Принцип действия и виды
Принцип действия основан на подачи струи кислорода чистым видом, через сопло газового резака. Вне зависимости от конструктивных особенностей автогена, выполнение происходит за счет сгорания металла под воздействием пропано – кислородной среды. Основное требование к применению устройства – температура горения должна быть выше плавления, иначе материал будет плавиться и стекать, что мешает качественной работе.
Большая часть стальных сплавов не поддается воздействию резака кислородно пропанового, ввиду ограничения по максимально доле легированных примесей. Наличие углерода в составе элемента может привести к нестабильному функционированию, или остановить процесс. Воздействие на металл происходит несколькими шагами:
- Температура повышается до уровня, как сталь начинает гореть. Для получения требуемого факела пламени, озон чистым видом смешивается с горючей смесью, необходимыми пропорциями.
- После разогрева зоны происходит как окисление прогретой стали средой кислорода, так и освобождение материалов с участка обработки.
Классификация ручных резаков подразделяется по нескольким параметрам, зависящим от типа работы. Основные характеристики:
- разновидность горючего газа, применяется метан, пропан — бутан, ацетилен и другие;
- мощность, параметр получения смеси для разогрева;
- конструкция сопла, воздействующая на получение газа, применяется как инжекторные установки, так и без инжекторные.

Инжекторный резак-горелка
Мощность подразделяется на несколько видов, от малой до высокой степени резки вещества. При малой мощности осуществляется воздействие на изделия толщиной от 3 до 100 мм, средним типом установок возможно разрезать материалы толщиной до 200 мм, высокой – 300 мм. Существуют разновидности, способные обработать изделие толщиной до 500 мм, такие установки применяются как промышленностью, так и бытовыми условиями. Некоторые составляющие характеристики зависят не только от мощности, но и от конструкции газового резака.
Виды портативных горелок
Газовыми горелками называют устройства, различные по конструкции и назначению, но их объединяет общая черта – функционирование производится от газа.
Портативные устройства, предназначенные для работы от маленькой тубы, наполненной пропан-бутаном или другим газом, не нужно путать с духовками или мощными агрегатами для сварки, которые работают от природного газа или большого баллона.
Предлагаем краткий обзор основных элементов конструкции недорогой горелки для газового баллончика, которая служит прекрасным образцом домашнего устройства. Оно может пригодится для ремонта на даче или для барбекю.
С помощью компактного прибора можно быстро разжечь мангал, нагреть болты или гайки на морозе, расплавить пластиковые детали, обработать термоусадки. Температуры пламени (до +1300°С) хватает для пайки металлических труб.
Это пример горелки популярного среди пользователей типа, но ассортимент приборов намного шире. Рассмотрим наиболее востребованные виды.
Конструкция
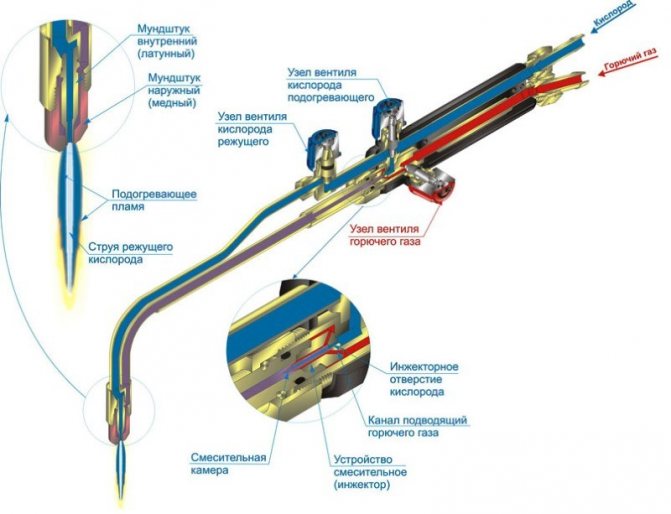
Наиболее распространенный тип устройства, применяемый при обработке стальных структур, это двухтрубный инжекторный резак. Горючая смесь разделяется на несколько потоков, что позволяет отрегулировать мощность пламени при соответствии с работами. Регулировочный механизм находится на внешней части корпуса, существуют приборы рычажного типа.
