19.08.2020 Автор: VT-METALL

Вопросы, рассмотренные в материале:
- Технологию токарной обработки металла
- Оборудование для токарной обработки металла
- Режущие инструменты для токарной обработки металла
- Виды и причины появления дефектов после токарной обработки металла
- Технику безопасности при токарной обработке металла
Токарная обработка металла – это одна из наиболее популярных технологий изготовления деталей на специальном оборудовании. В ее основе лежит метод удаления с заготовки лишних слоев для придания ей соответствия заданным параметрам.
Токарная обработка позволяет получить различные детали из большинства известных металлов: стали, меди, титана, бронзы и многих других. В нашей статье мы расскажем про основные принципы данной технологии, опишем оборудование и инструмент, а также разберем виды дефектов и способы их предотвращения.
Оборудование и инструмент
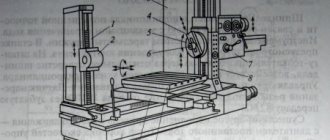
На токарных станках производят обработку заготовок при их вращении вокруг горизонтальной и вертикальной оси. Основной применяемый инструмент — резцы. Все токарное оборудование маркируется цифрой «1» и делится на 9 видов с учетом особенностей устройства.
Инструмент вращается с помощью специального приспособления на суппорте. На токарном станке производятся шлифовальные и фрезерные работы.
Виды токарных станков
Различают основные виды токарных станков, применяемых на производстве:
- токарно-винторезный;
- токарно-револьверный;
- токарно-карусельный;
- токарно-шлифовальный;
- лоботокарный.
Наибольшее распространение имеют токарно-винторезные станки. На них обрабатываются длинные детали типа вала и короткие цилиндрические.
Карусельные используют для изготовления втулок, колец и других крупных деталей, у которых диаметр больше высоты.
Классификация резцов
По расположению режущей кромки и направлению движения суппорта, резцы делятся на два типа:
- правые;
- левые.
По форме рабочей части:
- прямые — рабочая часть и корпус имеют общие боковые поверхности;
- отогнутые — режущая кромка выступает за плоскость корпуса и имеет переменное сечение.
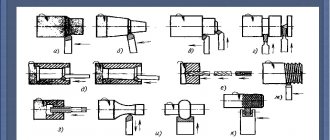
Для обработки снаружи используют виды резцов, названные по производимым им операциям:
- проходные;
- канавочные;
- фасонные;
- резьбовые;
- расточные.
Токарное оборудование широко применяется для обработки торцов. При этом устанавливают торцовые и отрезные резцы на суппорт. Кроме этого на задней бабке крепятся:
- сверла;
- зенкера;
- метчики;
- расточные резцы.
Существуют определенные геометрические параметры резца, которые предъявляются к клину. Режущая кромка может располагаться под углом к направлению движения и перпендикулярно. У отрезных инструментов — параллельно оси вращения.
Токарная обработка металла
Внедрение ЧПУ
С появлением станков с ЧПУ значительно упростилась обработка деталей со сложными поверхностями радиальной и эвольвентной формы. Повысилась производительность при изготовлении крупных партий.
На одной установке делается несколько операций, включая фрезеровку. Оборудование может иметь 2 подвижных суппорта и несколько револьверных головок.
Черчение
Обработка на станках токарной группы
На токарных станках можно выполнять самые разнообразные работы: обтачивать и растачивать наружные и внутренние цилиндрические, конические и фасонные поверхности вращения, прорезать канавки, подрезать торцы, нарезать крепежные и ходовые резьбы, сверлить, зенкеровать, зенковать, развертывать отверстия и др. Для станков токарной группы основным инструментом являются резцы, для обработки отверстия — сверла, зенкеры, развертки, а для нарезания резьбы — резцы, метчики и плашки.
К станкам токарной группы можно отнести: токарные, токарно-винторезные, карусельные, многорезповые, токарно-револьверные, токарные автоматы, полуавтоматы и др.
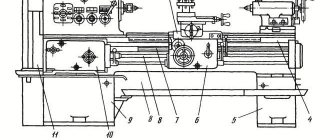
Токарно-винторезный станок (рис. 13) универсальный, так как применяется для выполнения самых разнообразных токарных работ. Наиболее распространены токарно-винторезные станки, на которых обрабатываются всевозможные поверхности вращения, отверстия и резьбы.
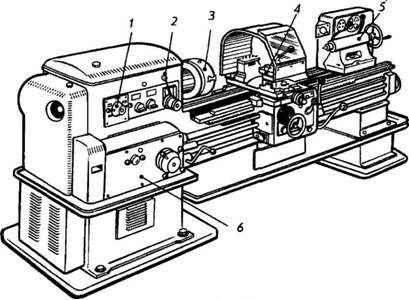
Заготовка на станке устанавливается в центрах или закрепляется на шпинделе в патроне 3 и приводится во вращение. В резцедержателе суппорта 4 закрепляются резцы, а в конус пиноли задней бабки 5 вставляются инструменты для обработки отверстий — сверла, зенкеры, развертки.
