Типы и размеры
(ISO 521:2011, Machine chucking reamers with cylindrical shanks and Morse taper shanks, MOO)
(ISO 2402:1972, Shell reamers with taper bore (taper bore 1:30 (included)) with slot drive and arbors for shell reamers, MOD)
Издание официальное
Москва
Стандартииформ
2017
ГОСТ 1672—2016
Предисловие
Цели, основные принципы и основной порядок проведения работ ло межгосударственной стан* дартизации установлены в ГОСТ 1.0—2015 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2015 «Межгосударственная система стандартизации. Стандарты мвжгосудар* сгвениые. правила и рекомендации по межгосударственной стандартизации. Правила разработки, при* нятия. обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом «ВНИИИНСТРУМЕНТ» (ОАО «ВНИИ-ИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 «Инструмент»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (про* токол от 22 ноября 2016 г. № 93*П)
За принятие проголосовали:
| Кратко» наименование страны no МК {ИСО 3166) 004 97 | Код страны по МК (ИСО 3164) 004 97 | Сокращенное наименование национального органа по стандартизации |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Грузия | GE | Грузе гандарт |
| Киргизия | KG | Кыргыэсгандарт |
| Россия | RU | Россгандарт |
| Таджикистан | TJ | Таджиксгандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 марта 2022 г. Ne 159*ст межгосударственный стандарт ГОСТ 1672—2016 (ISO 521:2011. ISO 2402:1972) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2022 г.
5 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ISO 521:2011 «Развертки машинные с цилиндрическим хвостовиком и коническим хвостовиком с конусом Морзе» («Machine chucking reamers with cylindrical shanks and Morse taper shanks», MOD):
ISO 2402:1972 «Развертки насадные с коническим отверстием конусностью 1:30 и поводковым срезом и оправки для насадных разверток» («Shell reamers with taper bore (taper bore 1:30 (included)) with slot drive and arbors for shell reamers», MOD).
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий или полужирным курсивом, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДА.
Международные стандарты разработаны Техническим комитетом ло стандартизации ISO/TC 29 «Инструмент», подкомитетом SC 2 «Высокоскоростные режущие стальные инструменты и приспособления к ним» Международной организации ло стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6) и для увязки с наименованиями, принятыми в существующем комплексе межгосударственных стандартов.
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам. использованным в качестве ссылочных в примененных международных стандартах, приведены в дополнительном приложении ДБ.
II
ГОСТ 1672—2016
Сопоставление структуры настоящего стандарта со структурой примененных в нем международных стандартов приведено в дополнительном приложении ДВ
6 ВЗАМЕН ГОСТ 1672—80 (ИСО 521—75. ИСО 2402—72)
Информация об изменениях х настоящему стандарту публикуется в ежегодном (по состоя■ нию на 1 янеаря текущего года) информационном указателе «Национальные стандарты», а текст изменений и поправок — е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также е информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
© Стандартинформ, 2017
8 Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен. тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ 1672—2016
Содержание
1 Область применения……………………………………………………………………………………………………………………1
2 Нормативные ссылки……………………………………………………………………………………………………………………1
3 Типы разверток……………………………………………………………………………………………………………………………1
4 Размеры………………………………………………………………………………………………………………………………………1
Приложение ДА (справочное) Информация о причинах включения в стандарт
дополнительных положений по сравнению с примененными
международными стандартами………………………………………………………………………………6
Приложение ДБ (справочное) Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве
ссылочных в примененных международных стандартах………………………………………….7
Приложение ДВ (справочное) Сопоставление структуры настоящего стандарта со структурой
примененных в нем международных стандартов…………………………………………………….8
IV
ГОСТ 1672—2016 (ISO 521:2011, ISO 2402:1972)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАЗВЕРТКИ МАШИННЫЕ ЦЕЛЬНЫЕ Типы и размеры
Solid machine reamers. Types and dimensions
Дата введения — 201ft—01—01
1 Область применения
Настоящий стандарт распространяется на машинные цельные развертки: чистовые — для обработки отверстий с полями допусков К7. Н7. Н8, Н9: с припуском под доводку — номеров 1,2. 3.4.5. 6.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 1522—81 Развертки цилиндрические. Технические условия
ГОСТ 9472—90 (ИСО 240—75) Крепление инструментов на оправках. Типы и размеры
ГОСТ 11173—76 Развертки с припуском под доводку. Допуски
ГОСТ 13779—77 Развертки цилиндрические. Допуски на диаметр
ГОСТ 14034—74 Отверстия центровые. Размеры
ГОСТ 25557—2016 (ИСО 296:1991) Конусы инструментальные. Основные размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю гНациональные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение. в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Типы разверток
Развертки следует изготовлять типов:
1 — с цилиндрическим хвостовиком:
2 — с коническим хвостовиком Морзе:
3 — насадные.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.

Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.

Назначение и принцип действия

Это процесс механической обработки и очистки отверстий. На первый взгляд, он схож со сверлением и зенкерованием. Но применяется на более позднем этапе, а также имеет совершенно иное назначение. После формирования паза в нем практически всегда присутствуют серьезные отклонения по уровню допуска и квалитету от исходных параметров, указанных в чертеже. Это особенность инструмента и человеческого фактора. Идеальной точности добиться просто невозможно. Но финишная обработка максимально приближает изделие к заданной по схеме планке. И вот тут становится понятно, что такое развертка, для чего используется процесс. Это возможность достичь необходимого уровня квалитета. Выровнять геометрию, избавиться от заусенцев и неровностей на металле. Соответственно, процедура особенно актуально, если к обрабатываемому изделию вставляется в требованиях высокий класс точности. Да, достичь восьмого или седьмого класса вполне можно и обычным сверлением. Зенкерование позволит приблизиться к пятому, а в некоторых случаях даже четвертому классу. Но выше – это уже удел финишной обработки.
Сам инструмент отличается большим количеством зубьев. Благодаря высоким оборотам круговых движений, а также продольной подачи, стержень выскабливает любые неровности, а также снимает стенки отверстия в самом маленьком значении. За заход стачивается буквально десятые доли миллиметр, позволяя приблизиться к идеальным параметрам, обозначенным на чертеже.
Поэтому слесарная механическая развертка – это единственный способ достичь неплохих показателей точности даже вне производственных цехов.
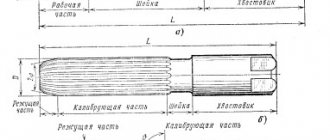
Основные элементы конструкции
И цельнометаллическая, и регулируемая развертки включают в себя три базовых конструктивных компонента: рабочую часть, шейку и хвостовик. Первая предназначена для формирования отверстия с заданной геометрией и профилем и геометрией, а с помощью хвостовика передается усилие вращения, которое может быть ручным или машинным (см. рис. ниже).
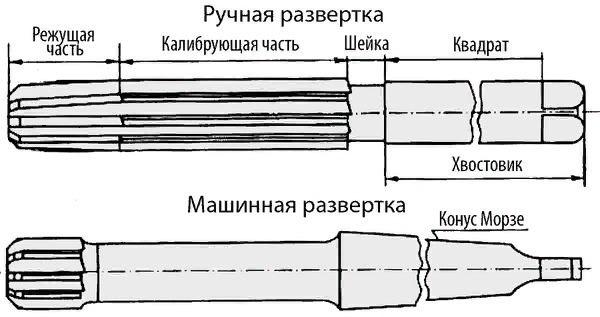
На рабочей части находятся режущие лезвия, которые могут быть прямыми или спиральными. Между собой они разделены канавками. Их количество всегда четное и может варьироваться от 6 до 16. Рабочая часть включает в себя следующие элементы: заборную (режущую) часть с конусным уклоном и калибрующую с обратным конусом. Сразу за ней находится шейка, которая необходима для выхода шлифовального инструмента после окончания затачивания развертки (у регулируемых ее нет). Хвостовик у ручного варианта оканчивается квадратной головкой для насадки воротка, а у машинного выполнен в форме конуса или цилиндра. Рабочая часть у машинных разверток в несколько раз короче, чем у ручных, поэтому при резании к ним необходимо прилагать гораздо большее регулируемое усилие.
В процессе развертывания лезвия и пластины тупятся и теряют как режущие свойства, так и заданный размер. Поэтому при массовом производстве обычно используют сборные регулируемые изделия. В этом случае их острота восстанавливается заменой вставных твердосплавных пластин, а размер настраивается с помощью регулируемого по диаметру корпуса или путем выдвижения с пластин посредством резьбового механизма. На фото ниже — настройка регулируемой развертки.

Это интересно: Штабик из вольфрама — производство и применение
Развертка коническая – особенности инструмента
Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.

Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени.