||||
| 20х16 | 11,3 | 15,0 | 17,5 | 10471 | 10481 | |||
| 20х20 | 15,2 | 13,5 | 17,0 | 10491 | 10501 | |||
| 25х16 | 11,3 | 20,0 | 22,5 | 10471 | 10481 | |||
| 25х20 | 15,2 | 18,5 | 22,0 | 10491 | 10501 | |||
| 32х20 | 25,5 | 29,0 | ||||||
| 32х25 | 10,5 | 19,0 | 24,5 | 28,5 | 10151 | 10161 | ||
| 40х25 | 10,5 | 32,5 | 36,5 | |||||
| 40х32 | 14,3 | 29,5 | 33,5 | |||||
| 50х32 | 14,3 | 30,6 | 10,0 | 14,4 | 39,5 | 43,5 | 10571 | 10581 |
| 50х40 | 17,3 | |||||||
СОБЛЮДАЙТЕ ОСТОРОЖНОСТЬ!
Без сомнения, вы слышали, что обдирочный резец не следует использовать для придания формы внешней поверхности чаш и тарелок.
Обсуждение этого момента, а также смена названия в англоязычной литературе возникли в связи с увеличением числа токарей по дереву, которые считали, что обдирочный резец было бы неплохо использовать для грубой обработки чаш и тарелок. Это вызвало многочисленные несчастные случаи.
И вот почему это происходит.
Во-первых, волокна при точении в центрах ориентированы параллельно оси. По большей части, древесина удаляется путём разрезания перпендикулярно волокнам. Однако традиционная чаша имеет две области, где древесные волокна ориентированы перпендикулярно поверхности, т. е. торцы. Торцы значительно труднее обрабатывать, чем волокна поперёк. Поэтому в момент обработки возникают резкие скачки усилия резания.
Также следует с осторожностью обрабатывать заготовки, которые содержат сучки. По сути, это те же торцовые волокна
Поэтому я и рекомендовал вам для первых тренировок в точении выбрать заготовку без сучков (рис. 15).
Рис. 15. Заготовки для точения в центрах и лобового точения (чаш)
Во-вторых, устройство широкого рейера таково, что его профиль выполнен путём сгиба плоской заготовки, а не фрезеровкой из круглого прутка и имеет тонкий хвостовик, который вставляется в рукоять. Соединение хвостовика и рукояти инструмента (рис. 16) являются слабым звеном инструмента: оно не такое прочное, как у резца для чаш, где круглый пруток вставляется в рукоять (рис. 17).
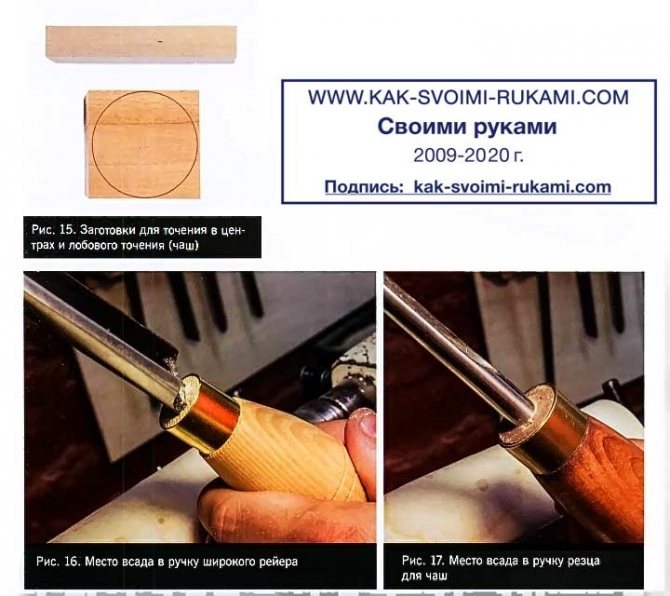
Рис. 16. Место всада в ручку широкого рейера
Рис. 17. Место всада в ручку резца для чаш
Теперь вы понимаете, что когда обрабатываете обдирочным резцом заготовку чаши, то дважды за оборот режущая кромка сталкивается с торцовым волокном. Делая тяжёлый рез или, что ещё хуже, сбивая углы, оставленные бензопилой, инструмент получает сильные удары и может сломаться там, где хвостовик входит в рукоятку.
К сожалению, траектория обломка резца бывает непредсказуема, а последствия — печальны.
Черт.7
Черт.7
Таблица 7
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | ||||
| 16х10 | 12,5 | 01331 | |||
| 16х12 | 12,0 | 14,0 | 01352 | ||
| 20х12 | 16,0 | 18,0 | |||
| 20х16 | 15,0 | 17,5 | 01372 | ||
| 25х16 | 20,0 | 22,5 | |||
| 25х20 | 18,5 | 22,0 | 01392 | ||
| 32х20 | 25,5 | 29,0 | |||
| 32х25 | 10,5 | 24,5 | 28,5 | 01152 | |
| 40х25 | 10,5 | 32,5 | 36,5 | ||
| 40х32 | 12,5 | 10,4 | 32,0 | 36,0 | 01412 |
| 50х32 | 14,3 | 16,4 | 39,5 | 43,5 | 02352 |
| 50х40 | 17,3 | 14,4 | 01432 |
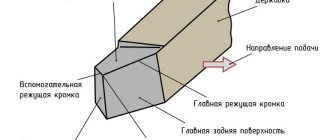
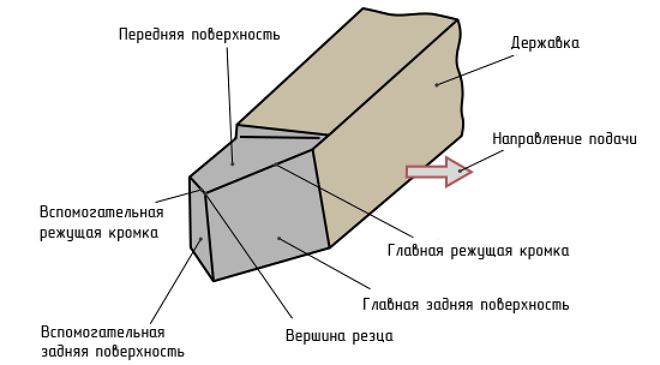
Конструкция токарного резца
Конструктивные элементы токарного резца – режущая часть или головка и державка, с помощью которой оснастка фиксируется в резцедержателе станка. Резец и державка могут иметь квадратную или прямоугольную форму. Размер резца должен соответствовать стандартному ряду в пределах от 160х100 до 630х500 мм для прямоугольной конфигурации и от 40х40 до 400х400 мм для квадратной.