Шпиндель обычно имеет различное число оборотов. Устанавливают число оборотов поворотом рукояток 1 и 2 коробки скоростей. Коробка подач 6 с соответствующими рукоятками позволяет набирать различные величины продольных и поперечных подач.
Карусельный станок используется для обработки крупных деталей большого диаметра. На них обтачивают и растачивают цилиндрические, конические и фасонные поверхности, производят подрезку торцов.
Многорезцовые токарные станки позволяют обрабатывать детали, например ступенчатые валы или диски, одновременно несколькими резцами. Большое распространение они получили в массовом производстве.
Оборудование и инструментарий
Технология токарных работ предусматривает использование специального оборудования – токарные станки. С их помощью производятся детали, форма которых является телом качения. В современном производстве используют семь основных видов токарных станков:
- токарно-револьверные – предназначены для изготовления мелких деталей в больших количествах; комплектуются револьверной головкой, позволяющей быстро менять режущий инструмент, перенастраивать оборудование на другой вид работы;
- токарно-винторезные – отличаются возможностью совмещения высокой скорости вращения патрона с продольным перемещением инструмента; используются для крупносерийного и массового производства;
- токарно-карусельные – универсальные станки с планшайбой и станиной больших размеров;
- токарно-фрезерные – универсальное оборудование для индивидуального, массового и серийного производства деталей со сложной формой;
- токарные автоматы – станки с большим числом шпинделей, предназначенные для изготовления деталей со сложной геометрией многопрофильных поверхностей;
- лоботокарные станки – специализированная техника для работы с лобовыми поверхностями; используются для поштучного производства деталей, а также для мелких серий.
Прочие виды токарных станков

Кроме перечисленных выше токарных станков по металлу, существуют ещё несколько видов оборудования. Из-за высокой стоимости и больших габаритов оно применяется на крупных серийных производствах различных деталей механизмов машин – валов, втулок, изделий сложного профиля с отверстиями, не соосными с осью детали и пр.. К подобным станкам относятся:
Токарно-карусельный – оборудование для обработки заготовок больших габаритов (свыше 2000 мм диаметром).
Токарно-револьверный – станок для изготовления деталей из калиброванного прутка. Режущий инструмент в данном станке крепится на вращающемся барабане, в который вставляются отдельные блоки с закрепленной в них оснасткой.
Станки с ЧПУ и обрабатывающие центры – отдельный вид станков, который сводит участие мастера в процессе обработки к минимуму и обеспечивает высокую точность. Такое оборудование может выполнять великое множество операций, при этом оператору отводится роль наблюдателя и его основная задача — выемка готовых деталей, все остальные действия станок делает самостоятельно по заданной программе, которую составляет специалист.
Отметим: существуют станки, которые могут быть переоборудованы для обработки не только металла, но и дерева (Jet BD-7). Они имеют возможность монтажа упора под стамески. Обратите на это внимание, если Вы занимаетесь работами с различными материалами.
НАМ ДОВЕРЯЮТ
Важным преимуществом работы с нами является широкий спектр предоставляемых нашим заводом услуг по обработке металла. Наше предприятие имеет оборудование для резки, рубки, гибки листового и профильного проката, сварки, токарных, фрезерных, окрасочных и других операций. Токарная обработка с ЧПУ может быть лишь одной из технологических операций, необходимых заказчику. Обратившись к нам, Вы получите требуемый набор операций для производства конечных изделий.
Механический предлагает полный комплекс услуг:
Помимо типов токарных станков, которые мы описали ранее, есть другие категории, основанные на подходящих материалах для токарного станка. Для дерева, металла и стекла используются разные токарные станки, потому что все они требуют определенных качеств, а также скорости резки.
Когда дело доходит до профиля материала, то приветствуются квадратные, круглые, шестиугольные заготовки и т. д. Следует учесть, наличие профиля, отличного от круглого, может пригодиться, если заключительная часть не является круглой на всех участках.
Подходящие материалы для токарной обработки включают:
- Металл;
- Дерево;
- Стекло;
- Пластик;
- Воск и др.
Основные этапы изготовления детали методом обтачивания
Точение выполняют с помощью специальных резцов: токарных стамесок. Они оснащены удлиненными рукоятками, что позволяет надежно удерживать инструмент. Есть разные виды стамесок. Для черновой обработки требуется полукруглая.
- Выполняя первый проход, снимают стружку на толщину 1-2 мм. Используют среднюю (серединную) часть стамески. Все последующие проходы выполняют только боковыми частями.
