Общие сведения
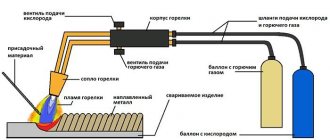
Основное устройство для сваривания деталей газовыми смесями горелка — это инструмент по созданию высокотемпературного пламени. С ее помощью получается узкий факел, нагревающий ограниченный участок соединения деталей. В форсунку подаются горючие газы, например аргон, пропан, и смешиваются с кислородом, создавая горючую смесь. Изменяя соотношение веществ и скорость подачи газовой смеси, регулируется температура пламени.
Основные составные части газовой форсунки:
- изоляционная втулка;
- сопло;
- диффузор;
- смесительная камера;
- регуляторы подачи газа;
- кабельные разъемы;
- рукоятка с кнопкой включения;
- кабеля;
- разъем.
В зависимости от конструкции имеются и другие детали, включая охлаждение форсунки, пьезоэлемент для розжига, подающее устройство.
Проходя смесительную камеру, газ распыляется на несколько струй. Это позволяет получить однородную газовую смесь. Затем она поступает в сопло, где происходит горение. Мундштук на трубке наконечника формирует факел.
Огонь имеет температуру выше, чем та, при которой плавится металл. В результате создается сварочная ванна, в которой в жидком состоянии находятся края деталей и присадочная проволока.
Какие виды газов используются для газовой сварки
При газовой сварке используют различные виды газов: кислород, ацетилен, бензол, пропан, МАФ, бутан, керосин, углекислота, коксовый газ и пр. Чаще всего применяется ацетилен, поскольку температура его горения вместе с кислородом составляет +3 000 °С.
1. Ацетилен.
С2Н2 – такова формула чистого ацетилена. Этот вид газа не имеет цвета, пахнет чесноком, после вдыхания во рту появляется сладковатый вкус. Ацетилен чуть легче воздуха и считается опасным для человека.
Процесс приготовления данного вида газа прост: надо только смешать воду с карбидом кальция в нужных пропорциях. Поэтому его можно сделать на месте сварки, а можно привезти уже готовый, в баллонах. Карбид кальций является кристаллическим веществом, достаточно твердым, изготавливаемым посредством плавки при +1 900… +2300 °С кокса и извести.
Баллонный ацетилен выгодно использовать при небольших объемах работ. Для серийного производства эффективнее применять ацетиленовые генераторы. Основными достоинствами данного вида газа является чрезвычайно высокая температура горения, легкость его получения и удобство регулировки. Недостатками считается высокая стоимость и взрывоопасность.
2. Заменители ацетилена.
Заменителями С2Н2 для газовой сварки являются водород, пропан, коксовый газ, керосин, смесь пропана с бутаном и бензин. Эти виды, как и ацетилен, способны поддерживать высокую температуру в месте газовой сварки. Но, несмотря на повышенный расход кислорода, температура пламени все равно не достигает таких же параметров, как при горении ацетилена. Именно поэтому они применяются в основном для газовой сварки металлических конструкций из легкоплавких и цветных металлов. Для соединения стали они не подходят.
3. Кислород.

О2 выступает неким ускорителем горения, применяемым в процессе работы вместе с избранным газом. Максимальная температура горения достигается использованием чистого кислорода, что значительно повышает качество шва. При газовой сварки можно использовать все три сорта чистоты кислорода: 99,2 %, 99,5 %, 99,7 %. При этом отмечается прямая зависимость скорости работы и нормы расхода кислорода от его чистоты.
Кислород в виде газа не имеет вкуса и запаха, прозрачен и бесцветен, а также он тяжелее, чем воздух. Его получают: из воды – электролизом, из воздуха – путем глубокого охлаждения. После изготовления в газообразном состоянии кислород хранится в баллонах, в жидком – в танках. В процессе сварки необходимо внимательно контролировать количество поступающего кислорода, поскольку его переизбыток ведет к окислению шва.
4. Углекислый газ.