Главной рабочей частью резца является головка, режущие свойства которой определяют углы кромок. Именно углы токарного резца определяют характер съёма металла с заготовки. Основные углы:
- Главный задний — находится между плоскостями резания и задней поверхностью резца. От него зависит параметр силы трения, качество обработки и скорость изнашивания инструмента. Подбирается в соответствии с плотностью обрабатываемого материала.
- Главный передний – определяет уровень деформации материала при срезе, усилие реза и эффективность отвода тепла. Должен быть обратно пропорционален твердости обрабатываемого материала — чем она выше, тем меньше угол.
- Резания. Расположен между передней и задней поверхностями головки.
- Заострения. Расположен между передней и задней поверхностями. От него зависит прочность и острота оснастки.
- Основной в плане. От него зависит количество снимаемого материала.
- Вторичный в плане. От него зависит шероховатость. Чем он ниже, тем выше качество поверхности.
- Вершина между задней вспомогательной поверхностью и кромкой реза. Имеет прямое соотношение с показателем прочности.
- Наклона режущей кромки – определяет геометрию пятна контакта резца и поверхности детали.
- Задний вспомогательный – определяет трение между задней плоскостью и заготовкой.
Все элементы конструкции токарного резца выполняются из одной марки стали. Рекомендуются металлокерамические твердые сплавы Т5К10 или сходные с ним.
Черт.4
Черт.4
Таблица 4
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | |||
| 16х10 | 01331 | |||
| 16х12 | 14,0 | 61352 | ||
| 20х12 | 18,0 | |||
| 20х16 | 17,5 | 61372 | ||
| 25х16 | 22,5 | |||
| 25х20 | 10,5 | 22,0 | 61392 | |
| 32х20 | 10,5 | 29,0 | ||
| 32х25 | 12,5 | 28,5 | 61152 | |
| 40х25 | 12,5 | 36,5 | ||
| 40х32 | 16,7 | 11,9 | 36,0 | 61412 |
| 50х32 | 16,7 | 17,6 | 45,0 | 63352 |
| 50х40 | 20,0 | 14,4 | 44,0 | 61432 |
2. Элементы конструкций и геометрические параметры резцов с углом в плане указаны на черт.5-8 и в табл.5-8.
Как изготовить резец своими руками для токарного станка по дереву
Многие мастера столярного дела отдают предпочтение самодельным токарным резцам по дереву. Поэтому зачастую делают инструменты самостоятельно, а не приобретают фабричные изделия. Конечно, инструмент изготовленный в заводских условиях отвечает всем нормам, поскольку при его изготовлении соблюдаются технические характеристики и требования по безопасности труда, однако при правильно подходе можно сделать резцы, которые ничем не будут уступать фирменным.
Основной сложностью начального этапа изготовления является правильный подбор заготовок.
Кроме того, какой твердостью должна обладать режущая кромка важно учитывать и способ крепления инструмента в державку. Благодаря этому компоненту осуществляется фиксация инструмента
В связи с этим важно учитывать значение габаритных размеров.
Следующий момент — это подбор заготовительных материалов. В идеальном варианте лучше всего применять заготовки из инструментальной стали, но недостатком для их обработки в домашних мастерских является твердость материала. Из-за этого в основном применяется ряд подручных материалов, которые закаляются после предварительных видов обработки.
Как утверждают многие профессиональные домашние мастера, чтобы изготовить качественный резец своими руками подойдет использование следующих заготовок:
рашпилей или напильников. Зачастую обработка проводится с уже изношенными инструментами, утративших свое первоначальное состояние
Важно перед этим проверить, чтобы на материале отсутствовали трещины и существенные сколы; стальных арматурных прутков. Мастера рекомендуют использовать модели у которых квадратное сечение и исходные размеры, не сильно отличаются от заводских; автомобильных рессор
Главной сложностью является первичная обработка, поскольку заготовке необходимо будет придать прямоугольную форму, используя автоген или сварочный аппарат.

После того, как была обеспечена нужная форма будущему инструменту выполняют его первичную заточку. После заточки проводится закаливание режущей кромки. Чтобы провести данную операцию кромку резца необходимо разогреть до температуры накала (покраснения метала), после чего остудить в машинном масле, опусти туда резец.
В процессе самостоятельного изготовления режущих инструментов важно знать:
- что при меньшем размере рабочей части, гораздо сложнее и проблематичнее удерживать его в процессе точения. Длиной размер должен обеспечиваться полноценным захватом кистью, плюс упоры на подлокотниках, плюс расстояния от подлокотников к заготовкам, плюс запасы на износы и затачивания. Поэтому первоначальной длиной рабочих частей должны быть размеры не менее 200 мм, но и размеры, превышающие 400 мм, вызывают неудобства от рабочего процесса. Оптимальной длиной считает показатель 200-300 мм;
- чем более короткий размер хвостовика, тем вероятнее, что он может быть вырван из рукояти. На основе этого, при изготовлении режущего инструмента изготавливаемого из напильника или рашпиля, размер хвостовика удлиняется в минимум в 1,5 раза;
- чем более тонкая и узкая рабочая часть инструмента, тем вероятнее его повреждение при обработке заготовки при обтачивании. Из-за этого на начальной стадии обтачивания, когда у заготовки отсутствует абсолютная цилиндрическая форма и возникает биение по поверхности лезвия, а также при большом диаметре, когда у силы резания большие значения, следует использовать резцы с достаточным значением толщины.
- токарный резец по дереву должен быть оснащен рукояткой, которая не меньше 250 мм. Если ее размеры будут существенно меньшими, то при точении резец будет трудно удержать в руке, что повлечет за собой плохое качеств обработки.
