ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40 ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина сварива- емых деталей, мм | Условное обозна- чение соеди- нения |
| подготовленных кромок | сварного шва | ||||
| Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | |
| 1-12 | С28 | ||||
| С отбортовкой одной кромки | 1-4 | СЗ | |||
| Без скоса кромок | С2 | ||||
| Односторонний на съемной подкладке | 1-4 | С4 | |||
| Односторонний на остающейся подкладке | С5 | ||||
| Односторонний замковый | 1-4 | С6 | |||
| Двусторонний | 2-5 | С7 | |||
| Без скоса кромок с последующей строжкой | 6-12 | С42 | |||
| Со скосом одной кромки | Односторонний | 3-60 | С8 | ||
| Односторонний на съемной подкладке | С9 | ||||
| Односторонний на остающейся подкладке | C10 | ||||
| Односторонний замковый | С11 | ||||
| Двусторонний | С12 | ||||
| С криволинейным скосом одной кромки | 15-100 | С13 | |||
| С ломаным скосом одной кромки | С14 | ||||
| С двумя симметричными скосами одной кромки | 8-100 | С15 | |||
| С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | |||
| С двумя несимметричными скосами одной кромки | 12-100 | С43 | |||
| Со скосом кромок | Односторонний | 3-60 | С17 | ||
| Односторонний на съемной подкладке | C18 | ||||
| Односторонний на остающейся подкладке | 6-100 | С19 | |||
| Односторонний замковый | 3-60 | С20 | |||
| Двусторонний | С21 | ||||
| Со скосом кромок с последующей строжкой | 8-40 | С45 | |||
| С криволинейным скосом кромок | 15-100 | С23 | |||
| С ломаным скосом кромок | С24 | ||||
| С двумя симметричными скосами кромок | 8-120 | С25 | |||
| С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | |||
| С двумя симметричными ломаными скосами кромок | 30-175 | С27 | |||
| С двумя несимметричными скосами кромок | 12-120 | С39 | |||
| С40 | |||||
| Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | |
| 1-12 | У2 | ||||
| Без скоса кромок | 1-6 | У4 | |||
| 1-30 | |||||
| Двусторонний | 2-8 | У5 | |||
| 2-30 | |||||
| Со скосом одной кромки | Односторонний | 3-60 | У6 | ||
| Двусторонний | У7 | ||||
| С двумя симметричными скосами одной кромки | 8-100 | У8 | |||
| Со скосом кромок | Односторонний | 3-60 | У9 | ||
| Двусторонний | У10 | ||||
| Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | |
| Двусторонний | Т3 | ||||
| Со скосом одной кромки | Односторонний | 3-60 | Т6 | ||
| Двусторонний | Т7 | ||||
| С криволинейным скосом одной кромки | 15-100 | T2 | |||
| С двумя симметичными скосами одной кромки | 8-100 | Т8 | |||
| 12-100 | Т9 | ||||
| С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | |||
| Нахлесточное | Без скоса кромок | Односторонний | 2-60 | H1 | |
| Двусторонний | H2 |
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 |
| Св. 2 до 4 | +1,0 |
______________ * Размер для справок.
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| С28 | От 1 до 2 | От до | 0 | +1 |
| Св. 2 до 6 | ||||
| Св. 6 до 9 | +2 | |||
| Св. 9 до 12 | +3 |
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 |
| Св. 2 до 4 | +1,0 |
_____________ * Размер для справок.
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 |
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 |
ГОСТ 5264-80
Группа В05
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУЧНАЯ ДУГОВАЯ СВАРКА. СОЕДИНЕНИЯ СВАРНЫЕ
Основные типы, конструктивные элементы и размеры
Manual arc welding. Welding joints. Main types, design elements and dimensions
МКС 25.160.40 ОКП 06 0200 0000
Дата введения 1981-07-01
Постановлением Государственного комитета СССР по стандартам от 24.07.80 N 3827 дата введения установлена с 01.07.81
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
ВЗАМЕН ГОСТ 5264-69
ИЗДАНИЕ (ноябрь 2009 г.) с Изменением N 1, утвержденным в январе 1989 г. (ИУС 4-89), Поправкой (ИУС 9-2009).
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80.
2. Основные типы сварных соединений должны соответствовать указанным в табл.1.
3. Конструктивные элементы и их размеры должны соответствовать указанным в табл.2-54.
Таблица 1
| Тип соединения | Форма подготовленных кромок | Характер сварного шва | Форма поперечного сечения | Толщина сварива- емых деталей, мм | Условное обозна- чение соеди- нения |
| подготовленных кромок | сварного шва | ||||
| Стыковое | С отбортовкой кромок | Односторонний | 1-4 | С1 | |
| 1-12 | С28 | ||||
| С отбортовкой одной кромки | 1-4 | СЗ | |||
| Без скоса кромок | С2 | ||||
| Односторонний на съемной подкладке | 1-4 | С4 | |||
| Односторонний на остающейся подкладке | С5 | ||||
| Односторонний замковый | 1-4 | С6 | |||
| Двусторонний | 2-5 | С7 | |||
| Без скоса кромок с последующей строжкой | 6-12 | С42 | |||
| Со скосом одной кромки | Односторонний | 3-60 | С8 | ||
| Односторонний на съемной подкладке | С9 | ||||
| Односторонний на остающейся подкладке | C10 | ||||
| Односторонний замковый | С11 | ||||
| Двусторонний | С12 | ||||
| С криволинейным скосом одной кромки | 15-100 | С13 | |||
| С ломаным скосом одной кромки | С14 | ||||
| С двумя симметричными скосами одной кромки | 8-100 | С15 | |||
| С двумя симметричными криволинейными скосами одной кромки | 30-120 | С16 | |||
| С двумя несимметричными скосами одной кромки | 12-100 | С43 | |||
| Со скосом кромок | Односторонний | 3-60 | С17 | ||
| Односторонний на съемной подкладке | C18 | ||||
| Односторонний на остающейся подкладке | 6-100 | С19 | |||
| Односторонний замковый | 3-60 | С20 | |||
| Двусторонний | С21 | ||||
| Со скосом кромок с последующей строжкой | 8-40 | С45 | |||
| С криволинейным скосом кромок | 15-100 | С23 | |||
| С ломаным скосом кромок | С24 | ||||
| С двумя симметричными скосами кромок | 8-120 | С25 | |||
| С двумя симметричными криволинейными скосами кромок | 30-175 | С26 | |||
| С двумя симметричными ломаными скосами кромок | 30-175 | С27 | |||
| С двумя несимметричными скосами кромок | 12-120 | С39 | |||
| С40 | |||||
| Угловое | С отбортовкой одной кромки | Односторонний | 1-4 | У1 | |
| 1-12 | У2 | ||||
| Без скоса кромок | 1-6 | У4 | |||
| 1-30 | |||||
| Двусторонний | 2-8 | У5 | |||
| 2-30 | |||||
| Со скосом одной кромки | Односторонний | 3-60 | У6 | ||
| Двусторонний | У7 | ||||
| С двумя симметричными скосами одной кромки | 8-100 | У8 | |||
| Со скосом кромок | Односторонний | 3-60 | У9 | ||
| Двусторонний | У10 | ||||
| Тавровое | Без скоса кромок | Односторонний | 2-40 | T1 | |
| Двусторонний | Т3 | ||||
| Со скосом одной кромки | Односторонний | 3-60 | Т6 | ||
| Двусторонний | Т7 | ||||
| С криволинейным скосом одной кромки | 15-100 | T2 | |||
| С двумя симметичными скосами одной кромки | 8-100 | Т8 | |||
| 12-100 | Т9 | ||||
| С двумя симметричными криволинейными скосами одной кромки | 30-120 | Т5 | |||
| Нахлесточное | Без скоса кромок | Односторонний | 2-60 | H1 | |
| Двусторонний | H2 |
Таблица 2
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| С1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 |
