МЕЖГОСУДАРСТВЕННЫЙСОВЕТПОСТАНДАРТИЗАЦИИ, МЕТРОЛОГИИИСЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC)
| МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ | ГОСТ 12595-2003 (ИСО 702-1:2001) |
СТАНКИМЕТАЛЛОРЕЖУЩИЕ
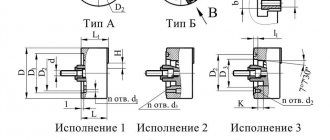
КОНЦЫ ШПИНДЕЛЕЙФЛАНЦЕВЫЕ ТИПАА ИФЛАНЦЫЗАЖИМНЫХУСТРОЙСТВ
ОСНОВНЫЕИПРИСОЕДИНИТЕЛЬНЫЕРАЗМЕРЫ
ISO 702-1:2001
Machine tools — Connecting dimensions of spindle noses and work holding chucks — Part 1: Conical connection
MOD
Москва
ИПК Издательствостандартов
2005
Предисловие
Цели, основныепринципыиосновнойпорядокпроведенияработпомежгосударственнойстандартизацииустановленыГОСТ 1.0-92«Межгосударственнаясистемастандартизации. Основныеположения»иГОСТ 1.2-97«Межгосударственнаясистемастандартизации. Стандартымежгосударственные, правилаирекомендациипомежгосударственнойстандартизации. Порядокразработки, принятия, применения, обновленияиотмены».
Сведенияостандарте
1 РАЗРАБОТАНОткрытымакционернымобществом«Экспериментальныйнаучно-исследовательскийинститутметаллорежущихстанков» (ОАО«ЭНИМС»)
2 ВНЕСЕНГосстандартомРоссии
3 ПРИНЯТМежгосударственнымсоветомпостандартизации, метрологииисертификации (протокол№ 24 от 5 декабря 2003 г.)
Запринятиепроголосовали:
| Краткое наименованиестраны поМК (ИСО 3166) 004-97 | Код страны поМК (ИСО 3166) 004-97 | Сокращенное наименованиенациональногооргана постандартизации |
| Азербайджан | AZ | Азстандарт |
| Армения | AM | Армстандарт |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Кыргызстан | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Российская Федерация | RU | Федеральное агентство по техническому регулированию иметрологии |
| Таджикистан | TJ | Таджикстандарт |
| Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | UZ | Узстандарт |
| Украина | UA | Госпотребстандарт Украины |
4 Настоящийстандартявляетсямодифицированнымпоотношениюкмеждународномустандарту ИСО 702-1:2001 «Станкиметаллорежущие. Присоединительныеразмерыконцовшпинделейифланцев длякреплениязаготовки. Часть 1. Коническиесоединения» (ISO 702-1:2001 «Machine tools-Connecting dimensions of spindle noses and work holding chucks-Part 1: Conical connection»). НаименованиенастоящегостандартаизмененоотносительнонаименованияуказанногомеждународногостандартадляприведениявсоответствиесГОСТ 1.5 (подраздел 3.6). Приэтомдополнительныеположения, учитывающиепотребностинациональнойэкономикиуказанныхвышегосударствиособенностимежгосударственнойстандартизации, приведенывразделе иприложении, выделеныкурсивом
5 ПриказомФедеральногоагентствапотехническомурегулированиюиметрологииот 1 декабря 2004 г. № 96-стмежгосударственныйстандарт ГОСТ 12595-2003 (ИСО 702-1:2001) введенвдействие непосредственновкачественациональногостандартаРоссийскойФедерациис 1 июля 2005 г.
6 ВЗАМЕНГОСТ 12595-85
ГОСТ 12595-2003 (ИСО 702-1:2001)
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
Станкиметаллорежущие
КОНЦЫШПИНДЕЛЕЙФЛАНЦЕВЫЕТИПАА иФЛАНЦЫЗАЖИМНЫХУСТРОЙСТВ
Основныеиприсоединительныеразмеры
Metal-cutting machine tools. Flanged spindle noses of A type and flanges of fixtures. Basic and coupling dimensions
Датавведения- 2005-07-01
Рисунок 5
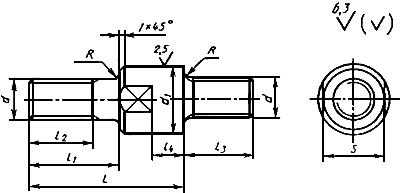
Рисунок 5
Таблицa 6
| Размеры, мм | Значения размеров пальцев для концов шпинделей условного размера | |||||||||
| 3 | 4 | 5 | 6 | 8 | 11 | 15 | 20 | |||
| M10 | М12 | М16 | М20 | М24 | ||||||
| [16,5] 19,5 | 19,5 | 21,5 | 27,0 | 34,0 | 41,0 | |||||
| 34 | 39 | 43 | 50 | 60 | 75 | 90 | 100 | |||
| 20 | 22 | 24 | 28 | 35 | 44 | 52 | 56 | |||
| 18 | 20 | 25 | 30 | 36 | ||||||
| 12 | 15 | 20 | 25 | 30 | ||||||
| 5 | 8 | 10 | 12 | 15 | 20 | 26 | ||||
| Номин. | [14] 17 | 17 | 19 | 24 | 30 | 36 | ||||
| Пред. откл. | -0,24 -0,43 | -0,28 -0,52 | ||||||||
| 0,6 | 1,0 | 1,6 | ||||||||
| Примечание — Размеры, заключенные в квадратные скобки, применять не рекомендуется. | ||||||||||
Пример условного обозначения пальца диаметром M10 мм для конца шпинделя условного размера 5:
Палец M10 — 5 ГОСТ 12593-93
3.9 Размеры гаек должны соответствовать указанным на рисунке 6 и в таблице 7.