Чтобы предотвратить возможные опасные ситуации проверять качество работы с использованием самодельных инструментов нужно на мягкой породе дерева. После обтачивания незначительной части заготовки нужно проверить насколько сохранена изначальная геометрия резца.
Резцы токарные контурные.
| Марка режущей пластины – Композит 09 ПТНБ. Применяется при чистовом точении сталей HRC 55…65. |
| Обозначение | Размеры,мм | Режущая пластина | Масса, кг | |||||||
| Правый | Левый | λ° | γ° | h | b | L | h1 | f | ||
| 2102-4052К MCLNR 2022 K12 | 2102-4052К -01 MCLNL 2022 K12 | -6 | -6 | 20 | 20 | 125 | 20 | 25 | CNMM-120408 ПНТБ | 0,9 |
| -02 MCLNR 2525 М12 | -03 MCLNL 2022 М12 | 25 | 25 | 150 | 25 | 32 | 1,3 | |||
| -04 MCLNR 3232 Р12 | -05 MCLNL 3232 Р12 | 32 | 32 | 170 | 32 | 40 | 1,8 | |||
Отличием современного Композита 09 ПТНБ является отсутствие примесей и высокая дисперсность материала, выпускаемого в двух модификациях: ПТНБ-микро зернистостью 1,0мкм; ПТНБ — нано зернистостью 0,1мкм. Новые инструменты обеспечивают повышение производительности обработки труднообрабатываемых материалов в 5-10 раз, точности обработки до 0,5 мкм и чистоты поверхности до Ra 0,1 мкм без последующих шлифовально-доводочных операций. Эксплуатационные характеристики инструмента ОАО «ОИЗ» не уступают аналогичным инструментам зарубежных фирм, так как оснащены композитами значительно более мелкой зернистости, имеющими в своем составе меньше связующей фракции и соответственно более высокие физико-механические свойства. По отдельному заказу возможно изготовление пластин любых других форм. оснащенных композитами на основе кубического нитрида бора и поликристаллического алмаза.
Общие правила и техника безопасности
Принципы безопасной работы на токарном станке по дереву:
- работать следует в спецодежде, которую необходимо надевать еще до включения станка;
- на станке не должно быть лишних предметов и инструментов;
- обязательно проверить заготовку на наличие сучков и трещин;
- проверить исправность режущего инструмента и его заточку;
- надеть защитные очки;
- при работе подавать на деталь резец, только когда вал наберет полную частоту вращений;
- не наклонять голову близко к станку;
- замеры детали производить только после остановки вращения;
- нельзя отходить от станка, пока тот работает.
После работы рекомендуется удалить стружку специальной щеткой.
При работе на токарном станке по дереву необходим целый набор различных резцов. Каждый из них выполняет свою функцию и предназначен для определенной работы. Такие резцы можно приобрести в магазинах или изготовить самостоятельно.
Резцы токарные расточные.
Предназначены для растачивания сквозных и глухих отверстий на станках расточной группы и токарных станках с ЧПУ. Система крепления — S (винтом). Применяются при получистовом и чистовом растачивании.
Резцы расточные
для глухих отверстий.
| Обозначение | d | h | h1 | f | L | l | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||||
| 2140-4059 S20Q SCLCR09 | — | 20 | 19 | 9 | 13 | 180 | 8 | 05229-09T308 CCMT-09T308 | 0,425 |
| 2140-4061-00 S25T SCLCR12 | 2140-4061-01 S25T SCLCL12 | 25 | 23 | 11,5 | 17 | 300 | 6 | 05229-120408 CCMT-120408 | 1,57 |
| 2140-4061-02 S32U SCLCR12 | 2140-4061-03 S32U SCLCL12 | 32 | 30 | 15 | 22 | 350 | 10 | 2,06 | |
