Основное назначение инструментального конуса 7:24 – станки с ЧПУ оснащённые узлом для автоматической смены инструмента. Данный тип конуса лишён недостатков присущих конусу Морзе, который фиксируется самозаклиниванием, что представляет сложность для автоматической установки в шпиндель станка. Кроме того конус 7:24 обладает большей площадью осевого упора влияющего на точность установки, возможностью замены штревелей предназначенных для затягивания и фиксации в шпинделе специальным механизмом. Размерность конусной части обозначается цифрой от 10-ти до 80-ти после наименования стандарта, которых существует несколько.
- ISO. Международный стандарт ISO 7388, созданный на основе немецкого DIN. Пример обозначения: ISO30.
- DV, SK. Немецкие стандарты DIN 2080, аналог отечественного ГОСТа 25827-93 исполнения 1, и DIN 69871 аналогичный ГОСТу 25827-93 исполнения 2. Примеры обозначения: SK50, DV40.
- BT. Японский стандарт MAS 43 BT. По причине распространения станков и оборудования изготовленного в Азии, отечественные производители оснастки и приспособлений также производят оснастку и приспособления типоразмеров по данному стандарту.
Национальные стандарты других стран, например американские ANSI B5.18 с обозначением конуса как NMTB и NST, ANSI B5.50 обозначающийся литерами CAT, CV, или французский NFE 62540 не получили у нас широкого распространения.
Отечественное станкостроение выпускает станки и оборудование с инструментальным конусом немецкого стандарта DIN (SK – Steil Kegel, «крутой конус») аналогичного ГОСТу 25827-93, в котором также отображен типоразмер «25827-93 исполнения 3» совместимый со станками изготовленными до 1994 года, в которых зажим осуществляется не цангой захватывающей штревель за головную часть, а вращающимся валом с резьбой выполняющим как зажим с остановкой после достижения необходимого усилия, так и разжим инструмента.
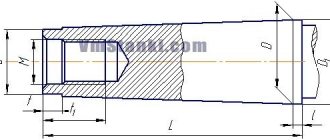
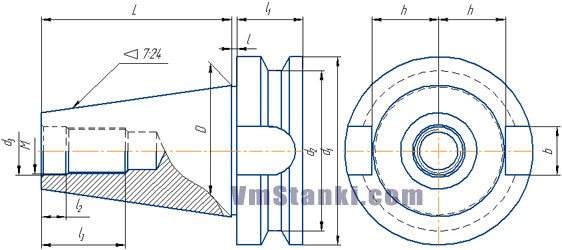
Типоразмеры конусов стандартов DIN 2080 и ГОСТ 25827-93 исполнения 1
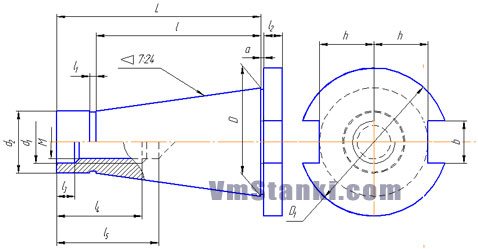
Виду отсутствия пояска с канавкой предназначенного для захвата манипулятором инструментального магазина и отсутствия возможности установки штревеля для автоматического зажима, возможно применение на станках с ручной сменой инструмента и фиксированием длинным шомполом (штревелем) через внутреннее отверстие шпинделя.
| N конуса | D | D1 | d1, H7 | d2, a10 | L h12 | l | l1 | a ±0,2 | l2, min | l3, min | l4, min | l5, min | M | h max | b H12 |
| 30 | 31,75 | 50,0 | 13,0 | 17,4 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | М12 | 16,2 | 16,1 |
| 40 | 44,45 | 63,0 | 17,0 | 25,3 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | М16 | 22,5 | 16,1 |
| 45 | 57,15 | 80,0 | 21,0 | 32,4 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | М20 | 29,0 | 19,3 |
| 50 | 69,85 | 97,5 | 25,0 | 39,6 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | М24 | 35,3 | 25,7 |
Нормальные углы и конусы инструментов
НОРМАЛЬНЫЕ УГЛЫ ( ГОСТ 8908-81 )
Таблица не распространяется на угловые размеры конусов. При выборе углов 1-й ряд следует предпочитать 2-му, а 2-й — 3-му.