СО2 обладает сильной окислительной способностью и специфическим запахом. Воздух в 1,5 раза легче углекислоты, но она прекрасно растворима в водной среде. Для работ с чугуном, коррозийными сталями, углеродистыми сплавами и металлами, а также с низколегированными соединениями применяют три типа углекислоты.
5. Защитные элементы.

Для защиты сварной ванны от воздействия воздуха применяют инертные газы. Их преимуществами являются отсутствие цвета, запаха, влияния на металл и нерастворимость в нем.
- Аргон. Имеет несколько сортов. Редкие, активные металлы и сплавы соединяются аргонодуговым методом с использованием его высшего сорта. Для стальных и алюминиевых заготовок применяют первый сорт. Аргон не горюч и на 50 % тяжелее воздуха.
- Гелий. Используется специалистами для соединения алюминия, стали, а также активных и чистых материалов.
- Азот. Четыре сорта азота имеют разное количество основного вещества. Используется газ при работе с медью и ее сплавами.
Для улучшения процесса соединения металлов, а также качества шва применяются различные сварочные газовые смеси. Например, аргон и кислород, аргон и углекислота, а возможны смеси аргона, кислорода и углекислоты, а также гелия и аргона.
Особенности
Сварочная горелка пламенем разогревает и расплавляет края соединяемых металлов. Для их соединения в ванну подается присадочная проволока, способствующая смешиванию жидких сталей. Особенности сварки газом:
- работает без электричества;
- низкая стоимость инструмента и расходных материалов;
- разбрызгивание металла значительно меньше;
- не требует специально оборудованного сварочного поста.
К недостаткам сварки газом относится пожароопасность, вероятность втягивания пламени в форсунку, ее перегрев и взрыв. Не всегда удобная ручная регулировка скорости подачи смеси, особенно если приходится сваривать разные по толщине и составу металлы. Каждый баллон имеет свой редуктор, и показывает расход газа литр в минуту. Для получения нужной температуры следует настраивать подачу составляющих веществ по очереди.
Особенности проведения сварочных работ с помощью газовой горелки
Прежде всего, газовые горелки отличаются тем, что они прекрасно подходят для полуавтоматических или автоматических сварных работ, когда сварная проволока подается без использования рук, что в значительной степени облегчает технологический процесс.
Благодаря автоматической сварке можно качественно проварить все труднодоступные участки, причем усилий придется прилагать минимальное количество. Отходов от таких работ минимальное количество. Сварной шов получается довольно прочным за гораздо меньший промежуток времени, нежели во время дуговой электросварки. Минусов у данной технологии не слишком много, они касаются, прежде всего, довольно высокой стоимости оборудования и комплектующих. Вся система отличается сложностью в плане устройства, продукция весьма тяжелая и громоздкая, поэтому перемещать ее с одного места на другое будет очень проблематично.
Технологический процесс сварки состоит из следующих этапов:
- Участки свариваемых деталей нужно тщательно зачистить от всех следов ржавчины или коррозии. Можно сделать это с помощью специальной металлической щетки, насадки на угловую шлифовальную машину.
- Обязательно следует обезжирить поверхность с помощью ТИГа или иных составов, иначе плавящийся электрод будет не слишком плотно прилегать к металлу;
- Активируется газовая горелка, запускается полуавтоматический механизм подачи электрода и начинается непосредственная работа по соединению металлических элементов;
- Обязательно следует установить скорость подачи электрода. Она зависит от типа свариваемых металлов, их толщины и целого ряда других факторов.
Классификация
Горелка имеет механизм подачи газа инжекторный и безинжекторный. Работать она может с расходным материалом газообразным, когда соединяются 2 газа и получается горючая смесь. Жидкостные форсунки используют бензин или керосин, распыляемый в струе кислорода.
Для сварки используются разные конструкции горелок по виду потребляемого газа:
- пропан;
- ацетилен;
- аргон.
Пропановые горелки для сварки металла отличаются безопасной работой и простым устройством. Их используются для соединения деталей с различной конфигурацией, толстостенных заготовок из низколегированных и среднеуглеродистых сталей. Пропан подается с баллона или непосредственно с системы через редуктор и шланг.
