Одним из широко распространенных видов соединения деталей из металлов и сплавов является газовая сварка. Она относится к группе, которая называется сваркой плавлением. По своей популярности она уступает первое место дуговой сварке. Для реализации процесса применяется так называемый сварочный газ. Его получают в готовом виде или в результате химических реакций. Особенности сварки заключаются в следующем:
- применяют различные газовые смеси;
- с ее помощью получают торцовые и стыковые швы.
Сущность процесса газовой сварки
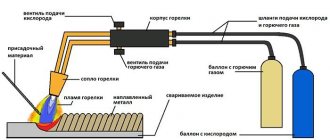
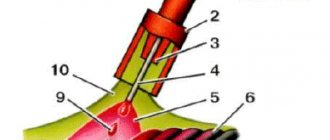
Газопламенная сварка, или просто газовая, предполагает соединение двух деталей или листов металла с помощью создания расплавленных кромок с последующей диффузией основного металла с добавочным (припоем). Для этого в области шва создается высокотемпературная область благодаря горению определенного газа с заданной скоростью. Газовая сварка и резка металла производится за счет экзотермической реакции процесса горения подаваемой газовой смеси с жидким (расплавленным) металлом.

Для создания необходимой температуры горения используют смесь кислорода и одного из горючих газов. Одновременно подаются в газовый смеситель от отдельных источников. После смесителя их искусственно поджигают. Технология газовой сварки предполагает регулировку объема каждого компонента. Это создает наилучшие условия проведения сварки и резания металла. Такой принцип применяется во всех газопламенных агрегатах.
В практической деятельности применяют два способа: левый и правый. Первый предполагает движение горелки от правого края детали к левому. Сформированную струю направляют на присадочную проволоку, которая двигается перед пламенем. В этом случае обзор шва и кромки металла удобнее. Качество шва и его внешний вид получается лучше. Данным способом сваривают тонкие листы, небольшие детали, изделия из легко плавящихся материалов.
По второму способу сварка проводится в обратном направлении – от левого края к правому. Присадочную проволоку медленно перемещают за пламенем горелки, которое направляют на определенный участок. Обеспечивается лучшая глубина воздействия на края металла, улучшается схватывание за счет медленного остывания и постепенной кристаллизации расплавленного края. Данный метод позволяет получить меньшее рассеивание теплоты, что обеспечивает получение наклонных кромок в 70°. Такой угол способствует снижению объема наплавленного металла, повышению производительности, снижению расхода газовой смеси, припоя и флюса. Благодаря таким возможностям его применяют для сварки металла толще пяти миллиметров.
В обоих способах, кроме продольного движения струи пламени, делают небольшие поперечные движения. Они позволяют лучше прогревать поверхность металла, близкую к краю, и обеспечить надежное сваривание.
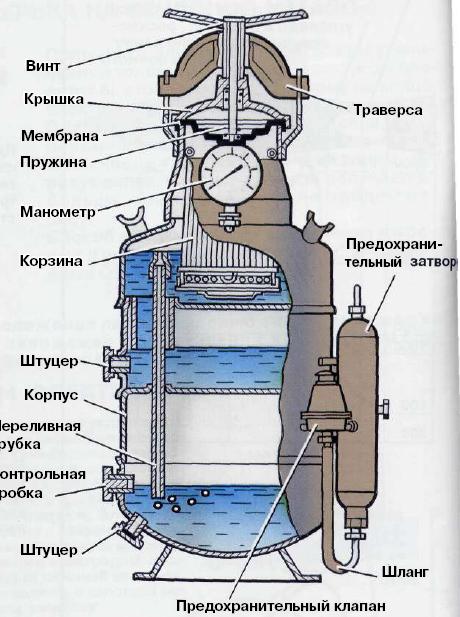
Ацетиленовые генераторы
Генераторы для сварки вырабатывают ацетилен, который получается при соединении карбида кальция с водой. Такие аппараты бывают мобильными и стационарными. По выходному давлению их делят на 3 категории:

генераторы низкого давления до 0,1 атмосферы;- среднего от 0,7 до 1,5 атм.;
- высокого давления свыше 1,5 атмосферы.
При этом аппараты могут производить от 0,3 м3 до 160 м3 ацетилена в час.
По способу получения газа генераторы делят на пять видов:
«КВ». В этих генераторах карбид поступает в воду небольшими порциями. При падении давления ниже порогового поступает новая порция карбида. Гашеный карбид кальция удаляется через нижний выпускной клапан. Из-за больших габаритов используется в стационарных установках. Имеет наивысший выход ацетилена.
«ВК». Здесь вода попадает на карбид. Вода подается небольшими порциями, по мере снижения давления. Такой способ называется «ВК по мокрому принципу». Аппарат имеет простую и надежную конструкцию. Производительность до 10 м3. Недостатком является неполное гашение карбида кальция.