| Св. 2 до 4 | +1,0 |
______________ * Размер для справок.
Таблица 3
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| С28 | От 1 до 2 | От до | 0 | +1 |
| Св. 2 до 6 | ||||
| Св. 6 до 9 | +2 | |||
| Св. 9 до 12 | +3 |
Таблица 4
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| С3 | От 1 до 2 | 0 | +0,5 | От до | От до | 2+3 |
| Св. 2 до 4 | +1,0 |
_____________ * Размер для справок.
Таблица 5
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С2 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 |
Таблица 6
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С4 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 4 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 6 | 1,5 | ±1,0 |
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 |
Таблица 7
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок cвариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С5 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 |
Таблица 8
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С6 | От 1,0 до 1,5 | 0 | +0,5 | 6 | 1,0 | ±0,5 |
| Св. 1,5 до 3,0 | 1 | ±1,0 | 7 | 1,5 | ±1,0 | |
| Св. 3,0 до 4,0 | 2 | +1,0 -0,5 | 8 | 2,0 |
Таблица 9
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ± 1 | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| С7 | 2 | 2 | ±1,0 | 8 | 1,5 |
| Св. 2 до 4 | 9 | ||||
| Св. 4 до 5 | +1,5 -1,0 | 10 | 2,0 |
Таблица 10
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ±1 | , не более | , не более |
| подготовленных кромок свариваемых деталей | сварного шва | ||||
| С42 | От 6 до 8 | 4 | 7 | 10 | 12 |
| Св. 8 до 10 | 6 | 9 | 12 | 14 | |
| Св. 10 до 12 | 8 | 11 | 14 | 16 |
Таблица 11
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С8 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 20 | ||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 28 | ||||
| Св. 20 до 24 | 32 | ||||
| Св. 24 до 28 | 35 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 41 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 49 | ±4 | |||
| Св. 44 до 48 | 53 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 64 |
Таблица 12
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С9 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 14 | ||||||
| Св. 8 до 11 | 4 | 18 | |||||
| Св. 11 до 14 | 22 | 6 | |||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 | |||
| Св. 17 до 20 | 30 | ||||||
| Св. 20 до 24 | 34 | 8 | |||||
| Св. 24 до 28 | 38 | ||||||
| Св. 28 до 32 | 41 | ||||||
| Св. 32 до 36 | 44 | ||||||
| Св. 36 до 40 | 49 | ||||||
| Св. 40 до 44 | 53 | ±4 | |||||
| Св. 44 до 48 | 56 | ||||||
| Св. 48 до 52 | 60 | ||||||
| Св. 52 до 56 | 64 | ||||||
| Св. 56 до 60 | 68 |
Таблица 13
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С10 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 14 | |||||
| Св. 8 до 11 | 4 | 18 | ||||
| Св. 11 до 14 | 22 | |||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 30 | |||||
| Св. 20 до 24 | 34 | |||||
| Св. 24 до 28 | 38 | |||||
| Св. 28 до 32 | 41 | |||||
| Св. 32 до 36 | 44 | |||||
| Св. 36 до 40 | 49 | |||||
| Св. 40 до 44 | 53 | ±4 | ||||
| Св. 44 до 48 | 56 | |||||
| Св. 48 до 52 | 60 | |||||
| Св. 52 до 56 | 64 | |||||
| Св. 56 до 60 | 68 |
Таблица 14
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С11 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 14 | |||||
| Св. 8 до 11 | 4 | 18 | ||||
| Св. 11 до 14 | 22 | |||||
| Св. 14 до 17 | 5 | 26 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 30 | |||||
| Св. 20 до 24 | 34 | |||||
| Св. 24 до 28 | 38 | |||||
| Св. 28 до 32 | 41 | |||||
| Св. 32 до 36 | 44 | |||||
| Св. 36 до 40 | 49 | |||||
| Св. 40 до 44 | 53 | ±4 | ||||
| Св. 44 до 48 | 56 | |||||
| Св. 48 до 52 | 60 | |||||
| Св. 52 до 56 | 64 | |||||
| Св. 56 до 60 | 68 |
Таблица 15
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С12 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | |||||
| Св. 8 до 11 | 16 | 10 | ||||
| Св. 11 до 14 | 20 | |||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 | |||
| Св. 17 до 20 | 28 | |||||
| Св. 20 до 24 | 32 | |||||
| Св. 24 до 28 | 35 | |||||
| Св. 28 до 32 | 38 | |||||
| Св. 32 до 36 | 41 | 12 | ||||
| Св. 36 до 40 | 44 | |||||
| Св. 40 до 44 | 49 | ±4 | ||||
| Св. 44 до 48 | 53 | |||||
| Св. 48 до 52 | 56 | |||||
| Св. 52 до 56 | 60 | |||||
| Св. 56 до 60 | 64 |
Таблица 16
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С13 | От 15 до 17 | 8 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
| Св. 17 до 20 | 17 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 19 | ||||||
| Св. 28 до 32 | 20 | ||||||
| Св. 32 до 36 | 22 | 12 | |||||
| Св. 36 до 40 | 24 | ||||||
| Св. 40 до 44 | 26 | ±4 | |||||
| Св. 44 до 48 | 28 | ||||||
| Св. 48 до 52 | 30 | ||||||
| Св. 52 до 56 | 32 | ||||||
| Св. 56 до 60 | 34 | ||||||
| Св. 60 до 64 | 10 | 36 | ±5 | 14 | +3,0 -0,5 | ||
| Св. 64 до 70 | 38 | ||||||
| Св. 70 до 76 | 40 | ||||||
| Св. 76 до 82 | 42 | ||||||
| Св. 82 до 88 | 44 | ||||||
| Св. 88 до 94 | 46 | ||||||
| Св. 94 до 100 | 48 |
Таблица 17
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С14 | От 15 до 17 | 10 | 16 | ±3 | 10 | 0,5 | +2,0 -0,5 |
| Св. 17 до 20 | 17 | ||||||
| Св. 20 до 24 | 18 | ||||||
| Св. 24 до 28 | 19 | ||||||
| Св. 28 до 32 | 20 | ||||||
| Св. 32 до 36 | 12 | 22 | 12 | ||||
| Св. 36 до 40 | 24 | ±4 | |||||