Специалистам известно, что такие горелки, как ацетиленовые и аргоновые выдают высокую температуру. Они могут расплавить тугоплавкие стали, алюминий и его сплавы.

Конструкция
Особенности конструкции сварочного оборудования вообще и горелки, в частности, существенно влияют на качество выполняемых работ и позволяют решать задачи, стоящие перед сварщиком. Вот почему перед приобретением этой важнейшей составляющей сварочного процесса следует обратить внимание на отдельные её компоненты.
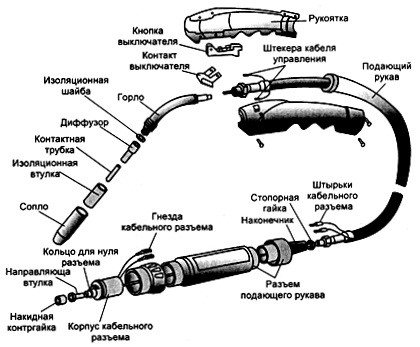
Независимо от марки и конкретного производителя сварочной горелки, она, как правило, состоит из следующих базовых частей:
- так называемая «шейка» («гусак»), являющаяся несущим элементом горелки;
- различные виды изоляторов (втулки и шайбы) которые могут быть заменены как по отдельности, так и вместе с соплом;
- диффузор (или держатель), нуждающийся в замене лишь в случае очень интенсивной эксплуатации;
- рабочее сопло, являющееся самой уязвимой частью сварочной горелки, подвергающейся постоянному воздействию частичек расправленного металла;
- подающий рукав со штекерами, кабельными разъёмами и другими соединителями;
- токовый наконечник, требующий периодической замены.
Большинство из перечисленных деталей, входящих в конструкцию горелок штыревого типа, со временем сильно изнашиваются, а затем приходят в негодность. Каждый сварщик всегда старается иметь определённый запас основных запчастей, исключающий ситуацию, когда сварка должна быть прервана в самый неподходящий для этого момент.
С инжектором или без?
Внутри сварочных горелок смешивание газа происходит по 2 принципам. Исходя из этого, они делятся:
- безинжекторные;
- инжекторные.
От способа подготовки смеси зависят технические характеристики устройств. Кроме этого имеется разделение по типу сварки.
Без инжектора
В безинжекторных моделях газ поступает из баллонов по раздельным каналам в смесительную камеру. С тыльной стороны ручки расположены гнезда для соединения со шлангами. Вентиля разного цвета регулируют подачу каждого компонента смеси в отдельности. С их помощью изменяется температура факела посредством изменения соотношения кислорода и горючего газа.
Каждый поток перед входом в камеру разделяется на тонкие струи. Это улучшает смешивание кислорода и горючего компонента. Такая технология смешивания позволяет работать с низким давлением, точно регулировать температуру.
К недостаткам относится возможность попадания огня внутрь форсунки и смесительной камеры. В результате держатель может взорваться.
С инжектором
Инжектор позволяет регулировать давление только кислорода. По каналу в смесительную камеру от проходит мимо отверстия ввода горючего газа. Большая скорость потока создает зону разряженного воздуха с низким давлением. В нее устремляется газ и смешивается с кислородом.
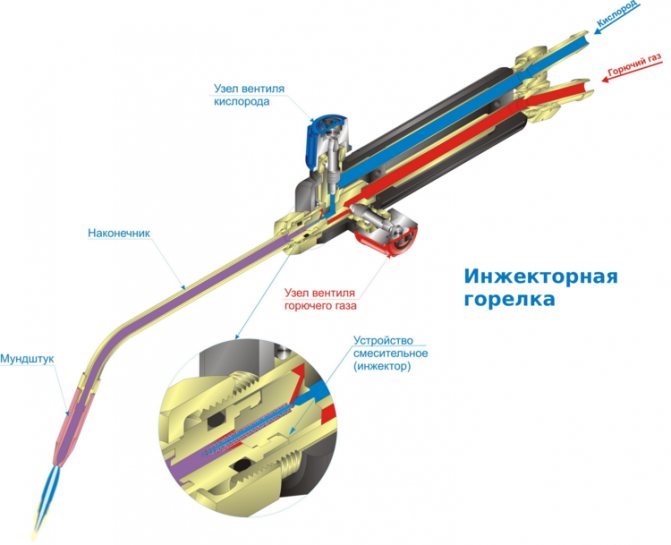
Для горелки с инжектором достаточно подавать под высоким давлением только кислород. Происходит качественное смешивание составляющих компонентов. Высокая скорость выхода газовой смеси не позволяет пламени попасть в форсунку.