НОРМАЛЬНЫЕ КОНУСНОСТИ и УГЛЫ КОНУСОВ ( ГОСТ 8593-81 )
Стандарт распространяется на конусности и углы конусов гладких конических элементов деталей.
Примечание. Значения конусности или угла конуса, указанные в графе «Обозначение конуса», приняты за исходные при расчете других значений, приведенных в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ ( ГОСТ 9953-82 )
Стандарт распространяется на укороченные инструментальные конусы Морзе.
*z — наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D от теоретическогот положения. ** размеры для справок.
| Обозначение конуса | Конус Морзе | D | D1 | d | d1 | l1 | l2 | a, не более | b | c | ||||
| B7 | 0 | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 | ||||
| B10 B12 | 1 | 10,094 12,065 | 10,3 12,2 | 9,4 11,1 | 9,8 11,5 | 14,5 18,5 | 18,0 22,0 | 3,5 3,5 | 3,5 3,5 | 1,0 1,0 | ||||
| B16 B18 | 2 | 15,733 17,780 | 16,8 18,0 | 14,5 16,2 | 15,0 16,8 | 24,0 32,0 | 29,0 37,0 | 5,0 5,0 | 4,0 4,0 | 1,5 1,5 | ||||
| B22 B24 | 3 | 21,793 23,825 | 22,0 24,1 | 19,8 21,3 | 20,5 22,0 | 40,5 50,5 | 45,5 55,5 | 5,0 5,0 | 4,5 4,5 | 2,0 2,0 | ||||
| B32 | 4 | 31,267 | 31,6 | 28,6 | — | 51,0 | 57,5 | 6,5 | — | 2,0 | ||||
| B45 | 5 | 44,399 | 44,7 | 41,0 | — | 64,5 | 71,0 | 6,5 | — | 2,0 | ||||
| Размеры D1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров а и l1 | ||||||||||||||
КОНУСНОСТЬ НАРУЖНЫХ И ВНУТРЕННИХ КОНУСОВ И КОНУСОВ С РЕЗЬБОВЫМ ОТВЕРСТИЕМ
| Обозначение величины конуса | Конусность | Угол конуса 2α |
| B7 B10, B12 B16, B18 B22, B24 B32 B45 | 1 : 19,212 = 0,05205 1 : 20,047 = 0,49880 1 : 20,020 = 0,04995 1 : 19,922 = 0,05020 1 : 19,954 = 0,05194 1 : 19,002 = 0,05263 | 2°58′54″ 2°51′26″ 2°51′41″ 2°52′32″ 2°58′31″ 3°00′53″ |
| угол конуса 2α подсчитан по величине конусности с округлением до 1″. | ||
РЕКОМЕНДУЕМЫЕ РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСАКОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ НАРУЖНЫЕ ( ГОСТ 25557-2006 )
| Тип конуса | Метрический | Морзе | Метрический | |||||||||||
| Обозн. | 4 | 6 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 80 | 100 | 120 | 160 | 200 |
| D | 4,0 | 6,0 | 9,045 | 9,065 | 17,78 | 23,825 | 31,267 | 44,399 | 63,348 | 80 | 100 | 120 | 160 | 200 |
| D1 | 4,1 | 6,2 | 9,2 | 12,2 | 18,0 | 24,1 | 31,6 | 44,7 | 63,8 | 80,4 | 100,5 | 120,6 | 160,8 | 201,0 |
| d* | 2,9 | 4,4 | 6,4 | 9,4 | 14,6 | 19,8 | 25,9 | 37,6 | 53,9 | 70,2 | 88,4 | 106,6 | 143 | 179,4 |
| d1 | — | — | — | М6 | М10 | М12 | М16 | М20 | М24 | М30 | М36 | М36 | М48 | М48 |
| d4 max | 2,5 | 4,0 | 6,0 | 9,0 | 14,0 | 19,0 | 25,0 | 35,7 | 51,0 | 67,0 | 85,0 | 102,0 | 138,0 | 174,0 |
| l min | — | — | — | 16,0 | 24,0 | 24,0 | 32,0 | 40,0 | 47,0 | 59,0 | 70,0 | 70,0 | 92,0 | 92,0 |
| l1 | 23,0 | 32,0 | 50,0 | 53,5 | 64,0 | 81,0 | 102,5 | 129,5 | 182,0 | 196,0 | 232,0 | 268,0 | 340,0 | 412,0 |
| l2 | 25,0 | 35,0 | 53,0 | 57,0 | 69,0 | 86,0 | 109,0 | 136,0 | 190,0 | 204,0 | 242,0 | 280,0 | 356,0 | 432,0 |
| l11 | — | — | — | 4,0 | 5,0 | 5,5 | 8,2 | 10,0 | 11,5 | — | — | — | — | — |
| * — размер для справок. — угол конусов Морзе №0-№5 соответствует углу укороченных конусов Морзе; №6 — 1:19,180 = 0,05214 — угол метрических конусов — 1:20 = 0,05. | ||||||||||||||
Профиль резьбового отверстия соответствует отверстию центровому форма Р
по
ГОСТ ГОСТ 14034-74
.
