Чистота поверхности при токарной обработке зависит от глубины и скорости резания, качества материала заготовки и других характеристик. Чистовая токарная обработка и шлифование позволяют получить деталь с требуемой степенью шероховатости.
Обработка металла — это основной вид работ, который позволяет получить необходимую деталь с конкретными заданными техническими параметрами. Техника работы на токарном станке направлена на удаления из заготовки лишнего слоя металла для придания детали нужной геометрической формы и размеров. Дополнительно в процессе обработки формируется нужная поверхность (фактура может достигаться с помощью шлифования). Токарные станки относятся к классу металлорежущих промышленных агрегатов, где используются различные резцы для точения и обработки.
В процессе выполнения работ можно получить следующие виды металлических деталей и компонентов: втулки, гайки с резьбой, валы, зубчатые шестерни, цилиндры, кольца различного диаметра и другие компоненты вращающихся механизмов. Токарные работы производятся в различных сферах промышленной деятельности. Токарные агрегаты устанавливаются на крупных производственных предприятиях, в мастерских или даже домашних цехах. Ранее процесс обработки осуществлялся вручную — вся работа проходила механическим способом.
Современное токарное оборудование оснащается программной компьютерной системой, что позволяет выполнять обработку и шлифовальные процессы с максимальной автоматизацией. Заданные программы направлены на максимально точное точение металлических заготовок, в результате чего размеры соответствуют заданными до сотых частей миллиметра.
Какие процессы выполняются на промышленном оборудовании этого типа
Обработка металла на промышленном оборудовании производится с помощью специальных резцов. Они имеют разные формы, за счет чего обрабатывают металл разной формы. Они состоят из двух элементов — режущей острой части и прочной металлической основы, за которую резец фиксируется в оборудовании.
Выделяют следующие виды обработки металла на токарных станках:
- Обработка шлифовального типа — предназначена для придания заготовке необходимой фактуры;
- Создание конусной, цилиндрической формы заготовок;
- Растачивание отверстий в цилиндрах и конусах различного диаметра;
- Обработка с отрезанием части металлической заготовки;
- Обработка методом зенкерования;
- Вырезание внутренней или внешней резьбы.
Большую часть заготовок обрабатывают для дальнейшей эксплуатации их в качестве составных деталей для механизмов, силовых агрегатов, устройств. Ручная процедура обработки требует определенных временных затрат, что частично увеличивает себестоимость продукции. Поэтому такая ручная обработка не используется на крупных промышленных центрах. Некоторая часть токарных станков полностью автоматизирована и входит в состав производственных линий, обрабатываемых целые узлы механизмов на заводских предприятиях.
В качестве заготовок для дальнейшей обработки используются металлические конусы или цилиндры нужных размеров цельной конструкции. Для растачивания или нарезания внутренней и внешней резьбы используются уже готовые детали с отверстием. Не существует строгих правил относительно заготовок для обработки — они могут быть новые или со следами коррозии. Мощность обрабатываемого оборудования позволяет снять любой слой металла с повреждениями.
При выполнении токарных процессов используются насадки следующих типов:
- Резцы для грубой обработки металлических заготовок (предназначены для срезания части материала и придания нужной формы);
- Сверла — подходят для некоторых токарных процессов, когда необходимо просверлить отверстие любого диаметра;
- Резьбонарезные насадки — позволяют сформировать внутреннюю и наружную резьбу для любых форм заготовок;
- Зенкеры и плашки;
- Развертки и метчики;
- Насадки шлифовального типа — для придания заготовкам нужной фактуры.
Принцип действия технологии обработки заключается в снятии лишнего слоя металла с помощью вышеописанных насадок. В результате токарного процесса образуется стружка, которая удаляется в специальные емкости (зависит от модели станка). Заготовка в данном случае остается неподвижной, а острая часть резца медленно врезается в металл. В процессе вращательного действия производится обработка всей площади заготовки. Остаточный лишний металл в виде стружки именуется припуском.
Правильная форма достигается за счет геометрических параметров самого резца и его вида. Угол наклона острого элемента определяет конечную форму заготовки. Это относится и для обработки зенкованием или при нарезании резьбы. Обрабатываемая поверхность лишается части металла, который выводится в виде стружки. Она может быть нескольких видов, в зависимости от плотности основного материала. Например, стандартная стружка скалывания образуется при обработке твердых сталей, когда материал отличается низким уровнем вязкости. Ступенчатая стружка возникает при обработке алюминия или схожих по плотности металлов. Ее отличительная особенность — это наличие ступеней (с внутренней стороны они имеют зазубренные выступы разного уровня). Цельная стружка образуется в форме единой проволоки и может растягиваться на несколько метров в длину без повреждений или разрывов. Чаще всего она образуется при обработке олова, свинца или других мягких металлов.