Поток движется по трубке к наконечнику через головку, высвобождение происходит при высокой скорости через центральное сопло. Мундштук отвечает за главную функциональность резака, режущую часть процесса. Часть газа переводится к инжектору, который выходя под высоким давлением, создает разряжение, тем самым подключается горючая смесь. Процессом смешивания определено выравнивание скорости потока, которым производится действие.
Формирование смеси осуществляется головкой наконечника, в которую попадает по нижней трубке. Факел образуется между наружном, внутренним мундштуком, следствием образования горючей смеси. Двухканальная система оснащена регулировочными вентилями, позволяющими производить настройку подачи как кислорода, так и вспомогательного газа к инжектору.
Конструкция газового резака
Конструкция без инжекторного типа более сложна, так как для двух потоков кислорода и отдельно для газа имеется трубки. Смесь горючего состава происходит непосредственно внутри головки, данная конструкция считается более безопасными действиями. Для выполнения действий потребуется более высокое давление подачи как кислорода, так и горючих газов.
Размеры резаков закреплены стандартами ГОСТа, для производства с мелкими деталями применяются модели Р1 с общей длинной не более 50 см. Более мощные конструкции выпускаются длиннее по форме, существуют специфичные удлиненные конструкции, предназначенные для выполнения задач при трудном доступе к месту резки.
Виды газовых резаков
Режущее газовое оборудование традиционно квалифицируется по различным признакам, но к основным причисляют тип используемого горючего материала и характеристики смешения газа с кислородом. Также резаки могут быть разделены по назначению (на специализированные и универсальные), а также типу производимого среза (разделительные, поверхностные и кислородно-флюсовые).
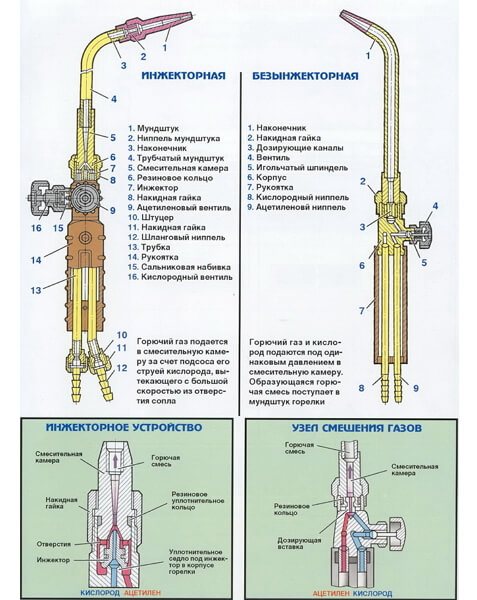
Инжекторные
Устройства инжекторного типа работают по принципу внутрисоплового смешения рабочих газов. Такая конструкция позволяет обеспечить высокие показатели надежности и безопасности работы механизмов. Это обусловлено тем, что горючий газ и кислород подаются к соплу по отдельным каналам и смешиваются в специальной смесительной камере непосредственно перед подачей.
Безинжекторные
Безинжекторные резаки не имеют специальной камеры для смешения газов. Кислород к соплу подводится по двум каналам, горючий газ – по третьей. Смешиваются вещества только внутри головки резака. Устройства этого типа для эффективной работы требуют большего давления газа в сравнении с инжекторными аппаратами.
Преимущества и недостатки
Газовая горелка предназначена для рассекания изделий в производственных условиях, при большом объеме задач. Перед тем, как применить устройство, важно понимать, какими ключевыми особенностями обладает резка металла пропаном и кислородом:
- Механизм действия удобен при выполнении криволинейных линий отреза. Стабильная мощность позволяет разделять на части металлические изделия различной толщины. В ситуациях, когда невозможно применение инструмента, такого как, углошлифовальная машинка, используется газовая горелка. Задача по изготовлению круглого изделия или отверстия глухого типа выполняется газовой горелкой, не требуя особых усилий.