В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице. Стандарт также определяет размеры пазов канавок и отвестий, необходимых для конструирования конусов, в случае подачи смазочно-охлаждающей жидкости (СОЖ) через инструмент.
В зависимости от конструкции инструментальный хвостовик может иметь соответствующее обозначение:
BI
— внутренний конус с пазом;
BE
— наружный конус с лапкой;
AI
— внутренний конус с отверстием по оси;
АЕ
— наружный конус с резьбовым отверстием по оси;
BIK
— внутренний конус с пазом и отверстием для подачи СОЖ;
ВЕК
— наружный конус с лапкой и отверстием для подачи СОЖ;
AIK
— внутренний конус с отверстием по оси и отверстием для подачи СОЖ;
АЕК
— наружный конус с резьбовым отверстием по оси и отверстием для подачи СОЖ.
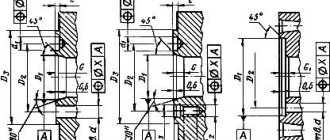
КОНУСЫ ИНСТРУМЕНТАЛЬНЫЕ МОРЗЕ И МЕТРИЧЕСКИЕ ВНУТРЕННИЕ ( ГОСТ 25557-2006 )КОНУСЫ ВНУТРЕННИЕ И НАРУЖНЫЕ КОНУСНОСТЬЮ 7 : 24 ( ГОСТ 15945-82 )
Допуски конусов внутренних и наружных конусностью 7:24
по ГОСТ 19860-93.
КОНУСЫ ИНСТРУМЕНТОВ Предельные отклонения угла конуса и допуски формы конусов ( ГОСТ 2848-75 )
Степень точности инструментальных конусов обозначается допуском угла конуса заданной степени точности по ГОСТ 8908-81 и определяется предельными отклонениями угла конуса и допусками формы поверхности конуса, числовые значения которых указаны ниже.
Примечания: 1. Отклонения угла конуса от номинального размера располагав в «плюс» — для наружных конусов, в «минус» — для внутренних. 2. ГОСТ 2848-75 для наружных конусов предусматривает также степени точности АТ4 и АТ5. Допуски по ГОСТ 2848-75 распространяются на конусы инструментов по ГОСТ 25557-2006 и ГОСТ 9953-82.
Пример обозначения конуса Морзе 3, степени точности АТ8:
Морзе 3 АТ8 ГОСТ 25557-2006
То же метрического конуса 160, степени точности АТ7:
Метр. 160 АТ7 ГОСТ 25557-2006
То же укороченного конуса В18, степени точности АТ6:
Морзе В18 АТ6 ГОСТ 9953-82
Похожие документы:
ГОСТ 2848-75 — Конусы инструментов. Допуски. Методы и средства контроля ГОСТ 7343-72 — Конусы инструментов с конусностью 1:10 и 1:7. Размеры ГОСТ 10079-71 — Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размеры ГОСТ 22774-77 — Конусы и трубки шлифовальные. Типы и размеры ГОСТ 25548-82 — Основные нормы взаимозаменяемости. Конусы и конические соединения. Термины и определения
Типоразмеры конусов стандартов DIN 69871 и ГОСТ 25827-93 исполнения 2
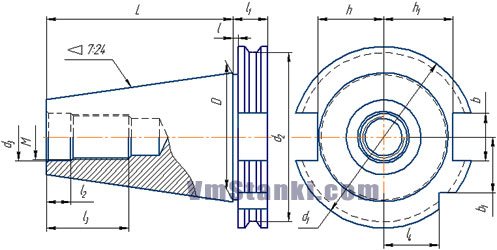
Предназначены для применения на станках с автоматической сменой инструмента. Основные размеры конических хвостовиков в зависимости от номера указаны в таблице.
| N конуса | D | d1 | d2, max | d3, H7 | L -0,3 | l ±0,1 | l1, -0,1 | l2, min | l3, min | M | l4, -0,3 | h -0,4 | h1, -0,4 | b H12 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 44,3 | 13,0 | 47,8 | 3,2 | 19,1 | 5,5 | 24,0 | М12 | 15,0 | 16,4 | 19,0 | 16,1 | 15,0 |
| 40 | 44,45 | 63,55 | 56,25 | 17,0 | 68,4 | 3,2 | 19,1 | 8,2 | 32,0 | М16 | 18,5 | 22,8 | 25,0 | 16,1 | 18,5 |
| 45 | 57,15 | 82,55 | 75,25 | 21,0 | 82,7 | 3,2 | 19,1 | 10,0 | 40,0 | М20 | 25,0 | 29,1 | 31,3 | 19,3 | 24,0 |
| 50 | 69,85 | 97,5 | 91,25 | 25,0 | 101,75 | 3,2 | 19,1 | 11,5 | 47,0 | М24 | 30,0 | 35,5 | 37,7 | 25,7 | 30,0 |
Наилучшие разновидности конусов на сегодняшний день
В наши дни особой популярностью, благодаря своему качеству, пользуются инструментальные конусы Морзе компаний HSK, Capto и Kennametal. Хорошая устойчивость к изменениям температуры и соответствие жестким требованиям в станкостроении позволило конусам Морзе этих брендов стать лидерами рынка.
HSK – это полые инструменты с конусностью 1:10. Обозначаются буквой латинского алфавита и цифрой, обозначающей больший диаметр фланца. Главной особенностью таких изделий является быстрая замена инструмента, что очень важно в станках с ЧПУ.
Инструментальные конусы Capto соответствуют международному стандарту ISO и являются высококлассной продукцией. Продукция дорогостоящая из-за сложности изготовления, но высокая точность позволит минимизировать брак на производстве при использовании на станках этих инструментов. Особенность конструкции не позволяет им провернуться во время работы станка, происходит самозаклинивание. Жесткость соединения продукции компании Capto – это основное их преимущество перед другими конкурентами
Продукция Kennametal менее распространена, но так же отлично справляется со своим предназначением.
Продукция компаний B&S, Jacobs и Jarno распространены в основном в США, так как не имеют подтверждения международных стандартов и создаются соответственно для американского рынка, где пользуются большим спросом.
Компания Bridgerport Machines разработала модель R8 для цанговых зажимов на своем оборудовании. Но затем изобретение было доработано и выпущено на международный рынок. Эффективность этого средства вызвала в свое время фурор и стали появляться всевозможные аналоги. На сегодняшний день компания выпускает только один вид исполнения такого механизма.
Инструментальный конус 7:24 широко применяем в станках с ЧПУ, где смена инструмента происходит автоматически. Являясь инструментальным, он обладает рядом преимуществ перед обычным и поэтому так популярен в станкостроении. Существует множество его разновидностей. Во многих странах разработаны собственные стандарты к нему и поэтому между собой модели 7:24 от разных производителей не заменяют друг друга.
Конус 1:50 также широко применим в машиностроительной отрасли, если требуется дополнительно скрепить два изделия с резьбовым соединением. Для этого у модели 1:50 есть специальный штифты, которые необходимо вставить в обрабатываемые изделия, предварительно просверлив в тех отверстия в соответствующих местах.