Какие выделяют виды профессиональных станков этого типа
Оборудование для токарной обработки может быть следующим:
- Токарно-винторезные станки;
- Токарно-револьверные станки;
- Карусельное оборудование;
- Лоботокарные агрегаты.
Данные промышленные агрегаты имеют разный уровень автоматизации и механической структуры.
Первый вариант токарных станков предназначен для формирования резьбовых поверхностей на металлических заготовках и их обработки при вращательных действиях заготовки (формирование цилиндров, конусов, вырезание внутренних отверстий). Он состоит из нескольких ключевых элементов. Станина — габаритное и прочное основание (чаще изготавливается из чугуна или другого тяжелого металла). На нем закреплены остальные узлы оборудования. По двум параллельным направляющим движется бабка вместе с суппортом. Шпиндель позволяет закрепить в оборудовании нужную насадку для дальнейшей обработки заготовки. Она закрепляется с помощью специального патрона, который установлен с правой стороны этой детали. Суппорт обеспечивает не только фиксацию насадки (резца), но и его контролируемое его управление для точной обработки установленной металлической заготовки.
Если станок имеет полностью механические элементы управления, то для контролируемых движений резца используются рычаги. Таким же образом управляется коробка передач, а процесс включения и выключения токарных станков осуществляется с помощью специальных клавиш.
Станок револьверного типа также позволяет проводить расточку, развертывание, зенкерование, обточку заготовок резцами и придание им разных геометрических форм. Название этого оборудования происходит не из-за технологии обработки, а из-за метода крепления резца (насадки). Револьверная головка удерживает резец с помощью специального блока. За счет этого функциональные возможности оборудования расширяются.
Лоботокарные агрегаты отличаются осью закрепления заготовок. Она установлена горизонтально, за счет чего обработка ведется не продольно. Это позволяет с легкостью обработать круглые цилиндры, конические валы или трубы, выполненные из разных материалов. Здесь токарный процесс осуществляется аналогичным способом, как в оборудовании револьверного или винторезного типа. Отличие состоит в общей конструкции ключевых узлов. В некоторых случаях эти станки можно использовать для шлифовальных процессов для создания необходимой фактуры на обрабатываемой заготовке нужной формы.
Карусельное оборудование используется в обработке крупных заготовок, которые не помещаются в станки стандартного размера. Они позволяют обрабатывать металл таким же способом, как и другие агрегаты этого типа, однако потенциальный размер обрабатываемой заготовки может быть значительно увеличен. Для этого в патрон устанавливается резец необходимой формы.
Особенности конструкции
Шлифовальные головки представляют собой специальную конструкцию, которая используется для значительного расширения возможностей станка токарной группы. Этот механизм условно относится к оснастке. К конструктивным особенностям можно отнести:
- наличие собственного электродвигателя, мощность которого может составлять от 1 квт и более. этот момент определяет то, что головка может стать оснасткой для различных моделей токарных станков. как правило, токарное оборудование имеет закрытую коробку скоростей и не имеет отдельного привода для подключения рассматриваемой оснастки;
- установленный электродвигатель подключается к цепи токарного станка, что определяет универсальность всей конструкции. при этом также есть трехфазная вилка для включения в отдельную цепь питания;
- головка имеет собственную станину, которая при модернизации может крепиться жестко вместо стандартного резцедержателя. этот момент определяет то, что оборудование позволяет получать качественные поверхности при высокой механизации процесса. при изготовлении станины используется сталь, что позволяет предотвратить вибрацию при работе за счет повышения жесткости конструкции;
- передача вращения проходит при помощи ременной передачи для понижения оборотов.
Конструкция довольно проста. При ее рассмотрении стоит обратить внимание на тип станины. Это связано с тем, что только определенный тип станины может подойти вместо резцедержателя к определенной модели токарного станка.
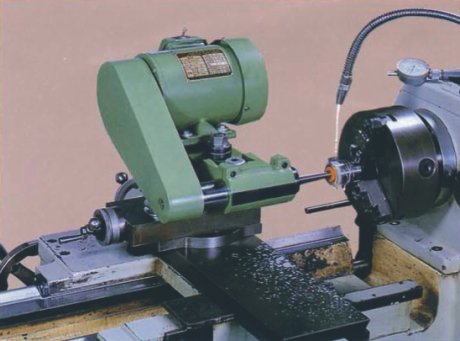
Шлифовальная головка для шлифовки внутреннего диаметра заготовки
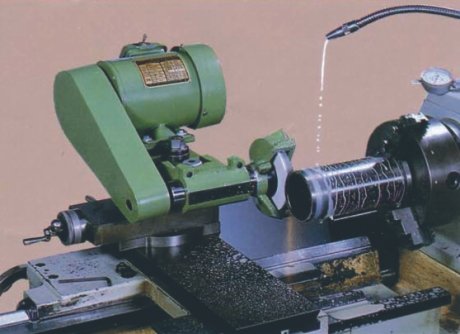
Шлифовальная головка для шлифовки наружного диаметра заготовки
Как правильно организуется рабочее место
Токарная специализация мастера требует от специалиста не только практических знаний, но и профессионального владения теорией. Квалификация в обработке металлов на данном виде оборудования обязывает правильно организовать собственное рабочее место. Данной зоной называют всю площадь производственного цеха, в пределах которого находится один или несколько видов станков данного типа.