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).
Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием.
ПРИЛОЖЕНИЕ Б (справочное)
Порядок пересчета допусков в зависимости от длины измерения (перемещения)
Если длина измерения (перемещения) отличается от указанной в стандарте, то пересчет допусков на новую длину осуществляется по общей методике пересчета допусков, изложенной в ГОСТ 25346 (приложение 1, таблица 5, формула для единицы допуска)
,
где , — стандартный и новый допуски;
, — стандартная и новая длины, мм.
Пример 1. В проверке радиального биения задан допуск =15 мкм на длине =300 мм. Требуется определить допуск на длине =500 мм.
Согласно приведенной выше формуле
мкм.
Результат округляют до предпочтительного числа по ряду 10 ГОСТ 6636 с учетом того, что для измерения удобен результат, оканчивающийся на ноль или пять (30, а не 32, 60, а не 63 и т.д.).
Для того, чтобы избежать вычислений, можно пользоваться ГОСТ 24643, учитывая, что переход от одной размерной градации к смежной происходит по ряду 10 со знаменателем 1,25.
Пример 2. Условия те же, что в примере 1. Размер 300 мм входит в градацию 250 — 400 мм (ГОСТ 24643, таблица 5), размер 500 мм — в градацию 400 — 630 мм, следовательно
мкм.
ПРИЛОЖЕНИЕ В (рекомендуемое)
Особенности определения прямолинейности направляющих (4.5)
1 Выпуклая направляющая
Направляющая считается выпуклой, если все ее точки расположены над прямой линией, соединяющей концы направляющей.
2 Местное отклонение от прямолинейности
Отклонение от прямолинейности между двумя точками направляющей, отстоящими друг от друга на заданной базовой длине, меньшей чем длина направляющей, определяемое как разность вертикальных координат (ординат) этих точек, называется местным отклонением от прямолинейности.
Местное отклонение между точками и на заданной длине равно (рисунок B.1).
Рисунок B.1
3 Вариант направляющих в виде нормальной выпуклой кривой
Допуски на местные отклонения задаются для исключения значительных погрешностей на малой длине.
Для обычных направляющих, выполняемых в виде выпуклой кривой, которая приблизительно симметрична относительно середины, местные допуски являются слишком жесткими для концов направляющих. В этом случае на конечных участках направляющих, равных одной четверти их длины, значения местных допусков могут быть увеличены в два раза.
Рисунок 6
Рисунок 6
Таблицa 7
| Размеры, мм | Значения размеров гаек для концов шпинделей условного размера | ||||||||
| 3 | 4 | 5 | 6 | 8 | 11 | 15 | 20 | ||
| 6H | М10 | М12 | М16 | М20 | М24 | ||||
| [16,5] 19,5 | 19,5 | 21,5 | 27,0 | 34,0 | 41,0 | ||||
| 12 | 14 | 18 | 22 | 27 | |||||
| 3 | 4 | ||||||||
| Номин. | [14] 17 | 17 | 19 | 24 | 30 | 36 | |||
| Пред. откл. | -0,24 -0,43 | -0,28 -0,52 | |||||||
| Примечание — Размеры, заключенные в квадратные скобки, применять не рекомендуется. | |||||||||
Пример условного обозначения гайки диаметром М10 мм для конца шпинделя условного размера 5:
Гайка М10 — 5 ГОСТ 12593-93
3.10 Размеры винтов для крепления на конце шпинделя поворотных шайб исполнений 4-6 должны соответствовать указанным на рисунке 7 и в таблице 8.