| Св. 40 до 44 | 26 | ||||||
| Св. 44 до 48 | 28 | ||||||
| Св. 48 до 52 | 30 | ||||||
| Св. 52 до 56 | 32 | ||||||
| Св. 56 до 60 | 34 | ||||||
| Св. 60 до 64 | 36 | ±5 | 14 | +3,0 -0,5 | |||
| Св. 64 до 70 | 38 | ||||||
| Св. 70 до 76 | 40 | ||||||
| Св. 76 до 82 | 42 | ||||||
| Св. 82 до 88 | 44 | ||||||
| Св. 88 до 94 | 46 | ||||||
| Св. 94 до 100 | 48 |
Таблица 18
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С15 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 11 до 14 | 12 | ||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 16 | ||||
| Св. 20 до 24 | 18 | ||||
| Св. 24 до 28 | 20 | ||||
| Св. 28 до 32 | 22 | ||||
| Св. 32 до 36 | 24 | ||||
| Св. 36 до 40 | 26 | ||||
| Св. 40 до 44 | 28 | ||||
| Св. 44 до 48 | 30 | ||||
| Св. 48 до 52 | 32 | ||||
| Св. 52 до 56 | 34 | ||||
| Св. 56 до 60 | 36 | ||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 | ||
| Св. 64 до 70 | 42 | ||||
| Св. 70 до 76 | 45 | ||||
| Св. 76 до 82 | 48 | ||||
| Св. 82 до 88 | 51 | ||||
| Св. 88 до 94 | 54 | ||||
| Св. 94 до 100 | 58 |
Таблица 19
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С16 | От 30 до 32 | 8 | 16 | ±3 | 0,5 | +2,0 -0,5 |
| Св. 32 до 36 | 17 | |||||
| Св. 36 до 40 | 18 | |||||
| Св. 40 до 44 | 19 | |||||
| Св. 44 до 48 | 20 | |||||
| Св. 48 до 52 | 21 | |||||
| Св. 52 до 56 | 22 | |||||
| Св. 56 до 60 | 23 | |||||
| Св. 60 до 64 | 10 | 24 | ±4 | +3,0 -0,5 | ||
| Св. 64 до 70 | 25 | |||||
| Св. 70 до 76 | 26 | |||||
| Св. 76 до 82 | 27 | |||||
| Св. 82 до 88 | 28 | |||||
| Св. 88 до 94 | 29 | |||||
| Св. 94 до 100 | 30 | |||||
| Св. 100 до 106 | 32 | |||||
| Св. 106 до 112 | 34 | |||||
| Св. 112 до 118 | 36 | |||||
| Св. 118 до 120 | 38 |
Таблица 20
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С43 | От 12 до 14 | 18 | ±2 | 15 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 14 до 17 | 19 | ±3 | 16 | +2,0 -0,5 | |||
| Св. 17 до 20 | 20 | 17 | |||||
| Св. 20 до 24 | 22 | 18 | |||||
| Св. 24 до 28 | 24 | 19 | |||||
| Св. 28 до 32 | 27 | 20 | |||||
| Св. 32 до 36 | 30 | 21 | |||||
| Св. 36 до 40 | 33 | 22 | |||||
| Св. 40 до 44 | 36 | 23 | |||||
| Св. 44 до 48 | 39 | 25 | |||||
| Св. 48 до 52 | 42 | 27 | |||||
| Св. 52 до 56 | 45 | 29 | |||||
| Св. 56 до 60 | 48 | 31 | |||||
| Св. 60 до 64 | 51 | ±4 | 33 | ±3 | +3,0 -0,5 | ||
| Св. 64 до 70 | 54 | 35 | |||||
| Св. 70 до 76 | 57 | 37 | |||||
| Св. 76 до 82 | 60 | 39 | |||||
| Св. 82 до 88 | 63 | 41 | |||||
| Св. 88 до 94 | 66 | 43 | |||||
| Св. 94 до 100 | 69 | 45 |
Таблица 21
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С17 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 19 | ||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 34 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 42 | ||||
| Св. 36 до 40 | 47 | ||||
| Св. 40 до 44 | 52 | ±4 | |||
| Св. 44 до 48 | 54 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 65 |
Таблица 22
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ±1 |
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
| С18 | От 3 до 5 | 3 | 10 | ±2 | 4 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 16 | ||||||
| Св. 8 до 11 | 4 | 20 | |||||
| Св. 11 до 14 | 24 | 6 | |||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 | |||
| Св. 17 до 20 | 32 | ||||||
| Св. 20 до 24 | 36 | 8 | |||||
| Св. 24 до 28 | 40 | ||||||
| Св. 28 до 32 | 44 | ||||||
| Св. 32 до 36 | 48 | ||||||
| Св. 36 до 40 | 50 | ||||||
| Св. 40 до 44 | 54 | ±4 | |||||
| Св. 44 до 48 | 56 | ||||||
| Св. 48 до 52 | 60 | ||||||
| Св. 52 до 56 | 63 | ||||||
| Св. 56 до 60 | 68 |
Таблица 23
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С19 | От 6 до 10 | 8 | 17 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 10 до 14 | 19 | |||||
| Св. 14 до 18 | 22 | ±3 | +2,0 -0,5 | |||
| Св. 18 до 22 | 24 | |||||
| Св. 22 до 26 | 12 | 26 | ||||
| Св. 26 до 30 | 28 | |||||
| Св. 30 до 35 | 30 | |||||
| Св. 35 до 40 | 32 | |||||
| Св. 40 до 47 | 34 | ±4 | ||||
| Св. 47 до 54 | 36 | |||||
| Св. 54 до 60 | 38 | |||||
| Св. 60 до 66 | 40 | ±5 | +3,0 -0,5 | |||
| Св. 66 до 72 | 44 | |||||
| Св. 72 до 78 | 48 | |||||
| Св. 78 до 85 | 52 | |||||
| Св. 85 до 92 | 56 | |||||
| Св. 92 до 100 | 60 |
Таблица 24
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С20 | От 3 до 5 | 3 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 16 | |||||
| Св. 8 до 11 | 4 | 20 | ||||
| Св. 11 до 14 | 24 | |||||
| Св. 14 до 17 | 5 | 28 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 32 | |||||
| Св. 20 до 24 | 36 | |||||
| Св. 24 до 28 | 40 | |||||
| Св. 28 до 32 | 44 | |||||
| Св. 32 до 36 | 48 | |||||
| Св. 36 до 40 | 50 | |||||
| Св. 40 до 44 | 54 | ±4 | ||||
| Св. 44 до 48 | 56 | |||||
| Св. 48 до 52 | 60 | |||||
| Св. 52 до 56 | 63 | |||||
| Св. 56 до 60 | 68 |
Таблица 25
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С21 | От 3 до 5 | 8 | ±2 | 8 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | |||||
| Св. 8 до 11 | 16 | 10 | ||||
| Св. 11 до 14 | 19 | |||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 | |||
| Св. 17 до 20 | 26 | |||||
| Св. 20 до 24 | 30 | |||||
| Св. 24 до 28 | 34 | |||||
| Св. 28 до 32 | 38 | |||||
| Св. 32 до 36 | 42 | 12 | ||||
| Св. 36 до 40 | 47 | |||||
| Св. 40 до 44 | 52 | ±4 | ||||
| Св. 44 до 48 | 54 | |||||
| Св. 48 до 52 | 56 | |||||
| Св. 52 до 56 | 60 | |||||
| Св. 56 до 60 | 65 |
Таблица 26
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | +2 -1 | +2 -1 | +2 -1 | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
| С45 | От 8 до 11 | 4 | 6 | 12 | 14 | ±2 | 18 | 0,5 | +1,5 -0,5 |
| Св. 11 до 14 | 16 | ||||||||
| Св. 14 до 17 | 20 | ±3 | +2,0 -0,5 |
| Св. 17 до 20 | 7 | 9 | 14 | 24 | 20 |
| Св. 20 до 24 | 27 | ||||
| Св. 24 до 28 | 30 | ||||
| Св. 28 до 32 | 10 | 12 | 16 | 34 | 22 |
| Св. 32 до 36 | 36 | ||||
| Св. 36 до 40 | 38 |
Таблица 27
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С23 | От 15 до 17 | 26 | ±3 | 10 | 0,5 | +2,0 -0,5 |
| Св. 17 до 20 | 28 | |||||
| Св. 20 до 24 | 30 | |||||
| Св. 24 до 28 | 32 | |||||
| Св. 28 до 32 | 33 | |||||
| Св. 32 до 36 | 34 | 12 | ||||
| Св. 36 до 40 | 35 | |||||
| Св. 40 до 44 | 36 | ±4 | ||||
| Св. 44 до 48 | 38 | |||||
| Св. 48 до 52 | 40 | |||||
| Св. 52 до 56 | 42 | |||||
| Св. 56 до 60 | 44 | |||||
| Св. 60 до 64 | 46 | ±5 | 14 | +3,0 -0,5 | ||
| Св. 64 до 70 | 48 | |||||
| Св. 70 до 76 | 50 | |||||
| Св. 76 до 82 | 52 | |||||
| Св. 82 до 88 | 54 | |||||
| Св. 88 до 94 | 56 | |||||
| Св. 94 до 100 | 60 |
Таблица 28
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±2 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С24 | От 15 до 17 | 24 | ±3 | 10 | 0,5 | +2,0 -0,5 |
| Св. 17 до 20 | 26 | |||||
| Св. 20 до 24 | 28 | |||||
| Св. 24 до 28 | 30 | |||||
| Св. 28 до 32 | 32 | |||||
| Св. 32 до 36 | 34 | 12 | ||||
| Св. 36 до 40 | 36 | |||||
| Св. 40 до 44 | 38 | ±4 | ||||
| Св. 44 до 48 | 40 | |||||
| Св. 48 до 52 | 42 | |||||
| Св. 52 до 56 | 44 | |||||
| Св. 56 до 60 | 46 | |||||
| Св. 60 до 64 | 48 | ±5 | 14 | +3,0 -0,5 | ||
| Св. 64 до 70 | 50 | |||||
| Св. 70 до 76 | 52 | |||||
| Св. 76 до 82 | 54 | |||||
| Св. 82 до 88 | 56 | |||||
| Св. 88 до 94 | 58 | |||||
| Св. 94 до 100 | 60 |
Таблица 29
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С25 | От 8 до 11 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 11 до 14 | 12 | ||||
| Св. 14 до 17 | 14 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 16 | ||||
| Св. 20 до 24 | 18 | ||||
| Св. 24 до 28 | 20 | ||||
| Св. 28 до 32 | 22 | ||||
| Св. 32 до 36 | 24 | ||||
| Св. 36 до 40 | 26 | ||||
| Св. 40 до 44 | 28 | ||||
| Св. 44 до 48 | 30 | ||||
| Св. 48 до 52 | 32 | ||||
| Св. 52 до 56 | 34 | ||||
| Св. 56 до 60 | 36 | ||||
| Св. 60 до 64 | 39 | ±4 | +3,0 -0,5 | ||
| Св. 64 до 70 | 42 | ||||
| Св. 70 до 76 | 45 | ||||
| Св. 76 до 82 | 48 | ||||
| Св. 82 до 88 | 51 | ||||
| Св. 88 до 94 | 54 | ||||
| Св. 94 до 100 | 57 | ||||
| Св. 100 до 106 | 60 | ||||
| Св. 106 до 112 | 63 | ||||
| Св. 112 до 118 | 66 | ||||
| Св. 118 до 120 | 68 |
Таблица 30
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С26 | От 30 до 34 | 23 | ±3 | 0,5 | +2,0 -0,5 |
| Св. 34 до 38 | 24 | ||||
| Св. 38 до 42 | 25 | ||||
| Св. 42 до 46 | 26 | ||||
| Св. 46 до 50 | 27 | ||||
| Св. 50 до 54 | 28 | ||||
| Св. 54 до 60 | 29 |
| Св. 60 до 66 | 31 | ±4 | +3,0 -0,5 |
| Св. 66 до 72 | 33 | ||
| Св. 72 до 78 | 34 | ||
| Св. 78 до 84 | 36 | ||
| Св. 84 до 90 | 38 | ||
| Св. 90 до 96 | 40 | ||
| Св. 96 до 100 | 42 | ||
| Св. 100 до 108 | 44 | ||
| Св. 108 до 116 | 46 | ||
| Св. 116 до 124 | 48 | ||
| Св. 124 до 132 | 50 | ±5 | |
| Св. 132 до 140 | 52 | ||
| Св. 140 до 148 | 54 | ||
| Св. 148 до 156 | 56 | ||
| Св. 156 до 164 | 60 | ||
| Св. 164 до 170 | 64 | ||
| Св. 170 до 175 | 68 |
Таблица 31
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| С27 | От 30 до 34 | 8 | 17 | ±3 | 0,5 | +2,0 -0,5 |
| Св. 34 до 38 | 18 | |||||
| Св. 38 до 42 | 20 | |||||
| Св. 42 до 46 | 21 | |||||
| Св. 46 до 50 | 22 | |||||
| Св. 50 до 54 | 23 | |||||
| Св. 54 до 60 | 25 | |||||
| Св. 60 до 66 | 12 | 28 | ±4 | +3,0 -0,5 | ||
| Св. 66 до 72 | 30 | |||||
| Св. 72 до 78 | 32 | |||||
| Св. 78 до 84 | 34 | |||||
| Св. 84 до 90 | 36 | |||||
| Св. 90 до 96 | 38 | |||||
| Св. 96 до 100 | 40 | |||||
| Св. 100 до 108 | 20 | 42 | ||||
| Св. 108 до 116 | 44 | |||||
| Св. 116 до 124 | 46 | |||||
| Св. 124 до 132 | 50 | ±5 | ||||
| Св. 132 до 140 | 54 | |||||
| Св. 140 до 148 | 57 | |||||
| Св. 148 до 156 | 60 | |||||
| Св. 156 до 164 | 64 | |||||
| Св. 164 до 170 | 68 | |||||
| Св. 170 до 175 | 72 |
Таблица 32
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С39 | От 12 до 14 | 16 | ±2 | 11 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 14 до 17 | 18 | ±3 | 12 | +2,0 -0,5 | |||
| Св. 17 до 20 | 20 | 13 | |||||
| Св. 20 до 24 | 22 | 14 | |||||
| Св. 24 до 28 | 25 | 16 | |||||
| Св. 28 до 32 | 28 | 18 | |||||
| Св. 32 до 36 | 30 | 20 | |||||
| Св. 36 до 40 | 32 | 22 | |||||
| Св. 40 до 44 | 35 | 24 | |||||
| Св. 44 до 48 | 38 | 25 | |||||
| Св. 48 до 52 | 41 | 26 | |||||
| Св. 52 до 56 | 44 | 27 | |||||
| Св. 56 до 60 | 47 | 28 | |||||
| Св. 60 до 64 | 49 | ±4 | 29 | ±3 | +3,0 -0,5 | ||
| Св. 64 до 70 | 51 | 30 | |||||
| Св. 70 до 76 | 53 | 31 | |||||
| Св. 76 до 82 | 55 | 32 | |||||
| Св. 82 до 88 | 57 | 33 | |||||
| Св. 88 до 94 | 60 | 34 | |||||
| Св. 94 до 100 | 63 | 35 | |||||
| Св. 100 до 106 | 66 | 36 | |||||
| Св. 106 до 112 | 69 | 38 | |||||
| Св. 112 до 118 | 72 | 40 | |||||
| Св. 118 до 120 | 75 | 42 |
Таблица 33
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| С40 | От 12 до 14 | 20 | ±2 | 10 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 14 до 17 | 22 | ±3 | 11 | +2,0 -0,5 | |||
| Св. 17 до 20 | 23 | 12 | |||||
| Св. 20 до 24 | 24 | 13 | |||||
| Св. 24 до 28 | 25 | 14 | |||||
| Св. 28 до 32 | 26 | 15 | |||||
| Св. 32 до 36 | 27 | 16 | |||||
| Св. 36 до 40 | 28 | 18 | |||||
| Св. 40 до 44 | 29 | 20 |
| Св. 44 до 48 | 30 | 21 | |||
| Св. 48 до 52 | 31 | 23 | |||
| Св. 52 до 56 | 32 | 25 | |||
| Св. 56 до 60 | 33 | 27 | |||
| Св. 60 до 64 | 34 | ±4 | 29 | ±3 | +3,0 -0,5 |
| Св. 64 до 70 | 36 | 30 | |||
| Св. 70 до 76 | 38 | 31 | |||
| Св. 76 до 82 | 40 | 32 | |||
| Св. 82 до 88 | 42 | 34 | |||
| Св. 88 до 94 | 44 | 36 | |||
| Св. 94 до 100 | 47 | 38 | |||
| Св. 100 до 106 | 50 | 40 | |||
| Св. 106 до 112 | 52 | 42 | |||
| Св. 112 до 118 | 54 | 44 | |||
| Св. 118 до 120 | 56 | 46 |
Таблица 34
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |||
| У1 | От 1 до 2 | 0 | +0,5 | От до | От до | 2 +3 |
| Св. 2 до 4 | +1,0 |
______________ * Размер для справок.
Таблица 35
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| У2 | От 1 до 2 | От до | 5 | 0 | +1 |
| Св. 2 до 6 | 7 | +2 | |||
| Св. 6 до 9 | 13 | ||||
| Св. 9 до 12 | 17 |
Таблица 36
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| У4 | От 1,0 до 1,5 | От 0 до | 0 | +0,5 | 6 |
| Св. 1,5 до 3,0 | +1,0 | 8 | |||
| Св. 3,0 до 5,0 | +2,0 | 10 | |||
| Св. 5,0 до 6,0 | 12 |
Таблица 37
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| У4 | От 1,0 до 1,5 | Св. до | 0 | +0,5 |
| Св. 1,5 до 3,0 | +1,0 | |||
| Св. 3,0 до 30,0 | +2,0 |
Таблица 38
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | , не более | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | ||
| У5 | От 2 до 3 | От 0 до | 0 | +1 | 8 |
| Св. 3 до 5 | +2 | 10 | |||
| Св. 5 до 6 | 12 | ||||
| Св. 6 до 8 | 14 |
Таблица 39
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| У5 | От 2 до 3 | Св. до | 0 | +1 |
| Св. 3 до 30 | +2 |
Таблица 40
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| У6 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 20 | ||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 28 | ||||
| Св. 20 до 24 | 32 | ||||
| Св. 24 до 28 | 35 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 41 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 49 | ±4 | |||
| Св. 44 до 48 | 53 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 64 |
Таблица 41
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| У7 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 20 | ||||
| Св. 14 до 17 | 24 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 28 | ||||
| Св. 20 до 24 | 32 | ||||
| Св. 24 до 28 | 35 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 41 | ||||
| Св. 36 до 40 | 44 | ||||
| Св. 40 до 44 | 49 | ±4 | |||
| Св. 44 до 48 | 53 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 64 |
Таблица 42
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| У8 | От 8 до 11 | 10 | ±2 | 9 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 11 до 14 | 12 | 11 | |||||
| Св. 14 до 17 | 14 | ±3 | 12 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 16 | 14 | |||||
| Св. 20 до 24 | 18 | 16 | |||||
| Св. 24 до 28 | 20 | 18 | |||||
| Св. 28 до 32 | 22 | 20 | |||||
| Св. 32 до 36 | 24 | 22 | |||||
| Св. 36 до 40 | 26 | 24 | |||||
| Св. 40 до 44 | 28 | 26 | |||||
| Св. 44 до 48 | 30 | 28 | |||||
| Св. 48 до 52 | 32 | 30 | |||||
| Св. 52 до 56 | 34 | 32 | |||||
| Св. 56 до 60 | 36 | 34 | |||||
| Св. 60 до 64 | 39 | ±4 | 37 | ±4 | +3,0 -0,5 | ||
| Св. 64 до 70 | 42 | 40 | |||||
| Св. 70 до 76 | 45 | 43 | |||||
| Св. 76 до 82 | 48 | 46 | |||||
| Св. 82 до 88 | 51 | 48 | |||||
| Св. 88 до 94 | 54 | 52 | |||||
| Св. 94 до 100 | 58 | 56 |
Таблица 43
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| У9 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 19 | ||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 34 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 42 | ||||
| Св. 36 до 40 | 47 | ||||
| Св. 40 до 44 | 52 | ±4 | |||
| Св. 44 до 48 | 54 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 65 |
Таблица 44
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | Номин. | Пред. откл. |
| У10 | От 3 до 5 | 8 | ±2 | 0,5 | +1,5 -0,5 |
| Св. 5 до 8 | 12 | ||||
| Св. 8 до 11 | 16 | ||||
| Св. 11 до 14 | 19 | ||||
| Св. 14 до 17 | 22 | ±3 | +2,0 -0,5 | ||
| Св. 17 до 20 | 26 | ||||
| Св. 20 до 24 | 30 | ||||
| Св. 24 до 28 | 34 | ||||
| Св. 28 до 32 | 38 | ||||
| Св. 32 до 36 | 42 | ||||
| Св. 36 до 40 | 47 | ||||
| Св. 40 до 44 | 52 | ±4 | |||
| Св. 44 до 48 | 54 | ||||
| Св. 48 до 52 | 56 | ||||
| Св. 52 до 56 | 60 | ||||
| Св. 56 до 60 | 65 |
Таблица 45
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т1 | От 2 до 3 | 0 | +1 |
| Св. 3 до 15 | +2 | ||
| Св. 15 до 40 | +3 |
Таблица 46
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т3 | От 2 до 3 | 0 | +1 |
| Св. 3 до 15 | +2 | ||
| Св. 15 до 40 | +3 |
Таблица 47
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т6 | От 3 до 5 | 7 | ±2 |
| Св. 5 до 8 | 10 | ||
| Св. 8 до 11 | 14 | ||
| Св. 11 до 14 | 18 | ||
| Св. 14 до 17 | 22 | ±3 | |
| Св. 17 до 20 | 26 | ||
| Св. 20 до 24 | 30 | ||
| Св. 24 до 28 | 33 | ||
| Св. 28 до 32 | 36 | ||
| Св. 32 до 36 | 40 | ||
| Св. 36 до 40 | 44 | ||
| Св. 40 до 44 | 47 | ±4 | |
| Св. 44 до 48 | 50 | ||
| Св. 48 до 52 | 54 | ||
| Св. 52 до 56 | 58 | ||
| Св. 56 до 60 | 62 |
Таблица 48
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т7 | От 3 до 5 | 7 | ±2 |
| Св. 5 до 8 | 10 |
| Св. 8 до 11 | 14 | |
| Св. 11 до 14 | 18 | |
| Св. 14 до 17 | 22 | ±3 |
| Св. 17 до 20 | 26 | |
| Св. 20 до 24 | 30 | |
| Св. 24 до 28 | 33 | |
| Св. 28 до 32 | 36 | |
| Св. 32 до 36 | 40 | |
| Св. 36 до 40 | 44 | |
| Св. 40 до 44 | 47 | ±4 |
| Св. 44 до 48 | 50 | |
| Св. 48 до 52 | 54 | |
| Св. 52 до 56 | 58 | |
| Св. 56 до 60 | 62 |
Таблица 49
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| Т2 | От 15 до 17 | 8 | 14 | ±3 |
| Св. 17 до 20 | 15 | |||
| Св. 20 до 24 | 16 | |||
| Св. 24 до 28 | 17 | |||
| Св. 28 до 32 | 18 | |||
| Св. 32 до 36 | 20 | |||
| Св. 36 до 40 | 22 | |||
| Св. 40 до 44 | 24 | ±4 | ||
| Св. 44 до 48 | 26 | |||
| Св. 48 до 52 | 28 | |||
| Св. 52 до 56 | 30 | |||
| Св. 56 до 60 | 32 | |||
| Св. 60 до 64 | 10 | 34 | ±5 | |
| Св. 64 до 70 | 36 | |||
| Св. 70 до 76 | 38 | |||
| Св. 76 до 82 | 40 | |||
| Св. 82 до 88 | 42 | |||
| Св. 88 до 94 | 44 | |||
| Св. 94 до 100 | 46 |
Таблица 50
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т8 | От 8 до 11 | 9 | ±2 |
| Св. 11 до 14 | 11 | ||
| Св. 14 до 17 | 12 | ±3 | |
| Св. 17 до 20 | 14 | ||
| Св. 20 до 24 | 16 | ||
| Св. 24 до 28 | 18 | ||
| Св. 28 до 32 | 20 | ||
| Св. 32 до 36 | 22 | ||
| Св. 36 до 40 | 24 | ||
| Св. 40 до 44 | 26 | ||
| Св. 44 до 48 | 28 | ||
| Св. 48 до 52 | 30 | ||
| Св. 52 до 56 | 32 | ||
| Св. 56 до 60 | 34 | ||
| Св. 60 до 64 | 37 | ±4 | |
| Св. 64 до 70 | 40 | ||
| Св. 70 до 76 | 43 | ||
| Св. 76 до 82 | 46 | ||
| Св. 82 до 88 | 48 | ||
| Св. 88 до 94 | 52 | ||
| Св. 94 до 100 | 56 |
Таблица 51
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. |