- Снимают стружку до тех пор, пока не останется 4-5 мм металла для чистовой обработки. При переходе к ней, меняют инструмент на косую стамеску и устанавливают ее на ребро.
- Равномерно нажимая на инструмент, выполняют чистовую обработку. Если требуется сделать внутренне отверстие, используют патроны и пландшайбы.
- Проверяют точность выполненных работ с помощью кронциркуля, штангенциркуля, микрометра, нутрометра и др.
Виды токарных работ
Отличие токарной обработки от фрезерной заключается в том, что на токарном станке вращается деталь, а резец и прочий вспомогательный инструмент закрепляется неподвижно в резцедержателе или задней бабке. Таким способом получаются детали вращения, которые имеют цилиндрическую и коническую форму. Типовыми деталями в токарном деле принято считать: корпус, гайка, стакан, болт, шпилька, фланец, шайба, вал, втулка, зубчатые колеса и другие.
Современные режущие инструменты позволяют добиться получения сложных элементов практически любой конфигурации. К основным токарным действиям относят:
- обработка наружных поверхностей;
- подрезка торцов и уступов;
- вытачивание канавок и отрезание заготовки;
- обработка внутренних поверхностей и выточка внутренних канавок;
- сверление, зенкерование, развертывание, притирка;
- нарезание наружных и внутренних резьб резцом или метчиком;
- обработка поверхностей сложной формы;
- накатывание рифления.
В металлообработке есть понятие квалитет и чистота обработки. Для сложных и ответственных узлов зачастую необходимо выпускать детали, соответствующие 8-12 квалитету точности, а шероховатость обрабатываемых поверхностей должна быть не менее 5-6 класса. Такое качество изготовления достигается применением современного твердосплавного инструмента и обработкой на точных токарных станках. Квалификация токаря или оператора станка ЧПУ должна быть не ниже 5 разряда.
Токарные работы также состоят из обязательного инструментального контроля обрабатываемой детали. Он проходит в два этапа: первый – это контроль линейных размеров самим рабочим во время выполняемых операций, второй происходит на окончательной проверке в ОТК. Контроль за соответствием заданным параметрам производится следующими измерительными инструментами:
- штангенциркули и штангенглубиномеры;
- микрометры гладкие и резьбовые;
- концевые меры длины (пробки, скобы, плитки);
- кольца и шаблоны для проверки резьбы;
- индикаторы и специальные приборы;
- измерительные машины.
Точное следование технологии изготовления детали позволяет получать детали малых и крупных партий, а также единичные изделия с высокой точностью и минимальным уровнем брака.
Особенности процесса
Отличительной особенностью токарной обработки металла является вращение обрабатываемой заготовки и неподвижное закрепление резца. Это позволяет изготавливать валы и другие детали с большим количеством цилиндрических и конических поверхностей.
Точение относится к высокопроизводительным механическим обработкам, дающим высокую точность размеров и хорошее взаимодействие сопрягаемых деталей.
Режимы обработки
Металл, обрабатываемый точением, имеет различные качества: твердость, вязкость, пластичность. Все они требуют разного угла заточки резца и скорости резания. Перед выдачей чертежей в работу технологи делают расчеты режимов резания при токарной обработке. На их основе производится нормирование по затратам времени на выполнение каждой операции. К режимам резания относятся:
- скорость вращения шпинделя;
- глубина резания;
- подача.
Качество и скорость обработки — противоположные показатели при точении. Они зависят от глубины реза и подачи инструмента. Чем больше стружки снимается за один проход, тем больше погрешность в размерах и шероховатость поверхности.
Первоначально делается черновое точение — снимается большой слой металла проходным резцом с кромкой, образующей острый угол к оси вращения заготовки. Затем ставится инструмент с большой площадью контакта по обрабатываемой поверхности и делается чистовая обработка — снимается тонкий слой металла боковой гранью резца и одновременно происходит сглаживание гребешков кромкой, расположенной вдоль оси заготовки.
Чем мягче металл, тем меньше угол заточки — острее резец. Чугун и высоколегированные стали обрабатываются квадратными пластинами. Для алюминия и бронзы делают заточку в 30⁰.
Ежедневное обслуживание токарных станков
Качественные запчасти для станков и своевременный уход за частями токарно-винторезного оборудования обеспечивает долгую службу станка и качество изготавливаемых деталей. Самое важное при обслуживании станка – не допустить повреждение его функциональных частей, поэтому ежедневно по окончании работы необходимо проводить несложные манипуляции по уходу и подготовке оборудования к следующим операциям. Они включают в себя:
- очищение поверхности от разнообразного технического мусора (стружки, пыли и т. д.);
- растворение керосином загрязнений и маслянистых разводов, вытирание насухо элементов;
- смазывание маслом всех деталей без лакокрасочного покрытия;
- заполнение масленок пластичной смазкой.