Резцы расточные для сквозных отверстий.
| Обозначение | d | h | h1 | f | L | l | Пластины режущие | Масса, кг | |
| 2140-4060 S20Q SSKCR | 20 | 19 | 13 | 13 | 180 | 6 | 03229-09T308 SCMT-09T308 | ||
Резцы в основном варианте поставляются с режущей пластиной производства «Sandvik». * Марка твердого сплава, количество режущих пластин и фирма изготовителя режущих пластин оговариваются при заказе.
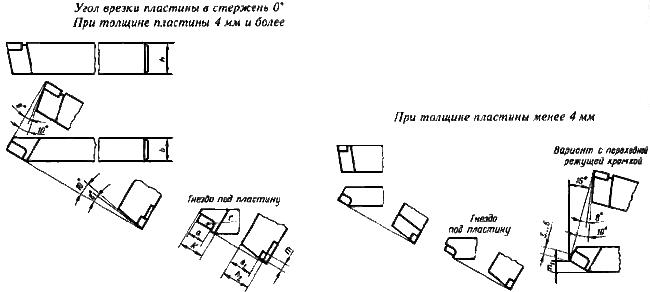
Крепление режущих элементов резца
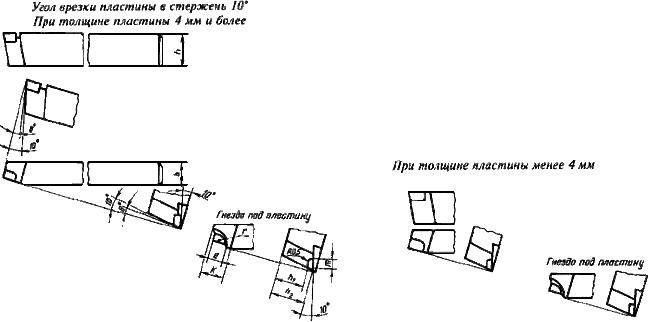
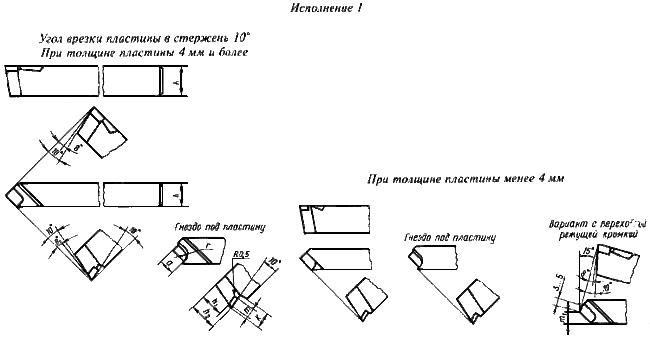
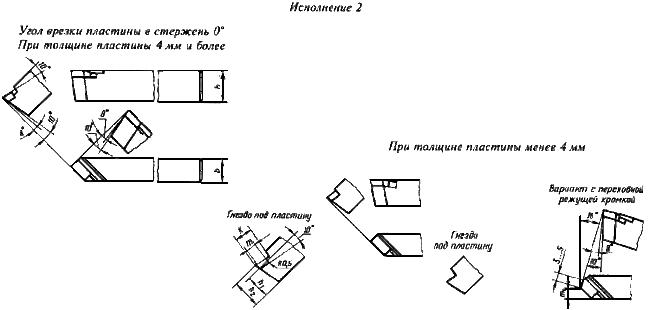
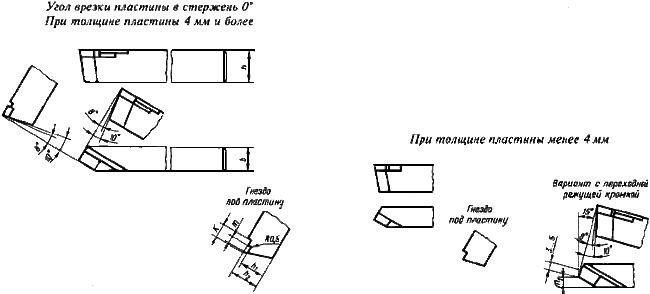
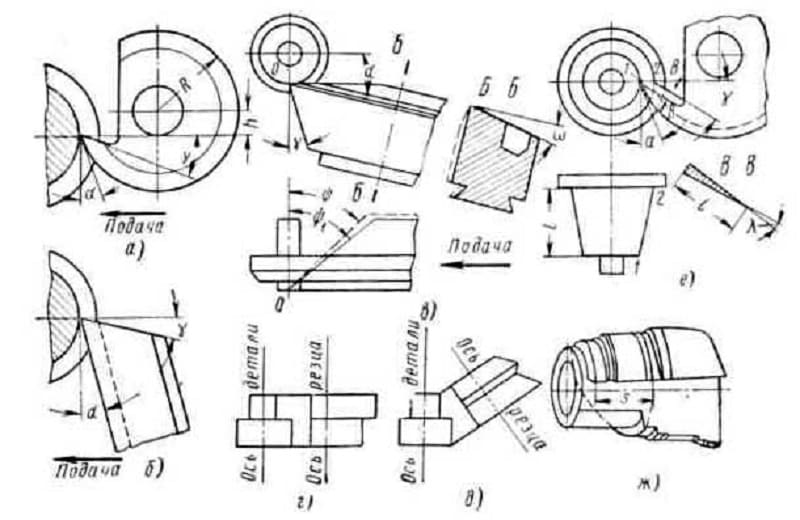
Режущие пластины соединяют с головкой резца пайкой, сваркой или механическим способом. В первых двух случаях на головке резца предварительно фрезеруется паз той или иной формы: открытый, полузакрытый, закрытый (рис. 5). Однако твердосплавные пластины при напайке подвергаются действию перепада температур, что вызывает появление микротрещин и выход резцов из строя. Лучшим вариантом закрепления пластин является их механическое крепление.
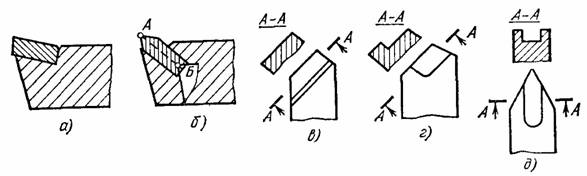
Рис. 5. Формы пазов под пластину
- а – паз под передним углом;
- б – схема переточки с пластиной в закрытом пазу;
- в – открытый паз;
- г – полузакрытый паз;
- д – закрытый паз
На рис. 6 приведены некоторые схемы закрепления твердосплавных пластин с отверстием. Стальной штифт 1 запрессован в державку (рис. 6, а), и на него надевается пластина 3. двусторонний клин 4 при ввинчивании винта 5 прижимает пластину к штифту и. таким образом закрепляет ее. Более удачной, за счет уменьшения числа стыков, является конструкция на рис. 6, б, где поворотом оси 6 с эксцентриком пластина прижимается к базирующему уступу державки 2. Здесь для обеспечения самоторможения должна быть обеспечена высокая точность размерной цепи уступ – ось и эксцентрик – пластина.
Рис. 6. Способы механического закрепления твердосплавных пластин с отверстием
На рис. 6, в показана самотормозящая конструкция, которая позволяет создавать большее усилие зажима. Зажим пластины 3 в конструкции на рис. 6, г осуществляется тягой 7, перемещаемой пружиной 8.
В приведенных конструкциях действующие при резании силы улучшают закрепление пластин. В процессе резания пластина постепенно сминает опорную поверхность гнезда, что приводит, к образованию зазора, возникновению переменных нагрузок и поломок пластины. Поэтому в современных конструкциях опорная поверхность гнезда защищается закаленной стальной или твердосплавной прокладкой 9 (рис. 6, а) такой же конфигурации, что и режущая пластина.
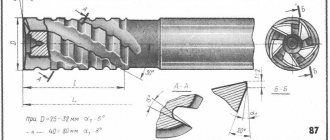
Кроме токарных резцов, на станках токарной группы используют осевой режущий инструмент для обработки отверстий: сверла, зенкеры, развертки, метчики, а также плашки для нарезания наружной резьбы.
Резцы на токарных и токарно-винторезных станках закрепляются в резцедержателе, осевой инструмент – в конической расточке пиноли задней бабки с помощью вспомогательных оправок, патронов и т. д.
На токарно-револьверных станках резцы и осевой инструмент закрепляют в гнездах револьверной головки также с помощью вспомогательной оснастки. На токарно-карусельных станках используются все упомянутые способы закрепления инструмента.
ыт-шжпшнц
4 ГОСТ 20872-80
А — А
5 4 1
1 — державка; 2 — режущая пластина по ГОСТ 19046—80; 3 — опорная пластина по ГОСТ 19073—80; 4 — клин; 5 — винт; 6 — штифт
Черт. 3
Таблица 3
мм
| Правые резцы | Левые резцы | Сечение резца h ■ b | К | К | L | Поз. 2. Режущая пластина по ГОСТ 19046-80 Кол. 1 | Поз. 3. Опорная пластина по ГОСТ 19073-80 Кол. 1 | |
| Обозна чение | Применяе мость | Обозна чение | Применяе мость | |||||
| Обозначение | ||||||||
| 2103-0671 | 2103-0672 | 1616 | 16 | 19 | 20 | 125 | 01114-160304 | 701-1604 |
| 2103-0673 | 2103-0674 | 01114-160308 | ||||||
| 2103-0675 | 2103-0676 | 01114-160312 | ||||||
| 2103-0677 | 2103-0678 | 01114-160408 | 701-1603 | |||||
| 2103-0681 | 2103-0682 | 01114-160412 | ||||||
| 2103-0695 | 2103-0696 | 20-20 | 20 | 24 | 25 | 150 | 01114-220408 | 701-2204 |
| 2103-0697 | 2103-0698 | 01114-220412 | ||||||
| 2103-0701 | 2103-0702 | 01114-220416 | ||||||
| 2103-0711 | 2103-0712 | 25-25 | 25 | 29 | 32 | 01114-220408 | ||
| 2103-0713 | 2103-0714 | 01114-220412 | ||||||
| 2103-0715 | 2103-0716 | 01114-220416 | ||||||
| 2103-0717 | 2103-0718 | 32-25 | 32 | 36 | 170 | 01114-220408 | ||
| 2103-0721 | 2103-0722 | 01114-220412 | ||||||
| 2103-0723 | 2103-0724 | 01114-220416 | ||||||
| 2103-0725 | 2103-0726 | 32-32 | 40 | 01114-270612 | 701-2704 | |||
| 2103-0727 | 2103-0728 | 01114-270616 | ||||||
| 2103-0731 | 2103-0732 | 40-32 | 40 | 44 | 200 | 01114-270612 | ||
| 2103-0733 | 2103-0734 | 01114-270616 |
Пример условного обозначения резца типа 3, сечением hb = 25-25 мм, длиной L = 150 мм, оснащенного режущей пластиной 01114-220412, правого;
Резец 2103-0713 ГОСТ20872-80
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.
- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Резцы токарные проходные.
Применяются для получистового и чистового точения. Система крепления пластины — Р (рычагом).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4036 PSSNR2525M12 | 2102-4036-01 PSSNL2525M12 | 25 | 25 | 32 | 158,3 | 03123-120412 SNMA-120412 | 0,96 |
| -02 PSSNR3225P15 | -03 PSSNL3225P15 | 32 | 180,2 | 03124-150612 SNMM-150612 | 1,08 | ||
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4035 PCLNR2525M16 | 2102-4035-01 PCLNL2525M16 | 25 | 25 | 32 | 150 | 05124-160412 CNMM-160412 | 0,72 |
| -02 PCLNR3225P16 | -03 PCLNL3225P16 | 32 | 170 | 1,06 | |||
| Обозначение | h=h1 | b | f | f1 | l | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||||
| 2109-4009 PTFNR2525M16 | 2109-4009-01 PTFNL2525M16 | 25 | 25 | 32 | 17,4 | 20,2 | 150 | 01124-160408 TNMM-160408 | 1,43 |
| -02 PTFNR2525M22 | -03 PTFNL2525M22 | 24,4 | 25,2 | 01124-220408 TNMM-220408 | 1,57 | ||||
| -04 PTFNR3225P22 | -05 PTFNL3225P22 | 32 | 170 | 2,75 | |||||
Различные варианты и их назначение
Многообразие режущих инструментов по дереву при вращении на токарном станке очень велико. Мастера с опытом создают резцы той формы, которую считают удобной, для реализации индивидуальных задач. Поэтому один персональный резец не похож на другой. Впрочем, есть стандарты фабричных инструментов, из которых одни являются базовыми, другие – узкоспециализированными.

Рейер
Это один из базовых резцов. Его можно узнать по характерной форме – рабочая часть рейера не плоская, а изогнутая, образует желобок. Заточка делается с внутренней стороны закругления. Работают рейером, поднося его к заготовке желобком вверх.
Благодаря форме лезвия, этот резец выбирает древесину полукругом. Изогнутая в продольном направлении форма делает его очень прочным, поэтому он хорошо подходит для чернового обтачивания заготовки. С помощью рейера также можно делать плавные переходы и проточки с полукруглым профилем.
Мнение эксперта Левин Дмитрий Константинович
Ширина рейера составляет от 4 до 30 мм, а угол заточки – около 30 градусов.
Мейсель
Если рейер – относительно простой инструмент, который предназначается преимущественно для грубой, черновой работы, то мейсель уже значительно более сложен в обращении. За пару дней практики владеть им получится вряд ли. Применяют этот резец уже тогда, когда очертания деревянного изделия сформированы. Впрочем, опытному токарю применение мейселя даёт ровную, гладкую поверхность дерева заданной геометрии.
Мейсель немного похож на обычную плоскую ударную стамеску, однако его лезвие скошено под углом. Соответственно, мастер должен иметь в своём распоряжении как минимум два мейселя – лево- и правосторонний, чтобы обрабатывать зеркально отображаемые участки.
Заточка мейселя может выполняться как скашиванием одной стороны вплоть до выхода на плоскость, так и одинаковым удалением слоя металла с двух сторон. При этом ширина полотна может доходить до 40 мм, а угол скоса составляет от 60 до 75 градусов. При двусторонней заточке режущей кромки угол должен составлять 20 – 25° с каждой стороны.
Фасонные
После того, как выполнена основная обработка детали в бабках, наступает черёд фигурного реза. Для этого используются фасонные резцы. Они могут иметь различную форму для вытачивания канавок, бороздок, выбирать пазы сложной формы.

Клюкарза.