«ВК» по сухому процессу. В камеру с карбидом кальция вода подается дозированно. При образовании ацетилена выделяется теплота, которая испаряет излишки воды. За счет этого гашеный карбид получается сухой. Отсюда и название.
«ВВ». В генераторах этого вида получение газа получается за счет вытеснения воды из камеры газообразования корзиной с карбидом кальция. При падении давления вытесненная вода поступает обратно в камеру. Аппарат применяется в передвижных сварочных постах.
«ПК». В генераторах используется комбинированный принцип получения газа. Совмещаются два способа: «вода на карбид» и « вытеснение воды». Используется в передвижных установках. Обладает плавной регулировкой подачи газа.
Назначение и область применения
Применение газового сварочного аппарата позволяет проводить следующие операции:
- сварку различных деталей;
- паяние (в том числе ремонт поврежденных изделий);
- наплавку;
- резание листового проката и труб на отдельные заготовки.
Достоинства газовой сварки позволяют использовать ее в строительстве, промышленном производстве, коммунальном хозяйстве, ремонте автомобилей, при решении бытовых задач на дачах и в загородных домах. Сварка газом способна соединить практически любой материал. Ее применяют при соединении узлов изделий из цветных металлов, тонкостенных труб, элементов сложных конструкций. При правильном подборе условий и припоя возможно сваривание чугуна и наплавление на его поверхность латуни. Соединение и резка металлических элементов позволяет получать требуемый результат хорошего качества.
Пайка производится благодаря нагреву спаиваемых деталей и расплавлению припоя с добавлением флюса. В этом случае происходит поверхностная диффузия на стыках детали с расплавленным припоем. После остывания получается надежный и эстетичный шов, который можно подвергать обработке.
Наплавка предназначена для нанесения на поверхность основного изделия металла другого типа или структуры. В этом случае обрабатываемая поверхность прогревается до температуры так называемого запотевания. Этим методом восстанавливают изношенные детали, увеличивают размеры, наплавляют материал, обладающий более высокими характеристиками по прочности и изнашиваемости. Применение наплавки увеличивает срок службы деталей, сокращает расход дефицитного материала, снижает стоимость ремонта.
Плюсы и минусы газовой сварки
Газовая сварка, как и другие виды, обладает своими достоинствами и недостатками.
Профессионалы отмечают следующие плюсы:
- доступность применения (сварочные работы можно производить в любом месте без привязки к сложному технологическому оборудованию и стационарным источникам энергии);
- обеспечение широкого диапазона температур плавления;
- возможность сварки большого количества разных по свойствам металлов: от чугуна до цветных сплавов;
- при правильном подборе вида пламени и скорости горения совместно с соответствующим припоем и флюсом добиваются качественных и надежных швов;
- последовательные нагрев и остывание не позволяют образовываться трещинам и пустотам, нарушающим целостность соединения;
- транспортировать газовый аппарат достаточно просто;
- себестоимость сварочных работ невысокая (не требуется дорогого сложного оборудования).
Есть и минусы:
- создается обширная площадь нагрева (может привести к повреждению близлежащих термонестойких элементов конструкции);
- увеличение толщины заготовки приводит к существенному снижению производительности операции (применение данной технологии для листов или деталей, толщина которых превышает пять миллиметров, становится нерентабельным);
- имеет ограничение по применению (проведение сварочной операции внахлест нецелесообразно в связи с высокой вероятностью создания неблагоприятных напряжений в металле, которые могут привести к деформации или разрушению места стыка);
- реализация этой технологии плохо поддается автоматизации;
- высокая опасность пожара и взрыва используемых компонентов при хранении и переноске к месту проведения работ.
Оборудование и материалы для газовой сварки
Проведение работ предполагает подключение целого набора комплектующих элементов. Газосварочное оборудование включает:
- газовый генератор, являющийся источником ацетилена;
- баллон с кислородом (для обеспечения процесса горения);
- газовый редуктор;
- комплект предохранительных клапанов (позволяют повысить безопасность применения газового оборудования);
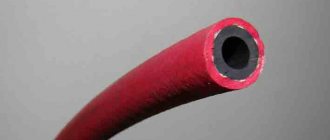
- специальный газовый шланг для подачи соответствующего газа (для каждого вида рукава имеют свою конструктивную особенность, замена одного на другой категорически запрещена);
- газовая горелка;
- различные виды припоев и флюсов.
Для удобства применения оборудование для газовой сварки размещают на специальной тележке. Это позволяет придать всей конструкции определенную мобильность и облегчить транспортировку от одного объекта к другому.