К недостаткам относится невозможность регулировать соотношение газов. В результате огонь горит неравномерно. Кислород подается под высоким давлением, с большой скоростью. В противном случае не создается зона низкого давления и пропан не поступает.
Что нужно знать о газовой сварке

Газоплазменная сварка, называемая также газовой, объединяет две металлические детали или листа, расплавляя их края и объединяя основной материал с припоем или добавочным металлом. Расплав достигается созданием области высокой температуры в зоне сварки с помощью сгорания некоторого газа с определенной скоростью. Как газовая резка, так и сварка происходят путем экзотермической реакции расплавленного металла с горящей газовой смесью, подающейся к месту реза (сварки).
Требуемая для соединения температура горения достигается смешиванием кислорода с каким-либо горючим газом. Процесс соединения газов происходит внутри газового смесителя, куда они поступают из разных источников. На выходе из смесителя происходит искусственный поджог газа. В соответствии с технологией сварки газом, объем подачи каждого из компонентов смеси регулируется отдельно. Благодаря этому создаются наилучшие условия для резки и соединения металлов. Данный принцип характерен для любого газопламенного аппарата.
Посредством аппарата газовой сварки можно:
- сваривать различные заготовки;
- паять (например, ремонтируя испорченные детали);
- наплавлять;
- разрезать металлопрокат в листах или трубы на заготовки.
Благодаря множеству преимуществ, сварка газом применяется в различных отраслях хозяйства: промышленном производстве, строительстве, ЖКХ, ремонте автотранспорта, для бытовых целей в городских квартирах, на дачах и в домах. Газосварка может соединить практически все виды металлов. Сфера ее применения обширна: слияние частей сложных конструкций, деталей из цветного металла, тонкостенных труб и пр. А если правильно выбрать припой и подобрать условия, то можно сварить чугун и напаять на него латунь. Газовая резка и сварка позволяют получать изделия высокого качества.
VT-metall предлагает услуги:
Процесс пайки происходит методом нагрева заготовок с одновременным расплавлением припоя с флюсом. На расплавленных стыках заготовок идет процесс взаимного проникновения (диффузии) металлов и припоя. Шов при этом получается ровный и красивый, в дальнейшем он может быть дополнительно обработан.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Метод наплавки используется для покрытия одной металлической заготовки иным по типу или структуре металлом. Поверхность основной заготовки нагревается до температуры запотевания. Данный метод позволяет ремонтировать и восстанавливать детали, наплавлять другой материал с лучшими прочностными характеристиками, увеличивать размеры изделия. Использование наплавки понижает стоимость ремонта, уменьшает количество используемого дорогого материала и продлевает срок службы.
Как работать?
Сначала следует пустить горючий газ, затем кислород и поджечь смесь, выходящую из сопла. Настроить расход, ориентируясь по цвету пламени или показаниям приборов. Факел направить в начало сварного шва. Подвести присадочную проволоку. Когда образуется ванна, перемещать расплавленный металл вперед, формируя шов.
Дойдя до конца соединения, убрать присадочную проволоку и выключить газ в обратном порядке.
Сварщик-аргонщик 6 разряда, мастер по сборке и сварке емкостей под химикаты Осадчий М. К.: «У газовых горелок в зависимости от конструкции, встречаются 2 режима работы – запуска: 2-тактный и 4-тактный. Если в техническом паспорте указан режим работы в 2 такта, то кнопку пуска на корпусе горелки следует нажать в начале сварки и отпустить после завершения работы. При 4-тактном режиме при первом нажатии на кнопку, включается поступление газа. Когда ее отпускают, начинается сам процесс сварки. При втором нажатии на пуск сварка прекращается, и газ перестает поступать, когда кнопку отпускают. Горелки с режимом включения в 4 такта подходят для полуавтоматов, позволяют контролировать подачу защитного газа в ванну до начала нагрева и до остывания. Такими горелками удобно варить длинные швы, не надо долго держать палец напряженным на кнопке».