Помимо шлифовальных и станков токарной категории в помещении должны быть оборудованы отдельные шкафы, где можно хранить вспомогательные вещи: технические инструкции, таблицы, справочники. Рядом с непосредственным рабочим местом должны стоять смазывающие и охлаждающие жидкости (при необходимости). Согласно правилам пожарной безопасности, в помещении обязательно присутствие огнетушителя, соответствующего нормам по параметру мощности и объему.
Рекомендовано использовать следующие бытовые элементы для очистки и удаления стружки: масленка токарная (подходит для хранения смазывающего масла), щетки, совки, материалы для обтирки (используются при шлифовании). Также необходимо обустроить зону отдыха со стульями, табуретами.
Температура в рабочем цеху или мастерской должна составлять не более 25 градусов по Цельсию по нормам пожарной безопасности. При повышении температуры металлические детали могут расширяться, что приводит к заклиниванию механизмов. Резцы для обрабатываемой заготовки и другие острые предметы не должны находиться в незафиксированном положении. Для них предназначены специальные инструментальные ящики. Для удобства и исключения вибрации перед станком следует проложить деревянное основание. В современных промышленных центрах может использовать прорезиненный пол, исключающий любые вибрации в помещении. Для моделей оборудования предыдущих поколений необходимо обезопасить себя от риска толчков. Это может привести к неправильной подаче резца к обработанной заготовке при работающем станке. Для пользования шлифовальной техникой рекомендовано пользоваться прочными перчатками, которые защищают открытые участки кожи от негативного воздействия движущихся элементов.
Недопустимо наличие неочищенной грязи или стружки перед началом процесса. Некоторые грубые частицы могли попасть внутрь механизма, и во время процесса повышается риск их вылета или разброса. Отсутствие рабочей формы и защитных очков может приводить к травмам различной степени тяжести. Производить очистку рабочего места следует после каждой смены. В режиме постоянной деятельности актуально очищать оборудование от стружки и грубых частиц каждые несколько часов.
Описанные выше нормы являются не обязательными (кроме необходимости наличия огнетушителя). Однако каждая токарная лаборатория или цех должны соответствовать установленным правилам техники безопасности. Эти нормы изучаются квалификационным персоналом перед вступлением в занимаемую должность. Остальные параметры и требования относительно оснастки рабочего места формируются и готовятся на основании разных факторов: размера цеха, количества оборудования, габаритов производства, формы заготовок, типа компании.
Технологический процесс
Весь технологический процесс этого вида деятельности разделен на несколько этапов, которые отличаются длительностью и объемом нагрузки. Главная составляющая часть технологического процесса — это операция, которая представляет собой один вид деятельности с металлической заготовкой (например, расточка цилиндрической заготовки до нужного диаметра). Количество таких операций зависит от объема нагрузки, величины деталей. Если для выполнения конкретной цели необходимо работать с целым рядом заготовок, то весь этот процесс объединяется в одну операцию.
Начинать операции по выточке необходимо после предварительной подготовки. Для этого формируется техническое задание, представленное в форме чертежей. Подробная детализация размеров каждой зоны заготовки позволит сократить время на весь процесс, так как снижает время, требуемое на частые замеры и проверку.
Начало первой операции заключается в установке заготовки в патроне, после чего производится необходимая обтачка. После первичного снятия слоя металла обработанной заготовки осуществляются первичные замеры — они сверяются с техническими чертежами. Среди стандартных процессов выделяют подрезку торца, обточку ступенчатых зон, проточку фаски (технология применима для валов, цилиндрических цельных заготовок). Завершающий этап выполняется шлифовальными поверхностями или насадкой (при необходимости).
Полуавтоматический резьбошлифовальный станок
Полуавтоматическое устройство создается по определенному техническому соглашению. Соответствует стандарту качества. В работе станок зарекомендовал себя только с лучшей стороны. Полуавтоматический вариант прекрасно подходит для шлифовки внешних винтовых структур на изделиях. Сделаны для проведения профильной шлифовки, где дополнительно используются смазочно-охлаждающие средства.