Самыми распространёнными «фасонками» являются:
- Клюкарза. По форме резца схожа с рейером, однако имеет изгиб рабочей части возле лезвия. Благодаря такой форме клюкарзой выполняются мелкие и сложные работы, она может достать там, куда не доберутся инструменты с прямой рабочей частью.
- Гребёнка. Ею выполняется проточка параллельных бороздок и канавок. При должном уровне мастерства с помощью гребёнки нарезается резьба.
- Крючок. Позволяет делать внутреннюю выемку с выступающим краем, а также различные криволинейные проточки.
- Полумесяц или «ласточкин хвост». Применяется для вытачивания круглых и гранёных валиков.
Процесс обточки заготовки на токарном станке ощутимо зависит от угла заточки инструмента. Малые углы (20 – 30°) предназначены для тонки работ
Они хорошо снимают древесину, но при неосторожном движении могут испортить заготовку или сломаться сами. Большие углы (60 – 75°) предназначены для грубой работы с твёрдыми породами
За один проход они могут снять меньше, зато им не страшны сучки и давление, создаваемое токарем.
Черт.9
Черт.9
Таблица 9
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | ||||
| правых | левых | ||||
| 10431 | |||||
| 10х10 | 10451 | 10461 | |||
| 12х12 | 10051 | 10061 | |||
| 16х16 | 11,2 | 10,0 | 13,0 | 10471 | 10481 |
| 20х12 | 16,5 | 10051 | 10061 | ||
| 20х20 | 15,2 | 13,5 | 17,0 | 10491 | 10501 |
| 25х16 | 11,2 | 20,0 | 22,5 | 10471 | 10481 |
| 32х20 | 15,0 | 25,5 | 29,0 | 10491 | 10501 |
Производители
При выборе резцов следует ориентироваться не на лучшую цену, а на соответствие продукции требованиям государственного стандарта. Произведенные по техническим условиям резцы вряд ли прослужат долго, да и заточить их будет проблематично. Несоответствие стандарту прямо указывает на изменение состава материалов в сторону удешевления. Например, для сплава ВК8 разница в несколько процентов кобальта кардинально меняет прочностные и температурные характеристики.
Только продукция, произведенная по ГОСТ, может обеспечить заявленные параметры и обеспечить бесперебойный технологический цикл.
Черт.1
Черт.1
Таблица 1
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | |||||||
| правых | левых | |||||||
| 10431 | ||||||||
| 10х10 | 10451 | 10461 | ||||||
| 12х12 | 10051 | 10061 | ||||||
| 16х10 | 13,0 | 10451 | 10461 | |||||
| 16х12 | 12,5 | 10051 | 10061 | |||||
| 16х16 | 11,3 | 11,0 | 13,5 | 10471 | 10481 | |||
| 20х12 | 16,5 | 10051 | 10061 | |||||
| 20х16 | 11,3 | 15,0 | 17,5 | 10471 | 10461 | |||
| 20х20 | 10,5 | 15,2 | 13,5 | 17,0 | 10491 | 10501 | ||
| 25х16 | 11,3 | 20,0 | 22,5 | 10471 | 10481 | |||
| 25х20 | 10,5 | 15,2 | 18,5 | 22,0 | 10491 | 10501 | ||
| 32х20 | 10,5 | 25,5 | 29,0 | |||||
| 32х25 | 12,5 | 19,0 | 24,5 | 28,5 | 10151 | 10161 | ||
| 40х25 | 12,5 | 32,5 | 36,5 | |||||
| 40х32 | 16,5 | 23,9 | 11,1 | 31,5 | 35,0 | 10531 | 10541 | |
| 50х32 | 16,5 | 41,5 | 45,0 | |||||
| 50х40 | 20,0 | 30,6 | 10,0 | 14,4 | 39,5 | 43,5 | 10571 | 10581 |
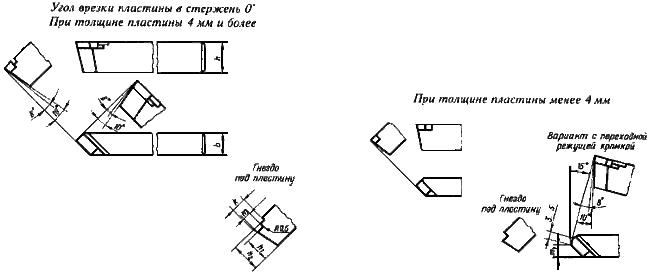
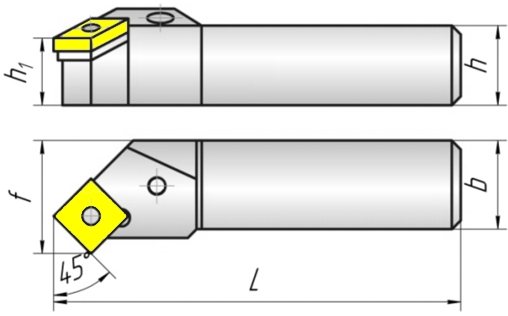
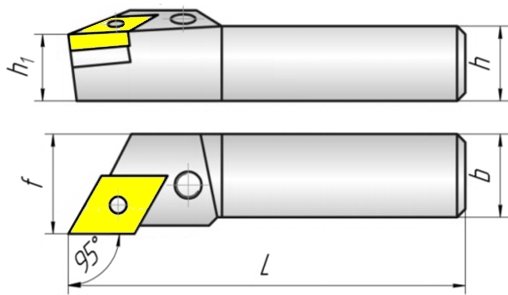
Геометрические параметры и размеры инструмента
- Геометрия корпуса или державки: L – длина тела, B и H – размеры сторон поперечного сечения.
- Форма рабочей режущей пластины: l – длина рабочей части резца, b – высота тела пластины, S – толщина.
- Расположение режущего элемента в корпусе. Гнездо под пластину может занимать всю ширину корпуса или один из углов. В последнем случае ширина гнезда обозначается литерой n. Пластина может быть посажена в гнездо под некоторым углом к корпусу.
Клинок для резания заготовки также имеет свои параметры, выраженные в углах.
- «Гамма» отображает угол передней заточки – это главный элемент режущей кромки.
- «Альфа» – задний главный угол заточки.
- «Альфа» с индексом 1 – задний угол вспомогательного назначения.
- «Лямбда» – угол, под которым режущая кромка имеет наклон.
- «Фи» – угол главного назначения, расположенный в плане.
- «Фи» с индексом 1 – угол вспомогательного назначения, расположенный в плане.
Черт.3
Черт.3
Таблица 3
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | ||||
| 16х10 | 12,5 | 01331 | |||
| 16х12 | 12,0 | 14,0 | 01352 | ||
| 20х12 | 16,0 | 18,0 | |||
| 20х16 | 15,0 | 17,5 | 01372 | ||
| 25х16 | 20,0 | 22,5 | |||
| 25х20 | 10,5 | 18,5 | 22,0 | 01392 | |
| 32х20 | 10,5 | 25,5 | 29,0 | ||
| 32х25 | 12,5 | 24,5 | 28,5 | 01152 | |
| 40х25 | 12,5 | 32,5 | 36,5 | ||
| 40х32 | 16,7 | 10,4 | 32,0 | 36,0 | 01412 |
| 50х32 | 16,5 | 16,4 | 39,5 | 43,5 | 02352 |
| 50х40 | 20,0 | 14,4 | 01432 |
Особенности геометрии изделий
Геометрия фасонного резца зависит от его конструкции, а она в свою очередь отталкивается от размеров и профиля детали. Основными из них являются углы резания, заострения, главные передний и задний, а также у некоторых изделий в конструкцию вводят дополнительные углы. Параметры могут быть самыми разными. Получить качественную деталь из заготовки помогут грамотное конструирование формы инструмента и правильный подбор марки стали/сталей для его изготовления. Расчет профиля будущего изделия выполняют специалисты 2 способами: аналитическим и графическим, – каждый из которых требует определенных навыков и умения пользоваться конкретными справочниками и литературой
Немаловажное значение имеет и опыт работы
Черт.8
Черт.8
Таблица 8
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25395-90 | ||||
| 16х10 | 13,0 | 01331 | |||
| 16х12 | 12,0 | 14,0 | 61352 | ||
| 20х12 | 16,0 | 18,0 | |||
| 20х16 | 15,0 | 17,5 | 61372 | ||
| 25х16 | 20,0 | 22,5 | |||
| 25х20 | 19,0 | 22,0 | 61392 | ||
| 32х20 | 26,0 | 29,0 | |||
| 32х25 | 10,5 | 25,0 | 28,5 | 61152 | |
| 40х25 | 10,5 | 33,0 | 36,5 | ||
| 40х32 | 12,5 | 11,9 | 32,0 | 36,0 | 61412 |
| 50х32 | 14,3 | 16,4 | 40,0 | 44,0 | 62352 |
| 50х40 | 17,3 | 14,4 | 61432 |
3. Элементы конструкций и геометрические параметры резцов с углом в плане указаны на черт.9-10 и в табл.9-10.
Особенности применения канавочного резца
Резание заготовок на токарном оборудовании происходит с соблюдением определенных режимов. Так, канавочный тип резцов требует иного применения, нежели другие виды режущей оснастки. Если брать обработку по глубине, то за одну подачу не углубляются более чем на ширину кромки. Расширение канавки происходит путем нескольких проходов инструмента вдоль оси детали. На скорость подачи влияет много факторов: это и обрабатываемый материал, и тип режущей оснастки, поэтому здесь есть пределы от 0.2 до 0.07 миллиметров за один оборот.
Канавки, которые можно получить на поверхности заготовки, бывают разных видов.
- Узкие по ширине, где размер равен величине рабочей части резца. Такую обработку проводят в ручном режиме и здесь используют всего один проход. Подача инструмента осуществляется четко в место будущего углубления по чертежу.
- Канавки, образуемые на уступах детали или ее торцах. В этом случае применяют лимб для подачи в поперечном направлении – так выставляют диаметр будущего углубления, а требуемой глубины добиваются, используя лимб перемещения суппорта в продольном направлении.
- Широкие по размерам углубления. Их получают за несколько проходов. Сначала канавочный резец подают на нужную глубину (с учетом 0.5 миллиметров припуска) с правой стороны канавки. Припуск оставляют для того, чтобы на конечном этапе сделать финишную обработку. Затем, двигаясь справа налево, доходят до другого конца канавки. Далее в обратном направлении прорезают деталь начисто.
Резцы токарные канавочные.
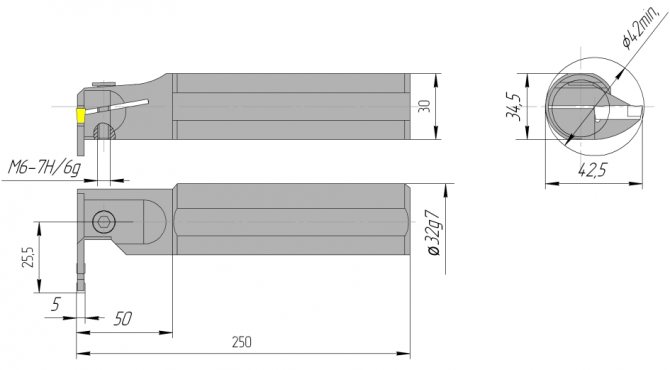
| Резец применяется для внутреннего контурного растачивания, нарезания внутренних канавок. Правый. Чертеж 2130-4120. Обозначение S32S-CSFCR 5. Левый. Чертеж 2130-4020-01. Обозначение S32S-CSFCL 5. Режущая пластина TGMF 508 IC908 «Iscar». Вес 1, 5 кг. |
| Применяются для нарезания внутренних канавок, фасонного точения. Режущая пластина TSC 4 TT7220 «Taegu Tec». |
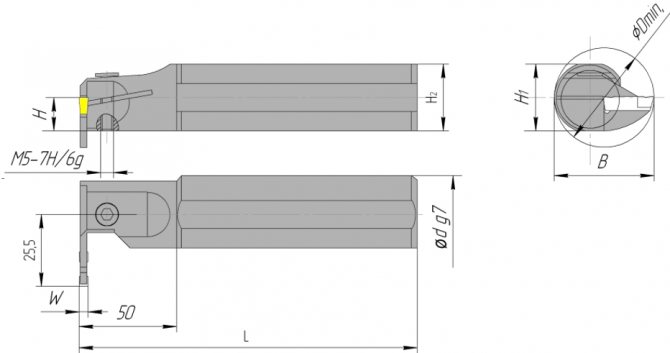
| По чертежу/Обозначение | Размеры,мм | Масса, кг | ||||||||
| Правый | Левый | d | L | H | H1 | H2 | Dmn | B | W | |
| 2130-4021 S25R-CSFCR3 | 2130-4021-01 S25R-CSFCL3 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 2,65; 3; 3,15 | 1,1 |
| -02 S32S-CSFCR3 | -03 S32S-CSFCL3 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 | |
| -04 S25R-CSFCR4 | -05 S25R-CSFCL4 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 4; 4,15 | 1,1 |
| -06 S32S-CSFCR4 | -07 S32S-CSFCL4 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 | |
Типы
Основная классификация фасонных резцов, приведенная далее, основана на конфигурации задней поверхности и особенностях конструкции.