- Газовый резак обладает преимуществом в отличие от бензиновых моделей. Помимо малого веса, механизм не издает повышенных шумов при функционировании, а также компактен.
- Использование аппарата, основанного на воздействии горючего газа, позволяет ускорить выполнение вдвойне, что не под силу механическим инструментам.
- Пропан, как газ в жидком состоянии, отличается низкой ценой. Поэтому применяется не только при обработке изделий в производственных нуждах, но и при утилизации металла и других действиях.
- Использование пропана в качестве горючей смеси позволяет выполнять качественный срез. Порезка осуществляется по узкой кроме, что является основным фактором качественной работы.
Недостатками можно отметить, что некоторые материалы невозможно обработать пропановым резаком, например чугун и высоколегированные стали.
Виды пропановых резаков и их отличия от ацетиленовых
Резак пропановый — это мощный и экономичный инструмент для раскроя листовых заготовок и разборки металлоконструкций. Простота конструкции и надежность, высокая мобильность, отсутствие необходимости в электропитании сделали пропановый резак популярным не только среди профессионалов, но и в среде домашних мастеров. Невысокие цены на оборудование и расходные материалы позволяют экономить значительные суммы по сравнению с другими способами резки металла. Под пропан также можно переоборудовать ацетиленовый резак.
Особенности использования
Стальные материалы с высоким содержанием углерода не рекомендуется резать газовым устройством. Причиной является высокая температура плавления, близкая к параметру очага. Вместо окалины, выбрасываемой от воздействия сопла, происходит реакция материала с краями кромок, результатом чего прекращается доступ кислороду, соединение невозможно обработать.
Работа с чугуном может вызвать некоторые трудности, такие как присутствие графита, форма зернистости. Также газовая резка пропаном не используется, в случаях обработки меди, алюминия, других легко плавящихся сталей.
Необходимое оборудование
Для выполнения различных задач по обработке стали, необходимо подготовить оборудование, соответствующие инструменты. Эксплуатация производятся с помощью:
- баллонов с кислородом и пропаном;
- инструмент для рассекания;
- мундштук определенного размера;
- шланги.
Техникой безопасности обусловлено наличие на каждом баллоне регулировочного вентиля. Пропановый баллон имеет резьбу обратного хода, вследствие этого установка дополнительного редуктора невозможна. Оборудование имеет схожие конструкции, как при домашнем использовании, так и производственными целями. Перед тем, как производить срез металла, необходимо проверить работоспособность, наличие всех регулировочных элементов.

Шланги для кислородно-пропанового резака
Поступление озона маркируется синим цветом, вентили расположены как непосредственно на баллоне, так и на резаке. Пропановый поток маркируется как все остальные газовые и взрывоопасные вещества, красным либо желтым цветом.
После подключения резака, начинается процесс, при котором кислород и пропан сливаются в смесительной камере, вследствие чего образуется горючая смесь. Конструкцией предусмотрена смена агрегатов, для планового ремонта и технического обслуживания, в случае выхода из строя одного из узлов, возможно его заменить, продолжить работу. Мундштук подбирается в зависимости от типа производимых задач, имеет различные показания и отличается по номерам.
Плюсы и минусы газовых резаков
К достоинствам газовых резаков относят:
- Возможность эффективно обрабатывать металл с толщиной до 300 мм (в зависимости от модификации и рабочих параметров оборудования).
- Стабильность горения выходящего пламени. Сжигание смеси происходит без хлопков и обратнонаправленных ударов.
- Возможность работы с металлом в любом направлении.
- Эффективность.
- Высокую производительность.
- Удобство и простота обслуживания оборудования.