Типоразмеры конусов определяемых ГОСТом 25827-93 исполнения 3
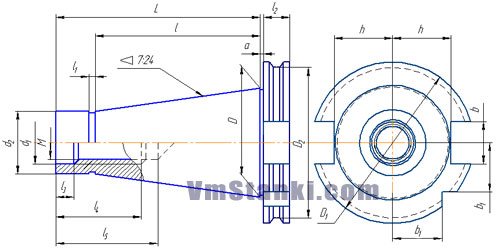
Не имеющий зарубежных аналогов типоразмер, предназначенный для станков произведённых до 01.01.1994 года, в том числе оснащённых автоматическим зажимом и инструментальным магазином с манипулятором.
| N конуса | D | D1, ±0,15 | D2, -0,5 | d1, H7 | d2, a10 | M | L H12 | l | l1 | a ±0,1 | l2, ±0,1 | l3, +0,5 | l4, min | l5, min | h -0,3 | b H12 | b1, -0,3 |
| 30 | 31,75 | 50,0 | 46 | 13,0 | 17,4 | М12 | 68,4 | 48,4 | 3,0 | 1,6 | 8,0 | 5,5 | 24,0 | 34,0 | 16,2 | 16,1 | 15,5 |
| 40 | 44,45 | 63,0 | 58,0 | 17,0 | 25,3 | М16 | 93,4 | 65,4 | 5,0 | 1,6 | 10,0 | 8,2 | 32,0 | 43,0 | 22,5 | 16,1 | 18,5 |
| 45 | 57,15 | 80,0 | 74,0 | 21,0 | 32,4 | М20 | 106,8 | 82,8 | 6,0 | 3,2 | 12,0 | 10,0 | 40,0 | 53,0 | 29,0 | 19,3 | 24,0 |
| 50 | 69,85 | 100,0 | 94,0 | 25,0 | 39,6 | М24 | 126,8 | 101,8 | 8,0 | 3,2 | 12,0 | 11,5 | 47,0 | 62,0 | 35,3 | 25,7 | 30,0 |
Укороченные конусы Морзе
В некоторых ситуациях размеры конуса Морзе через чур большие и в таком случае следует пользоваться укороченными вариантами.
Представленные ниже названия означают, что конус был укорочен:
- B7 — до 14 мм;
- B10 — до 18 мм;
- B12 — до 22 мм;
- B16 — до 24 мм;
- B18 — до 32 мм;
- B22 — до 45 мм;
- B24 — до 55 мм;
- B32 — до 57 мм;
- B45 — до 71 мм;
Цифра в названии информирует о размере диаметра новой части конуса. Подробные данные можно взять из соответствующего ГОСТа.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Издание официальное
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации,
3. Стандарт соответствует международному стандарту ИСО 297-88 в части размеров хвостовиков инструментов с конусом 7:24 и полностью соответствует ИСО 7388-1-83
Типоразмеры конусов стандарта MAS 403 BT
Не имеющие отечественных аналогов конусные хвостовики японского стандарта JIS B6339. Применяются преимущественно на станках и оборудовании произведённом в азиатском регионе.
| N конуса | D | d1, h8 | d2 | d3, H8 | M | L ±0,2 | l max | l1 | l2, +0,5 | l3, min | h, -0,2 | b, H12 |
| 30 | 31,75 | 46,0 | 38,0 | 13,0 | М12 | 48,4 | 2,0 | 20,0 | 7,0 | 24,0 | 16,3 | 16,1 |
| 40 | 44,45 | 63,0 | 53,0 | 17,0 | М16 | 65,4 | 2,0 | 25,0 | 9,0 | 30,0 | 22,6 | 16,1 |
| 45 | 57,15 | 85,0 | 73,0 | 21,0 | М20 | 82,8 | 3,0 | 30,0 | 11,0 | 38,0 | 29,1 | 19,3 |
| 50 | 69,85 | 100,0 | 85,0 | 25,0 | М24 | 101,8 | 3,0 | 35,0 | 13,0 | 45,0 | 35,4 | 25,7 |