Многопламенные горелки
Многопламенные горелочные устройства состоят из коллектора с несколькими огневыми наконечниками, запальной горелки и ручки, оснащенной входным штуцером. Подача сжатого воздуха выполняется принудительно.
Такие горелки предназначены для:
· наплавления и сварки деталей из черных либо цветных металлов;
· нагревания или высушивания поверхностей значительной площади (например, при проведении кровельных работ);
· устранения сварочных напряжений и повреждений;
· нагрева металлических деталей при посадке их с натягом.
Применение устройств с несколькими факелами вместо однопламенных позволяет увеличить производительность труда, сократить сроки производства работ.
Популярные виды
Существует множество моделей газовых горелок, имеющих свои конструктивные особенности. Какой режим сварки выбирать зависит от свариваемых материалов и объема работы. Если дома потекла труба, то ее можно отремонтировать простой пъезогорелкой с присадочной проволокой.
Сделать водопровод и отремонтировать автомобиль потребуется ручной полуавтомат или газовый аппарат, работающий в режиме TIG.
Для полуавтомата
Полуавтомат работает с присадочной и сварочной проволокой, которая автоматически с постоянной скоростью подается в ванну. Она может использоваться только как присадочная и плавится за счет горящего газа. В большинстве автоматов проволока одновременно является электродом, на конце которого создается дуга.
Настройка всех режимов осуществляется до начала сварки. После этого с изменением силы тока увеличивается количество подаваемого газа, и скорость подачи проволоки.
Длина шланга для подачи расходных материалов 3 – 5 м.
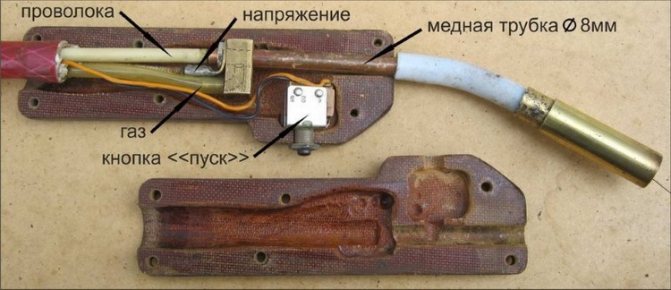
Простое устройство позволяет собрать горелку самостоятельно, даже не имея чертеж своими руками. Любой дом требует сварочных работ при строительстве и обустройстве. Объем работ небольшой и покупать аппарат дорого, сделать самодельный обойдется дешевле.
Для аргонодуговой
Аргонодуговая сварка производится в режиме TIG. Она позволяет варить тугоплавкие материалы типа алюминия. В центре форсунки расположен держатель для вольфрамового электрода. Дуга постоянно находится в защитной атмосфере.
Регулировка газа производится вентилем на ручке. Длина рукава 4 – 8 м.
Для точечной сварки
Работают приспособления в режиме TIG – WIG. От остальных форсунок их отличает фигурное сопло, которое закрывает кремневый мундштук с вольфрамовым неплавящимся электродом. Принцип действия заключается в точечном расплавлении металла с одной или двух сторон. Соединение имеет аккуратные точки сварки. Присадочная проволока не применяется, плавится только металл свариваемых деталей.
В момент образования соединения, неплавящийся электрод находится внутри мундштука в среде газа, который создает дополнительный прогрев и высокое давление. На создание одной точки сварки уходит несколько секунд. Рука сварщика прижимает мундштук к металлу и нажимает на кнопку.
Для применения точечной сварки под детали подкладывается медный лист – подслой, отводящий лишнее тепло и одновременно выступающий токосъемником.