- Низкую стоимость устройств и комплектующих.
К недостаткам можно причислить:
- Вероятность возникновения тепловой деформации материала.
- Необходимость доработки образовавшихся в результате разреза кромок.
- Высокий риск возникновения пожара.
- Большая ширина среза, что делает необходимым соблюдение припусков при проведении разметочных работ.
- Нельзя применять в работе с нержавеющей сталью.
- При работе с металлами большой толщины становится заметна конусность среза.
Нюансы резки
Процесс рассекания предусматривает контроль скорости, подбор параметром происходит визуально, зависит от количества искр и их разлетания. Поток искр, образуемый процессом резки, должен образовываться под углом 90 ° по отношению к поверхности. Скорость регулируется, если поток изменяет направление, в этом случае скорость низка, требует настройки.
Толщина структуры влияет на процесс, в случае обрабатываемого листа, толщиной более 6 см, его необходимо разместить под небольшим углом для стекания шлака. При обработке толстых изделий, важно выдержать угол наклона больше на 15 °, контролировать скорость. В случае остановки рассекания на середине пути, процесс не возобновляется в данной точке, а происходит сначала. Во избежание переделки при действиях с толстым изделием, необходимо вести резак так, чтобы металл обрабатывался по всему периметру.
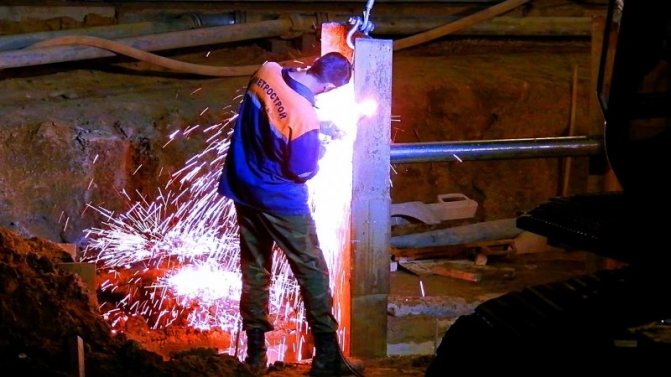
Резка металла газовым резаком
После завершения рассекания стали, отключается подача режущего газа. Затем перекрывается вентиль на баллоне, последней очередью закрывается подача горючей смеси.
Основные способы ведения горелки и присадочного материала
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Поверхностная и фигурная резка
Процесс создания рельефа на поверхности металла производится несколько другим способом. Резка выполняется соплом, а расплавленный шлак, подогревает нижнюю часть изделия. Подогрев производится до температуры, не превосходящей воспламенение материала.
Открытие режущего кислорода обеспечит определенный участок горения материала, благодаря чему производится чистая кромка и линия разреза.
Действие производится под углом до 80 °, после подачи газа, резак перемещается в углы от 18 до 45 °. Образование канавок необходимого размера осуществляется регулировкой скорости. Больший размер канавки достигается как изменением угла мундштука, так и замедлением скорости, регулировкой уровня кислорода. Ширина канавки изменяется путем настройки подачи струи через сопло, соотношение глубины, ширины канавки приравнивается 1 к 6. Ширина при этом условии преимущественный объект, т.к. возможно образование закатов на поверхности изделия.
Инжекторные и безинжекторные горелки
В приборах с инжектором поступление кислорода в камеру-смеситель осуществляется путем его принудительного втягивания из атмосферы через специальный вентиль. Воспламеняющийся газ через инжектор подается в смеситель из баллона под более высоким давлением и соединяется с кислородом. Образованный состав через трубу наконечника подается в мундштук. При этом давление исходящего из канала мундштука газа становится значительно меньше атмосферного.
В горелках безинжекторных оба рабочих газа направляются в камеру под равным давлением (порядка 100 кПа). Вместо инжектора в устройствах такого типа устанавливается обыкновенное сопло, вворачивающееся в наконечник.