Помимо этого, в систематике используются такие параметры, как:
- направление подачи;
- положение отверстия и установочной базы;
- положение передней поверхности;
- форма образующих поверхностей;
- конструкция.
Стержневые
По конструкции фасонные стержневые резцы во многом сходны с токарными, однако отличаются кромкой, соответствующей конфигурации целевой поверхности заготовки. Они рассчитаны на короткие фасонные поверхности и отличаются малой высотой рабочей части. Это обуславливает малое количество переточек, в чем состоит основной недостаток стержневых резцов. Поэтому они редко применяются в производстве. Имеют стандартный способ закрепления в суппорте станка.
Круглые
Модели круглой конфигурации выполняют вращение. Для формирования передней поверхности и обеспечения схода стружки они имеют угловой паз. Ввиду установки оси резца выше оси заготовки на кромке получаются положительные задние углы. У вариантов с осью, параллельной оси заготовки, кромки перпендикулярны ей, а их углы равны нулю. Формирующаяся при вращении кромки относительно оси инструмента задняя поверхность является торцевой плоскостью. При работах она контактирует с предметом. Вследствие этого отсутствует зазор между ними, что сокращает режущую способность. Это свойственно и для призматических фасонных резцов при стандартном монтаже. Для формирования положительных задних углов кромок, перпендикулярных оси заготовки, используют резцы круглые с наклонной осью относительно предмета, а также призматические с наклонной крепежной базой. Такие варианты способны обрабатывать поднутрения при наклонной подаче.
Эти инструменты наиболее подходят для создания ступенчатых каналов при осевой подаче. Возможно наличие хвостовика для установки.
Служат для работ с внешними и внутренними поверхностями. Отличаются наибольшим количеством переточек среди всех типов фасонных резцов, следовательно, это самый технологичный вариант.
Дисковые модели проще в производстве и могут иметь много переточек, однако характеризуются меньшей жесткостью крепления в сравнении с призматическими. Они актуальны для предметов с меньшей глубиной профиля.
Призматические
Выполнены в соответствующей названию конфигурации. Боковая грань с цилиндрической поверхностью выполняет роль задней поверхности, а плоская торцевая – передней. Задние углы кромки создают путем наклонного монтажа. Резцы данного типа имеют много переточек. Они рассчитаны на обработку сложных, длинных фасонных поверхностей. Относительно круглых отличаются большей прочностью кромки, обширным диапазоном заднего угла, более надежным креплением, лучшим теплоотводом, большей точностью работ. Однако не подходят для внутренней обработки.
Черт.10
Черт.10
Таблица 10
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | ||||
| правых | левых | ||||
| 16х16 | 11,2 | 11,0 | 13,5 | 70471 | 70481 |
| 20х12 | 16,5 | 70051 | 70061 | ||
| 20х20 | 15,2 | 14,0 | 17,0 | 70491 | 70501 |
| 25х16 | 11,2 | 20,0 | 22,5 | 70471 | 70481 |
| 32х20 | 15,0 | 26,0 | 29,0 | 70491 | 70501 |
4. Элементы конструкций и геометрические параметры резцов с углом в плане и указаны на черт.11 и в табл.11.
Маркировка и производители
Описание канавочных токарных резцов будет неполным без упоминания маркировки, по которой определяется состав материала их режущей части. Например, резец Т5К10 выполнен из твердого сплава титановольфрамовой группы, в котором содержится 5% карбида титана и 10% кобальта. Аналогично расшифровывается и маркировка изделий, выполненных из других материалов.
Наиболее известными производителями канавочных токарных резцов являются:
- Днепропетровский завод промышленных инструментов (Украина);
- (Украина);
- Компания Zenitech (Швейцария);
- Компания Proma (Чехия);
- Компания Itertool (Китай).
Черт.2
Черт.2
Таблица 2
Размеры в мм
| Сечение резца | Обозначение пластин по ГОСТ 25396-90 для резцов | ||||||
| правых | левых | ||||||
| 16х10 | 13,0 | 10451 | 10461 | ||||
| 16х12 | 12,5 | 70051 | 70061 | ||||
| 16х16 | 11,3 | 11,0 | 13,5 | 70471 | 70481 | ||
| 20х12 | 16,5 | 70051 | 70061 | ||||
| 20х16 | 11,3 | 15,0 | 17,5 | 70471 | 70481 | ||
| 20х20 | 10,5 | 15,2 | 14,0 | 17,0 | 70491 | 70501 | |
| 25х16 | 11,3 | 20,0 | 22,5 | 70471 | 70481 | ||
| 25х20 | 10,5 | 15,2 | 19,0 | 22,0 | 70491 | 70501 | |
| 32х20 | 10,5 | 26,0 | 29,0 | ||||
| 32х25 | 12,5 | 19,0 | 25,0 | 28,5 | 70151 | 70161 | |
| 40х25 | 12,5 | 33,0 | 36,5 | ||||
| 40х32 | 16,5 | 23,9 | 11,1 | 32,0 | 35,0 | 70531 | 70541 |
| 50х32 | 16,5 | 42,0 | 45,0 | ||||
| 50х40 | 20,0 | 30,6 | 14,4 | 40,0 | 44,0 | 70571 | 70581 |