В момент окончания сварки включается дожигатель проволоки. Он завершает формирование места сварки, не давая проволоке резко остыть.
Как выбрать ацетиленовую горелку

При выборе ориентируйтесь на безопасность
В торговой сети реализуются множество модификаций сварочных горелок, как отечественного, так и западного производства. Наконечник ацетиленовой горелки бывает от 0 до 7 типоразмера.
Главные параметры выбора зависят от параметров свариваемых деталей:
- толщины свариваемых узлов;
- химического состава свариваемого металла;
- размер соединительного сварочного шва.
Топ 6 надежных горелок

Сегодня самыми популярными устройствами являются:
- горелка ацетиленовая г2 — м «Малютка» — для пайки высокотемпературным припоем, цена: 2650 руб.;
- горелка ацетиленовая г2 — 4м,с 4-мя цельнотянутыми наконечниками: от 0 до 3 размера, с возможной толщиной свариваемого металла от 0.3 до 8.,0 мм, цена: 2559 руб.;
- горелка ацетиленовая гс — 2, с толщиной свариваемого металла от 0.5 до 5.0 мм, цена: 1250 руб.;
- горелка ацетиленовая г2 — 23, с толщиной свариваемого металла от 1.0 до 4.0 мм, цена: 1439 руб.;
- горелка ацетиленовая гс -3, с наконечниками 4,6 с климатическим исполнением +45С до -40С, цена: 1197 руб.
Плюсы и минусы пьезовых модификаций
Любителям, периодически проводящим сварочные работы, удобно использовать горелку газовую с пьезоподжигом. Она представляет собой баллончик с газом и установленной на его горловине форсункой.
Переносной сварочный аппарат регулируется винтом подачи газовой смеси. Достаточно нажать на кнопку пьезоэлемент выдает искру, поджигая факел. Работать можно в любых условиях, кроме холода ниже – 20⁰, когда сжиженный газ в баллоне начинает замерзать.
К недостаткам небольших горелок с пьезоподжигом является их малый объем и утилизация. Баллон и форсунка представляют неразъемное устройство разового использования. Когда заканчивается газ, оборудование приходится выбрасывать, предварительно стравив остатки газа, чтобы не произошло несчастного случая.
Пьезоэлемент для поджигания факела применяется на газовых форсунках аргонодуговой и TIG сварки. При нажатии на кнопку возникает искра, поджигающая газ.
Основные виды газовой сварки

Особенности соединяемых металлов и их сплавов, форма заготовок, направление сварки газом и прочие факторы оказывают значительное влияние на ее технику.
Газовая сварка разработана для соединения чугуна, а также цветных металлов, поскольку, в отличие от дуговой, она выполняется быстрее и качественнее. Единственным исключением является легированная сталь. Причина – низкий коэффициент теплопередачи этого сплава, из-за которого заготовки значительно деформируются.
К настоящему времени разработаны разнообразные виды газовой сварки. Это «левая» и «правая», а также ванночками, многослойная и газовая сварка валиком.
При «правом» виде сопло сварочного аппарата ведется слева направо. Подача присадки осуществляется после прохождения соплом свариваемого участка. Пламя из сопла плавит присадку. Температура, при которой она расплавляется, как правило, меньше температуры плавления заготовки. Потому растопленная присадка ровно покрывает шов сверху.
«Левый» вид газовой сварки называют основным. При его использовании идет обратный процесс – справа налево, при этом подача присадки происходит спереди. Данный вид считается более простым, однако используется исключительно для листового тонкого металла. Помимо всего, он еще и менее экономичный, поскольку расход газовой смеси и присадки выше.
Вид соединения валиком применяют для листов металла и считают более трудоемким. Формой шов напоминает валик, откуда и пошло название. Имеет высокое качество – без шлаков, воздушных лакун и пор.
Ванная сварка – значительно более сложный вид газового соединения, требующий особого умения и навыков. Заключается он в спиральной укладке присадки в сварной шов, когда на проволоку воздействует пламя разной температуры, проходя через нее. Витки спирали немного перекрывают друг друга. Применяется для газовой сварки низкоуглеродистой листовой стали.