Серьезным недостатком инжекторных устройств, несмотря на большую распространенность и востребованность, считается нестабильность состава смеси газов, из-за которого не всегда удается обеспечить стабильно качественное ее горение.
На что обратить внимание при выборе газового резака
Подбор качественного инструмента напрямую зависит на результат. Если пренебречь некоторыми параметрами теряются определенные свойства резака, снижаются параметры безопасности. Пропан и кислород взрывоопасные вещества, которые требуют соблюдения некоторых требований при эксплуатации:
- Рукоятка выполняется из алюминиевых сплавов, пластик применяется более дешевыми инструментами, со временем плавиться, теряет форму.
- Латунный ниппель прослужит дольше алюминиевой структуры, так как имеет больший ресурс к деформациям.
- Вращение вентилей должно производится с небольшим усилием, для остановки процесса в случае возникновения нестандартной ситуации. Рекомендуемый размер вентиля – не менее 4 см.
- Наиболее надежные шпиндели изготавливаются из нержавейки, способны выдержать до 1500 циклов без замены, латунные не выдерживают подобного срока эксплуатации. Наиболее подходящим вариантом являются комбинированные шпиндели, имеющее благоприятное соотношение цена-качество.
- Конструкция резака должна быть разборной, для продления срока службы производится техническое обслуживание. Материал мундштука – медь.

Кислородно-пропановый резак вентильного типа
Необходимо обратить внимание на доступность ремонтных комплектов, запасных частей для резака. Если свободной продажей таковых не имеется, могут возникнуть проблемы при произведении ремонта.
Как пользоваться кислородно пропановым резаком
Функционирование пропаново – кислородным резаком требует соблюдения определенных правил. Перед тем, как пользоваться оборудованием с кислородным, пропановым резаком, важно ознакомиться со следующими требованиями:
- Соблюдение техники безопасности не пренебрегается, важно применять защитную маску или специализированные очки. Также одежда оператора должна быть изготовлена из огнеупорного материала.
- Пламя из резака должно отводиться от шлангов подачи газов противоположной стороной.
- Расположение баллонов с газами не допускается на расстоянии ближе пяти метров до места непосредственных работ.
- Рассекание производится на открытом воздухе, либо в помещении с исправной вентиляцией.
Длительный простой оборудования требует профилактики перед возобновлением работ. Перед началом испытания, отсоединяется пропановый шланг, подается давление газа. Инжектор проверяется пальцем у отверстия, если происходит всасывание, значит оборудование в исправном состоянии.
Температура пламени пропановой горелки и ацетиленовой

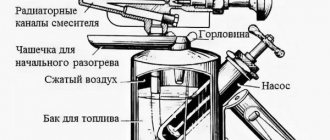
И это правило должно неукоснительно соблюдаться. Ведь залитый в бензиновую «паялку» керосин сделает из нее инструмент наподобие огнемета. Попадая в горелку, он не успеет полностью испариться, следовательно, гореть будут не пары, а сам керосин.
Нормально работать такой инструмент не будет.
Еще опаснее в керосиновую паяльную лампу заливать бензин.
Бензин значительно быстрее керосина испаряется, и давление его паров в горелке будет в 6 раз больше расчетного. При попытке зажечь пары взорвутся, превратив полезный инструмент в опасную бомбу.
Особенности газовых резаков: ацетиленовых и пропановых
Сегодня для резки металла используют горелки различных видов, которые отличаются по типу обработки, назначению, конструкции, подаче кислорода, мощности, типу мундштука, а также виду горючего.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь.
Именно этим пламенем и разрезают листы металла. Такие модели используют в процессе резки соединение кислорода и пропана, при этом срез получается менее чистым, чем при применении ацетиленовых агрегатов. Регулируя мощность подачи газа с помощью индуктора, можно обработать достаточно толстые материалы.
Купить газовый пропановый резак следует благодаря таким достоинствам:
- удобство при создании криволинейных срезов;
- небольшой вес;
- доступная стоимость;
- высокая производительность;
- возможность создания глухих отверстий.