| Т9 | От 12 до 14 | 8 | ±2 |
| Св. 14 до 17 | 10 | ±3 | |
| Св. 17 до 20 | 12 | ||
| Св. 20 до 24 | 14 | ||
| Св. 24 до 28 | 16 | ||
| Св. 28 до 32 | 17 | ||
| Св. 32 до 36 | 18 | ||
| Св. 36 до 40 | 19 | ||
| Св. 40 до 44 | 20 | ||
| Св. 44 до 48 | 21 | ||
| Св. 48 до 52 | 22 | ||
| Св. 52 до 56 | 24 | ||
| Св. 56 до 60 | 26 | ||
| Св. 60 до 64 | 28 | ±4 | |
| Св. 64 до 70 | 30 | ||
| Св. 70 до 76 | 32 | ||
| Св. 76 до 82 | 34 | ||
| Св. 82 до 88 | 36 | ||
| Св. 88 до 94 | 38 | ||
| Св. 94 до 100 | 40 |
Таблица 52
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | ±1 | ||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| Т5 | От 30 до 32 | 8 | 14 | ±3 |
| Св. 32 до 36 | 15 | |||
| Св. 36 до 40 | 16 | |||
| Св. 40 до 44 | 17 | |||
| Св. 44 до 48 | 18 | |||
| Св. 48 до 52 | 19 | |||
| Св. 52 до 56 | 20 | |||
| Св. 56 до 60 | 21 | |||
| Св. 60 до 64 | 10 | 22 | ±4 | |
| Св. 64 до 70 | 23 | |||
| Св. 70 до 76 | 24 | |||
| Св. 76 до 82 | 25 | |||
| Св. 82 до 88 | 26 | |||
| Св. 88 до 94 | 27 | |||
| Св. 94 до 100 | 28 | |||
| Св. 100 до 106 | 30 | |||
| Св. 106 до 112 | 32 | |||
| Св. 112 до 118 | 34 | |||
| Св. 118 до 120 | 36 |
Таблица 53
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| Н1 | От 2 до 5 | 3-20 | 0 | +1,0 |
| Св. 5 до 10 | 8-40 | +1,5 | ||
| Св. 10 до 29 | 12-100 | |||
| Св. 29 до 60 | 30-240 | +2,0 |
Таблица 54
Размеры, мм
| Условное обозначение сварного соединения | Конструктивные элементы | |||
| подготовленных кромок свариваемых деталей | сварного шва | Номин. | Пред. откл. | |
| Н2 | От 2 до 5 | 3-20 | 0 | +1,0 |
| Св. 5 до 10 | 8-40 | +1,5 | ||
| Св. 10 до 29 | 12-100 | +2,0 | ||
| Св. 29 до 60 | 30-240 |
4. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл.55, должна проводиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Таблица 55
мм
| Толщина тонкой детали | Разность толщин деталей |
| От 1 до 4 | 1 |
| Св. 4 до 20 | 2 |
| Св. 20 до 30 | 3 |
| Св. 30 | 4 |
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт.1).
Черт.1
При разности в толщине свариваемых деталей свыше значений, указанных в табл.55, на детали, имеющей большую толщину , должен быть сделан скос с одной или двух сторон до толщины тонкой детали , как указано на черт.2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт.2
Черт.3
Черт.4
5. Допускается смещение свариваемых кромок перед сваркой относительно друг друга, не более:
0,5 мм — для деталей толщиной до 4 мм;
1,0 мм — для деталей толщиной 4-10 мм;
0,1 , но не более 3 мм — для деталей толщиной 10-100 мм;
0,01+2 мм, но не более 4 мм — для деталей толщиной более 100 мм.
6. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера до 4 мм. При этом соответственно может быть увеличена ширина шва , .
(Измененная редакция, Изм. N 1).
7. При сварке в положениях, отличных от нижнего, допускается увеличение размера и не более:
1,0 мм — для деталей толщиной до 60 мм;
2,0 мм — для деталей толщиной свыше 60 мм.
8. При выполнении двустороннего шва с полным проплавлением перед сваркой с обратной стороны корень шва должен быть расчищен до чистого металла. Для несимметричных соединений с двусторонним швом в случае строжки корня первого шва допускается увеличение размеров подварочного шва до размеров первого шва.
9. Размер и предельные отклонения катета углового шва , должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
8, 9. (Измененная редакция, Изм. N 1).
10. (Исключен, Изм. N 1).
11. Минимальные значения катетов угловых швов приведены в приложении 1.
12. При применении электродов с более высоким временным сопротивлением разрыву, чем у основного металла, катет углового шва в расчетном соединении может быть уменьшен до значений, приведенных в приложении 2.
13. Допускается выпуклость и вогнутость углового шва до 30% его катета. При этом вогнутость не должна приводить к уменьшению значения катета (черт.5), установленного при проектировании.
Черт.5
Примечание. Катетом является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет принимается любой из равных катетов, при несимметричном шве — меньший.
(Измененная редакция, Изм. N 1).
14. Допускается применять установленные настоящим стандартом основные типы сварных соединений, конструктивные элементы и размеры сварных соединений при сварке в двуокиси углерода электродной проволокой диаметром 0,8-1,4 мм (УП).
15. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
16. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ±5°.
При этом соответственно может быть изменена ширина шва , .
15, 16. (Введены дополнительно, Изм. N 1).
Технологии полуавтоматической сварки
Стыковая. Это сварка точечным сплошным швом.
Внахлест. В этом случае на шов накладывается небольшой кусочек металла и обваривается двумя способами. Это: сплошной шов или точечная сварка.
Сварка по готовым отверстиям.
Во время всего процесса происходит взаимодействие газа и электричества
Это заставляет сварщика с особым вниманием относиться к системе безопасности
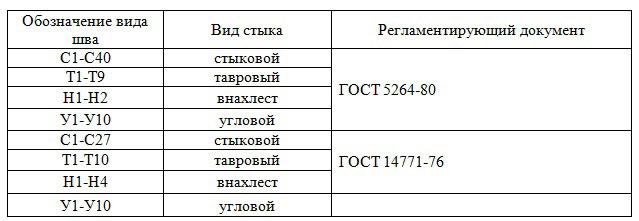
Сварка ГОСТ 14771-76 — это основной стандарт качества для этого вида сварочных работ. ГОСТ включает в себя перечень различных газов, материалов и техники выполнения работ. Если все технические характеристики соответствуют установленным стандартам, тогда работы будут выполняться на должном уровне.

Что регулирует стандарт
Рассматриваемые правила относятся к машиностроительной отрасли и регулируют выполнение соединений стальных труб, а также задают определяющие размеры.
Главные положения, установленные документом:
- классификация соединений труб;
- параметры скосов кромок и их количество;
- ширина сварного шва;
- геометрия поперечного сечения;
- минимально допустимая толщина стенки трубы;
- геометрические параметры конструктивных элементов;
- расчетные катеты для угловых швов;
- шероховатость поверхностей;
- материал для изготовления муфт и подкладок;
- зазоры, допустимые на различных участках конструкции;
- допуски, предельные отклонения.
Таким образом, при проведении работ по дуговой сварке характеристики соединения труб в полном объеме описываются настоящим документом.
На производство самих труб действие рассматриваемого ГОСТ не распространяется.
Процесс сварки полуавтоматом
Сварщик самостоятельно перемещает электрод по кромке вручную. Расплавленный металл электрода попадает в специальную ванну. Сварочная проволока подается через гибкий шланг к месту сварки. Скорость подачи не должна быть меньше, чем скорость плавления. Для этого вида сварки применяется проволока диаметром от 0.8 до 1.6 миллиметров.
Оборудование для полуавтоматической сварки
Сварка арматуры, ГОСТ предусматривает применение определенного оборудования.
- Сварочные выпрямители. Это оборудование применяется для преобразования тока. Существует три класса выпрямителей: на основании количества обслуживаемых постов и фаз питания. Третий класс зависит от типа вентиля.
- Сварочный полуавтомат.
- Баллон, наполненный специальным защитным газом.
- Редуктор.
- Шланги.
Типы сварочной проволоки
- Стальная сварочная.
- Стальная наплавочная.