Горелки подразделяются на два типа: обычные и инжекторные. При использовании газовой горелки необходимо контролировать скорость выхода газа, длину пламени и создаваемую температуру. Флюс для выполнения сварки выбирают на основании известных характеристик металла и требуемых задач. В качестве припоя используется проволока. Она служит источником дополнительного металла при сварке. Применение присадочного материала позволяет качественно выполнить сварку и получить надежное соединение.
При проведении операции резания металла вместо горелки применяют газовый резак. Кроме основного оборудования, сварочный пост оснащается набором слесарного инструмента, необходимого в процессе проведения работ.
Проволока и флюс
Для соблюдения технологии сварки применяется специальная проволока. Ее называют присадочной, а диаметр выбирается в зависимости от толщины детали и способа сварки. Для правого метода диаметр должен быть равен половине толщины детали, для левого – половине плюс единица. В зависимости от марки материала применяют конкретный вид проволоки, например марганцевую или кремнемарганцевую. Правильный выбор производится на основании существующих таблиц. Вся проволока выпускается в мотках с соответствующей маркировкой. Для сварки цветных металлов выпускают присадочные прутки или полосы.
В качестве флюса применяют специальные химические составы на основе борной или кремниевой кислоты с соответствующими добавками. Они выпускаются в форме паст, порошков, растворов. Для получения наилучшего эффекта такие растворы изготавливают самостоятельно.
Популярные модели
На современном рынке имеется огромный ассортимент газосварочного оборудования от отечественных и мировых изготовителей. Многими из них освоено изготовление всей линейки инструментов как для переносных комплектов, так и неподвижных крупных постов, применяемых на предприятиях промышленности и на производственных поточных линиях.
Важно! Свою продукцию также предлагают и китайские компании, стремящиеся занять свою нишу за счет дешевизны. Но дешевый инструмент не всегда готов пройти проверку газосварочного оборудования в наших реалиях, потому рекомендуется предпочесть российских либо западноевропейских производителей.
К ним относятся:
- «Диоксид», РФ;
- «Steiger», Германия;
- KZ, Россия;
- «IDEAL», Германия;
- «Graphopress», Нидерланды.
Сергей Ануфриев, газосварщик, стаж работ 20 лет: «К выбору оборудования для производства газосварочных работ нужно относиться ответственно и тщательно, так как от его качества зависит не только эффективность применения, но и безопасность работающих».
Виды и назначение используемых газов
Газ выбирают в зависимости от технических условий процесса сварки и резания металла.
В качестве основных газов для создания горючей смеси применяют:
- кислород (служит катализатором плавления и поддержания стабильности процесса горения);
- ацетилен (это смесь водорода и кислорода с содержанием аммония, полученная в результате химической реакции диссоциации);
- метан;
- пропан.
Кислород бывает трех категорий: высшей, первой и второй. Категория зависит от процентного содержания кислорода. Чистота газа влияет на качество сварки, особенно на процесс резки. Смеси ацетилена и кислорода хранятся в баллонах или получаются в газогенераторе.
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.
Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Низкоуглеродистую сталь можно варить практически с любыми газами. Важно выбирать правильную присадочную проволоку: она должны быть выполнена также из стали с низким содержанием углерода.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав. Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва.
Как выбрать газ в зависимости от вида металла
На правильный выбор требуемого газа основное влияние оказывает толщина листа металла, с которым предстоит работать. Такой выбор легко сделать, обратившись к соответствующим таблицам. Они составлены на основе расчетов и учета опыта применения газов в различных условиях. Например, для сварки листов углеродистой стали целесообразно применять смесь аргона и диоксида углерода с последующим добавлением кислорода.
Имеете опыт работы с газовой сваркой? Обязательно поделитесь им в комментариях к данной статье!
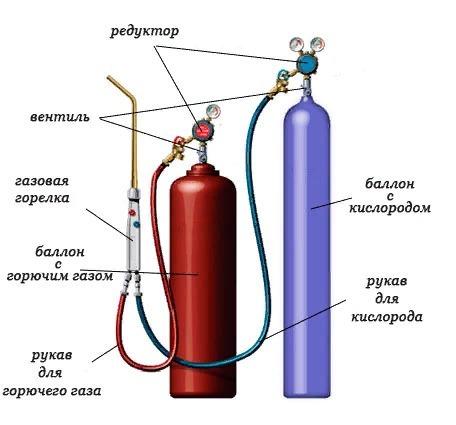
Оборудование для газосварки
В комплект аппарата для газовой сварки или резки входят:
- горелка или резак;
- кислородный и ацетиленовый шланг;
- кислородный баллон;
- ацетиленовый генератор или пропановый баллон;
- редукторы.
Каждая деталь газового аппарата имеет большое значение, и обойтись без нее нельзя. Но можно составить комплект аппарата для газовой сварки, покупая приборы постепенно, заменяя их, подбирая нужные параметры.