Стоит подчеркнуть, что применяется оборудование этого типа далеко не для всех материалов. Использовать его можно исключительно для чугуна (ковкого), а также сталей с низким или средним содержанием углерода.
Это незаменимый инструмент для работы по шаблону, когда необходимо вырезать деталь определенной формы. Если вам требуется купить резаки, работающее на или , следует обратиться в интернет-магазин «Авант».
Большая Энциклопедия Нефти и Газа
Воздушно-ацетиленовое пламя ( температура 2300 С) используется наиболее широко. Восстановительное пламя предотвращает образование у ряда металлов термостойких окислов, которые препятствуют атомизации.
Воздушно-ацетиленовое пламя имеет более низкую температуру, что уменьшает опасность выгорания припоя. Воздушно-ацетиленовое пламя горелки аппарата УПН регулируется таким образом, чтобы порошок фторопласта-3, проходя через него, не плавился, а только нагревался и частично размягчался.
Применяя воздушно-ацетиленовое пламя, можно напылять также и пластмассы. Применялись воздушно-ацетиленовое пламя ( горелка удлиненная, длина пламени 11 — 12 см и ширина выреза 0 07 см) и кварцевый спектрограф средней дисперсии. Свет от лампы с Fe-катодом пропускался через пламя, в которое распылялись растворы, содержащие железо в концентрации от 7 ло 500 мкг / мл.
Температура воздушно-ацетиленового пламени равна 2100 — 2400 С; температура кислородно-ацетиленового пламени достигает 3300 — 3400 С. Минимальная температура воспламенения кислородно-ацетиленовой смеси лежит в пределах от 416 до 440 С; скорость воспламенения этой смеси равна 90 — 200 м / сек, в зависимости от содержания в ней кислорода.
Скорость распространения взрыва ( детонации) равна 3000 м сек.
Для воздушно-ацетиленового пламени обычно применяются горелки без подсоса внешнего воздуха, а необходимый для горения воздух подается распылителем. Для нормальной работы этих горелок количество воздуха, проходящее через распылитель, должно быть как раз таким, какое необходимо для получения устойчивого пламени; поэтому диаметр трубки, подающей воздух в распылитель, и размер выходного отверстия горелки зависят от давления воздуха в распылителе.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты. В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида.
В воздушно-ацетиленовом пламени алюминий определять практически невозможно из-за недостаточной диссоциации его монооксида. Стехиометрия и рабочая высота пламени сильно влияют на соотношение сигнал — шум и различного рода матричные эффекты.
Если в восстановительное воздушно-ацетиленовое пламя БРОДИТЬ водный раствор алюминия, то абсорбция будет очень мала.
Однако Дэвид сообщает [75], что кислые водные 8-оксихинолиновые раб-творы алюминия обеспечивают в воздушно-ацетиленовом пламени сильный абсорбционный сигнал. Вероятно, это объясняется тем, что органический комплекс препятствует образованию связи алюминий-кислород в частицах аэрозоля, поступающих в пламя, асам комплекс легко диссоциирует при температуре пламени. Страницы: 1
Наивысшая температура пламени горелки.
Регулировка пламени горелки.
Таким пламенем резать нельзя, так как помимо получения некачественного реза заметно снижается производительность.
Регулировка пламени заключается в том, чтобы создать симметричное по отношению к режущей струе кислорода нормальное или слегка окислительное пламя необходимой мощности. Мощность пламени устанавливается в зависимости от толщины разрезаемого металла.
Обычно при правильно установленном давлении и полностью открытых кислородном и ацетиленовом вентилях (на резаке) в зажженном подогревательном пламени есть некоторый избыток ацетилена. Постепенным перекрыванием ацетиленового вентиля достигается нормальное пламя. Нормальное пламя должно быть создано при не полностью открытых вентилях для возможности дальнейшей регулировки.