- Проволока из алюминия или сплавов.
- Чугунные прутики.
- Порошковая и легированная проволока.
Специализированное оборудование
Не только универсальное оборудование, но и узко специализированное подойдет для разделки кромки труб под сварку применяется. Подобрать можно исключительно от объемов работ.
Если говорить об универсальных машиных, то можно выделить угловые шлифовальные станки, слесарные инструменты и напильники.
Компания Promotech представляет огромный выбор узко направленных машин для снятия фаски: кромкорезы и фаскосниматели серии BM и серии PRO, которые отлично подойдут для выполнения большого объема схожих швов.

Сварка арматуры ГОСТ – полуавтоматическая сварка
СНиП — сварка может выполняться двумя основными способами. Это: под флюсом и с применением защитных газов.
В этом случае все работы производятся как вручную, так и автоматически. Сварная проволока подается автоматически. При этом специалист должен выставить на сварочном оборудовании необходимую скорость подачи проволоки. Перемещение горелки сварщик производит собственными силами.
Во время выполнения данного варианта соединения материала дуга находится в «облаке» защитного газа, который доставляется в место сварки при помощи специального оборудования. Для сварки применяют аргон, углекислый газ и самые разнообразные смеси тех или иных веществ.

Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
- — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
- — неразъемное соединение выполняется по разомкнутому контуру;
- , — стык выполнен в виде замкнутого сплошного контура;
- — сварочную операцию произвести при подгонке детали по месту;
- — прерывистое соединение с периодическим типом месторасположения сварочной ванны;
- — разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:
Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.
В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
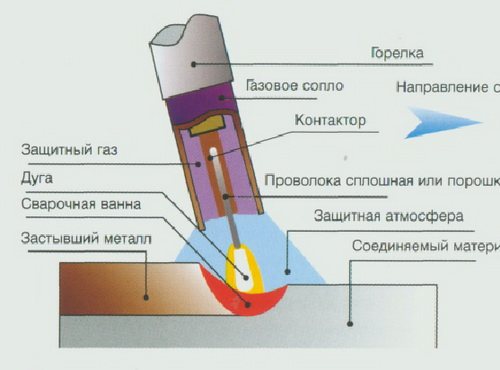
ГОСТ 14771-76 – полуавтоматическая сварка, техника работы
Во время выполнения работ, защитный газ вытесняет воздух из места производства соединительных работ. При помощи специальных роликов проволока подается в место соединения деталей. Ролики вращаются действием специального двигателя, который располагается во внутренней части сварочного аппарата. Так как плавление проволоки происходит под воздействием тока, его необходимо доставить к месту сварки.
Это происходит при помощи специального гнутого контакта. Газ подается к месту из баллона. Скорость подачи и дозировка производится в автоматическом режиме. Кроме этого, в некоторых случаях подача и регулировка газа может производиться в ручном режиме.
Расплавленный металл электрода и проволоки подается на место соединения через сопло. Жидкое вещество подается в виде капель и пара.
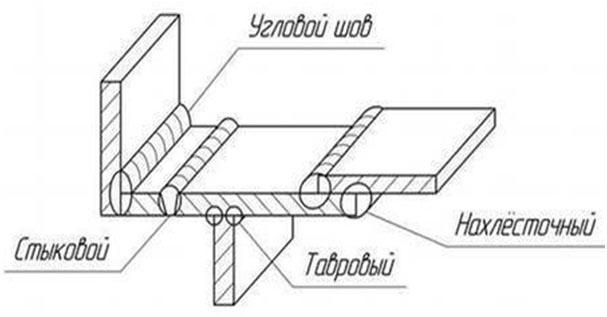
Виды сварных соединений и швов
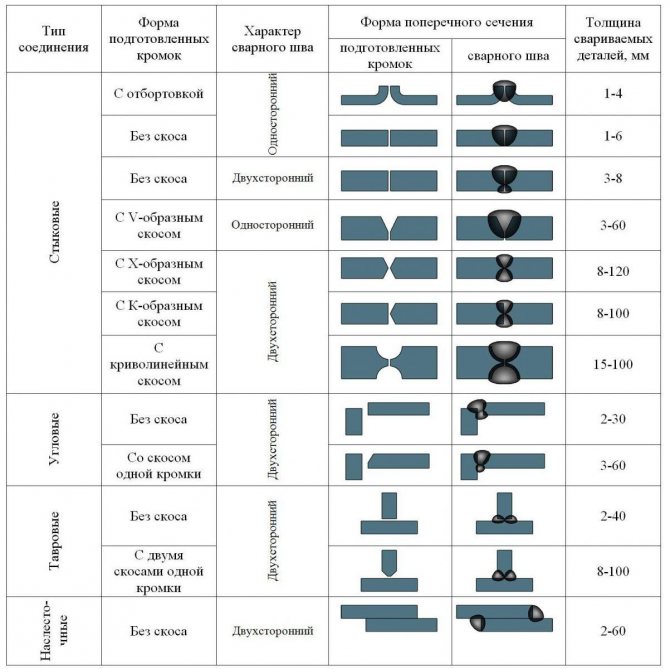
Сварка черных металлов и нержавейки, определяемая гост 14771 76, предусматривает следующие основные виды сварных соединений:
- стыковые;
- тавровые;
- внахлест;
- угловые.
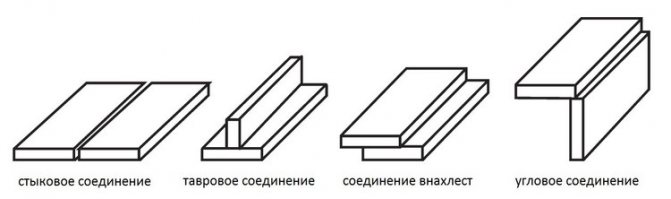
Стыковое
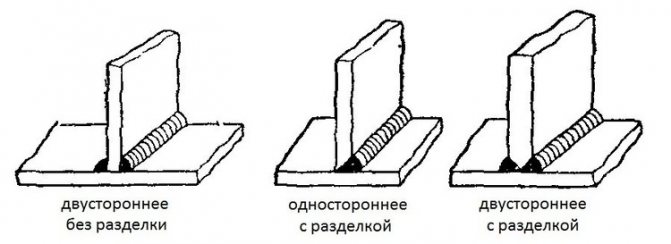
Две листовых или трубных заготовки находятся в одной плоскости, шов заполняет небольшой зазор между ними. Это наиболее часто встречающийся тип. Он обеспечивает минимальный расход сварочных материалов и трудоемкости. Шов может быть односторонним, провариваемым только сверху, и двухсторонним, который варится последовательно (или одновременно) с двух сторон.
При сварке заготовок средней и большой толщины (более 4 мм), для обеспечения глубокого провара, кромки заготовок подвергают разделке, снимая с них фаски. Тип разделки зависит от односторонности шва и толщины листа
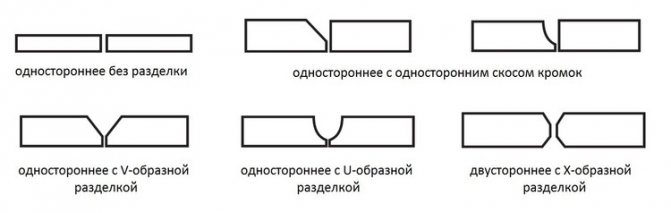
При толщине листа от 12 мм рекомендуется применять двусторонний шов и х-образную разделку. Это позволяет улучшить провар и сэкономить сварочные материалы.
Тавровое
Соединяет два листа (или полосы) одинаковой или разной толщины. В зависимости от нее применяется односторонний или двусторонний шов с разделкой либо без таковой.