В виде обычных шлифовальных кругов используются однониточные абразивные круги, назначенные для шлифования точных резьб (шлифует обе стороны впадины и ее основное дно). При необходимости, их можно заменить профильными кругами, изготовленными в определенном формате, где дополнительно при их изготовлении были использованы небольшие частицы из кубического нитрида бора. Шлифовка поверхности изделия на полуавтоматическом станке формируется по выбранной программе. Она может разрабатываться пользователем или создаваться при помощи автоматической системы управления. Дополнительную систему для управления станком можно заказать отдельно. Тем самым вы облегчите себе всю работу и увеличите производительность оборудования в несколько раз.
Параметры резцов для применения их в оборудовании
Ключевые параметры технологического процесса этого вида деятельности зависят от выбранной насадки (резца). Угол ее поворота влияет не только на придаваемую форму при точении и вырезании заготовки, но и на температуру. Главная задача мастера — следить за эффективным отводом температуры металла, так как при сильном нагреве детали могут потерять первичную геометрическую форму. Нагрев заготовок зависит от их размера и плотности металла. Для чугуна, например, не рекомендовано во время первой операции устанавливать главный угол резца на 60 и более градусов, так как сильное воздействие на материал нагреет его до критической температуры. Оптимальным параметром в таких условиях будет угол в 45 градусов с последующим его увеличением к нужному показателю.
Выделяют два основных вида резцов для расточки металлических заготовок:
- Черновые резцы;
- Чистовые резцы.
Первый вариант необходим для первичных процессов растачивания, когда снимается значительная часть металла. Структура и поверхность резца не позволяет добиться идеальной гладкой поверхности. Подобные насадки обладают высокой механической прочностью, так как подвергаются высоким нагрузкам из-за большого объема снятого металла (это приводит к нагреву и другим факторам). Несмотря на первичную расточку, во время этой операции достигается максимальная размерная точность.
Чистовые резцы предназначены для точной филигранной расточки и приданию точных размеров, указанных в техническом задании. Если «грубые» насадки могут оставить шероховатую фактуру на заготовке, то чистовые резцы полностью сглаживают поверхность, удаляя любые неровности и элементы стружки даже на самых плотных металлах и сплавах. Форма резцов разработана таким образом, чтобы стружка в процессе отвода не западала в движущиеся механизмы, а выводилась наружу в специально отведенные емкости под патроном и шпинделем.
Понятие качественного выполнения обязанностей мастера
Можно выделить следующие ключевые факторы, позволяющие достичь максимального результата в расточке металлических заготовок:
- Правильная фиксация резца и оптимальный уровень давления режущей части на металл, что позволяет за короткий срок снимать большой объем материала с заготовки;
- Поддержка промышленного оборудования в чистоте — своевременная его очистка от стружки и других частиц;
- Своевременное смазывание движущихся элементов, не допуск перегрева силовых узлов станка;
- Правильная установка заготовки в патроне шпинделя.
Перечисленные выше факторы являются ключевыми для формирования высокого качества изготавливаемой продукции. Номинальные сроки эксплуатации оборудования составляют не менее 10 лет. В течение этого времени необходимо проводить обслуживание в соответствии с установленными производителем требованиями.
Максимальной точности изготовления деталей можно добиться только при использовании компьютерного программного обеспечения (станков с ЧПУ). Общими элементами конструкции они не отличаются от механических агрегатов, однако в процессе проточки изделий используется компьютерная точность, а человеческий фактор минимизируется.
Для конечной проверки результата расточки принято использовать универсальные измерительные приборы: микрометры, штангенциркули или другие ручные инструменты. Их главная задача заключается в определении основных геометрических габаритов готового изделия. Рекомендовано сверять размеры детали с техническими чертежами на этапе каждой операции. На конечную стоимость изделий влияют временные затраты и сложность. В промышленных объемах больше не используется полностью ручной труд. Все линейные процессы были автоматизированы и поставлены на конвейер. Однако для расточки сложных единичных деталей до сих пор актуально использовать механические станки.
В вы можете заказать токарную обработку с последующим шлифованием для получения необходимой чистоты поверхности.
Преимущества
Особенности станка:
- Основная конструкция оборудования рассчитана для использования совместно с другими приспособлениями и приборами, определяющими высочайший уровень универсальности станка.
- В автоматическом режиме шлифовальный станок выполняет частичную обработку изделия.
- Оснащено шестью управляемыми осями, формирующие самые сложные конфигурации.
- Особых навыков для его использования не требуется, все данные по выделыванию фигур уже внесены в основу оборудования.