Рисунок 4
Рисунок 4
Таблицa 4
| Размеры, мм | Значения размеров втулок для концов шпинделей условного размера | |||||||||
| 3 | 4 | 5 | 6 | 8 | 11 | 15 | 20 | |||
| 6Н | М6 | М8 | М10 | М12 | ||||||
| 11 | 13 | 17 | 22 | + | ||||||
| 16 | 19 | 25 | 32 | + | ||||||
| 8 | 9 | 12 | 15 | 18 | 22 | 26 | 30 | |||
| (пред. откл. +0,2) | 5,2 | 6,2 | 8,2 | 10,2 | 12,2 | 16,2 | 18,3 | 22,3 | ||
| Номин. | 14 | 17 | 22 | 27 | ||||||
| Пред. откл. | -0,24 -0,43 | -0,28 -0,52 | ||||||||
| Примечание — Вместо цилиндрической поверхности диаметром допускается применять шестигранную поверхность с размером под ключ . | ||||||||||
Пример условного обозначения втулки диаметром М6 мм для конца шпинделя условного размера 5:
Втулка М6 — 5 ГОСТ 12593-93
3.7 Размеры винтов с цилиндрической головкой и шестигранным углублением под ключ по ГОСТ 11738 для крепления на конце шпинделя поворотных шайб исполнений 1-3 должны соответствовать указанным в таблице 5.
Таблица 5
| Условный размер конца шпинделя | Винт по ГОСТ 11738 |
| 3 | М6 — x 16.56.05 |
| 4 | М6 — x 20.56.05 |
| 5 | М6 — x 25.56.05 |
| 6 | M8 — x 30.56.05 |
| 8 | M10 — x 35.56.05 (M10 — x 40.56.05) |
| 11 | M10 — x45.56.05 (M10 — x 50.56.05) |
| 15 | M12 — x 55.56.05 (M12 — x 60.56.05) |
| 20 | M12 — x 65.56.05 (M12 — x 70.56.05) |
| Примечание — Размеры, заключенные в круглые скобки, — для станков, спроектированных до 01.07.94. | |
3.8 Размеры пальцев должны соответствовать указанным на рисунке 5 и в таблице 6.
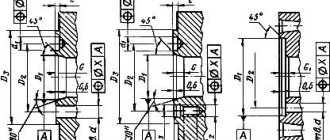
Черт.2. Основные размеры концов шпинделей исполнений 3
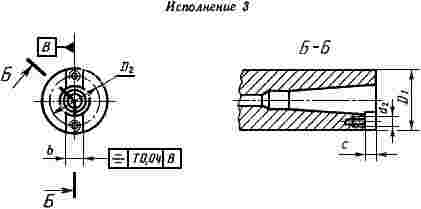
Черт.2
Таблица 2
Размеры, мм
| Обозначение конуса конца шпинделя | , не менее | , не менее | , не менее | (поле допуска Н5) | ||
| Метрический | 120 | 220 | 180 | 40 | М10 | 40 |
| 160 | 320 | |||||
1 Область применения
Настоящий стандарт распространяется на универсальные токарно-винторезные и токарные станки с горизонтальным шпинделем прецизионные (классов точности П, В и А) с 500 мм и 1500 мм и прочие (класса точности Н) с 1600 мм. Стандарт не распространяется на специальные станки, станки, предназначенные для учебных целей, индивидуальной трудовой деятельности и для использования в бытовых целях.
Требования стандарта являются обязательными.
Номенклатура средств измерений и предъявляемые к ним основные требования приведены в приложении А.
Стандарт пригоден для сертификации.
Черт.1. Основные размеры концов шпинделей исполнений 1 и 2
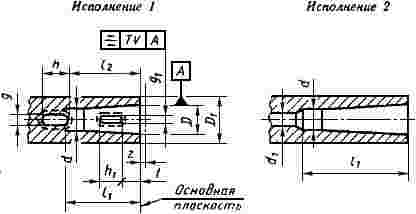
Черт.1
Таблица 1
Размеры, мм
| Обозначение конуса конца шпинделя | , не менее | ||||||
| номин. | пред. откл. | ||||||
| Морзе | 0 | 20 | — | — | — | — | 0,2 |
| 1 | 25 | ||||||
| 2 | 35 | ||||||
| 3 | 45 | 28,5 | 36,5 | 8,3 | +0,50 | ||
| 4 | 60 | 39,5 | +0,28 | ||||
| 5 | 80 | 44,5 | 13,0 | +0,56 | |||
| 6 | 100 | 38,5 | 16,3 | +0,29 | |||
| Метрический | 80 | 125 | 30,0 | 44,0 | 19,0 | +0,63 | |
| 100 | 200 | 52,0 | 26,0 | +0,30 | 0,3 | ||
| 120 | 220 | 60,0 | 32,0 | +0,70 | |||
| 160 | 320 | 40,0 | 76,0 | 38,0 | +0,31 | 0,4 | |
Примечания:
1. Размеры , , , , , , — по ГОСТ 25557.
2. Размер — по ГОСТ 2848.
3. Форма и размеры отверстия для станков с механизированным креплением инструмента не регламентируются.