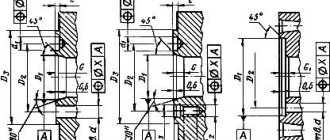
Для лучшего проплавления металлических заготовок при выполнении такого шва заготовки размещают под углом 45о к вертикали
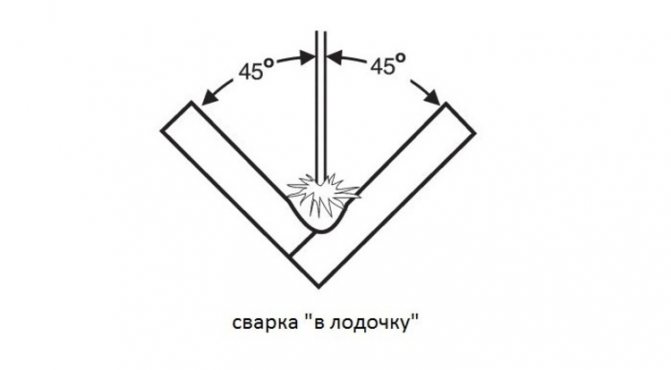
Рекомендованное положение для сварки тавровых и угловых соединений.
Тавровое соединение следует проваривать с двух сторон. При толщине заготовок более 4 мм применяют разделку. В промышленных условиях сварка ведется механизированным способом на специальных стендах.
Угловое
Соединение применяется при сборке различных корпусов и сосудов. При возможности внутренний шов также рекомендуется варить под углом 45о, как и тавровый.
Внахлест
Используют для повышения прочности стыка, в этом случае проваривается с двух сторон. Применяется также при ремонте трубопроводов и сосудов из стали, при этом используется односторонний шов.
Классификация по другим признакам
Сварочные швы ГОСТ 14771-76 подразделяют также и по другим параметрам.
По степени выпуклости профиля они делятся на такие категории, как:
- выпуклые;
- обычные;
- вогнутые.
По пространственному положению различают:
- нижнее: наиболее удобное для формирования качественного шва;
- горизонтальное, появляется риск вытекания расплава;
- вертикальное: средний риск вытекания;
- потолочное: наиболее сложное, применяются специальные режимы, приемы и материалы.

Сварочные положения.
При нижнем положении также достигается наибольшая скорость сварки и общая производительность. Не требуется высокая квалификация работника.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
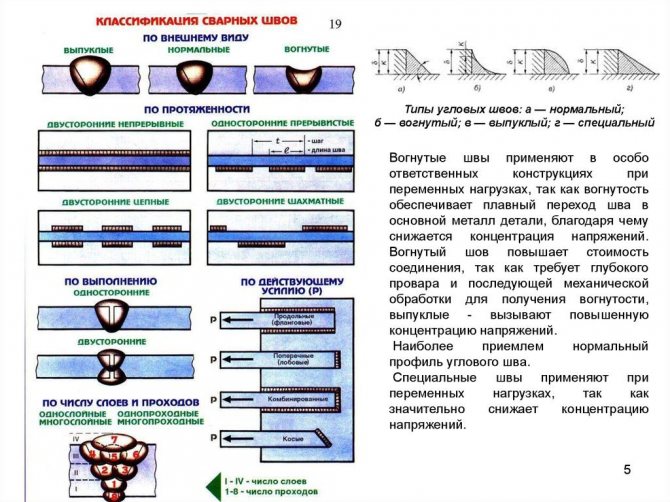
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.
Капиллярный контроль
Он основан на свойстве сверхтекучих жидкостей проникать через капилляры — мельчайшие отверстия в материале шва
Способ обладает следующими достоинствами:
- простота применения;
- дешевизна;
- безопасность;
- быстрота.
Присущи способу и недостатки:
- выявляется ограниченный перечень дефектов;
- требуется определенная ориентация испытуемого изделия в пространстве, что бывает сложным при больших его размерах;
- требуются расходные материалы высокой чистоты.
Капиллярный способ контроля используется как промышленными предприятиями, так и небольшими мастерскими и даже домашними умельцами. Он не требует специального обучения и дорогостоящей аппаратуры, как ультразвуковой или лазерный контроль. Сложное и опасное связанное с радиацией оборудование, организация его сохранности, требуемая ГОСТ на рентгенографический контроль, не требуется
Стандарт описывает следующие этапы проведения контроля:
- Очистка проверяемой поверхности. Требуется удалить как механические загрязнения (стружку, окалину, пыль) так и полностью очистить поверхность от масложировых отложений, которые препятствуют проникновению индикаторной жидкости в материал изделия.
- Просушка.
- Нанесение проникающего состава, или пенетранта. Состав обычно окрашивают в красный или синий цвет. Необходимо соблюдать температурный режим, указанный в инструкции. Обычно это от +5 до +50оС.
- Удаление излишков состава, сушка изделия сжатым воздухом.
- Нанесение проявляющего компонента. Обычно это состав белого цвета.
- Визуальный контроль поверхности. В местах нахождения дефектов слой проявляющего состава окрашивается. По форме пятен и интенсивности окраски судят о размерах и месте расположения дефекта.
- Документальная фиксация результатов проверки, промывка поверхности от остатков индикаторного и проявляющего составов.
После окончания ремонтных работ, согласно требованию ГОСТ, для обнаружения дефектов сварных швов, капиллярную проверку проводят повторно.
Проверка сварных швов на герметичность керосином
При монтаже сосудов и трубопроводов необходимо проверять герметичность каждого заваренного стыка. Швы на других конструкциях также требуется проверять на плотность и отсутствие микродефектов. Такие проверки регламентированы ГОСТ 3242-79, озаглавленным «Соединения сварные методы контроля качества». Метод керосиновой пробы использует уникальное свойство этого вещества- очень высокую текучесть. Керосин обладает низкой вязкостью, растворяет жировые пленки и способен проникать в самые мелкие поры и трещинки.
С одной стороны шва наносят мелкодисперсный индикаторный состав (например, мел), а другую смачивают небольшим количеством керосина. Жидкость просачивается через неплотности сварного соединения и окрашивает индикаторный порошок. Так можно локализовать дефекты, не видимые невооруженным глазом, не прибегая к аппаратным методам неразрушающего контроля.
Применяют несколько разновидностей метода керосиновой дефектоскопии:
- обычный: индикаторный состав и жидкость наносятся подл атмосферным давлением;
- пневматический: проверяемое соединение обдувают сжатым воздухом, ускоряя проникновение керосина в поры;
- вакуумный: со стороны индикаторного состава создают разрежение, «вытягивающее» индикаторную среду из пор и трещин;
- вибрационный: в контролируемом изделии с помощью пьезоэлектрических вибраторов возбуждаются колебания высокой частоты(ультразвук), они также повышают проницаемость шовного материала для молекул керосина.
Если требуется повысить разрешающую способность метода, применяют окрашенный различными цветными пигментами керосин — цветная дефектоскопия. Таким способом обнаруживаются трещины и поры размером до одной десятой миллиметра. Толщина испытываемых деталей достигает 25 мм.
На точность метода сильно влияет степень очистки индикаторной жидкости на основе керосина. Загрязнения, особенно масложировые, существенно снижают его проникающую способность и возможность проверить шов. Поэтому для контроля используют специальный керосин высокой очистки, а поверхность изделия тщательно обезжиривают.
Кромки для труб
К соединениям из труб, в частности к трубопроводам, предъявляются повышенные требования. Они являются наиболее трудными при сварке, требуют прочности, надежности и долговечности. Разделка кромок под сварку трубопроводов из стали определена требованиями ГОСТа 16037.
Большое значение придается перпендикулярности оси трубы к ее торцевой поверхности. Чтобы выдержать это требование, перед началом разделки кромок следует совершить обрезку торцов и проконтролировать получение требуемого прямого угла. Угол раскрытия должен составлять 60-70 градусов. Величина притупления кромок составляет 2-2,5 мм. Кромки под сварку труб могут обрабатываться различными способами: с помощью механической обработки, газовой резкой и другими.
При сборке соединения необходимо отслеживать, чтобы совпадали оси и поверхности стыков. Жесткое требование предъявляется к величине зазора. Его значение находится в диапазоне 2-3 мм. Чтобы не произошло перекоса соединения, зазор должен быть одинаковым по всей окружности.