В качестве горючих газов для газовой сварки применяют ацетилен, водород, природный газ и другие. Также применяются газовые смеси для сварки, такие как нефтяной газ, пропанобутановая газовая смесь, пиролизный газ. Кроме того, для газовой сварки используют пары горючих жидкостей — бензина и керосина.
В таблице представлены наиболее распространенные газы и газовые смеси для газовой сварки и газовой резки, указаны их основные свойства и область применения:
Газ
| Плотность при нормальных условиях, кг/м2 | Теплота сгорания при нормальных условиях, кДж/м3 | Температура пламени в смеси с кислородом, °C | Коэффициент замены ацетилена | Предел взрываемости (%) при смешивании с: | Область применения | ||
| воздухом | кислородом | ||||||
| Ацетилен | 1,09 | 529200 | 3200 | 1 | 2,2-81,0 | 2,3-93,0 | Все виды газосварки |
| Водород | 0,084 | 10080 | 2400 | 5,2 | 3,3-81,5 | 2,6-95,0 | Для сварки тонкого металла (до 2мм), сварки чугуна, алюминия, латуни |
| Коксовый | 0,4-0,55 | 14700-18480 | 2000-2300 | 3,2 | 4,5-40,0 | 40,0-75,0 | Для пайки, сварки легкоплавких металлов, кислородной резки |
| Нефтяной | 0,87-1,37 | 36540-62160 | 2000-2400 | 3,0 | 3,8-24,6 | 10,0-73,6 | То же |
| Метан | 0,67 | 33600 | 2400-2700 | 1,6 | 4,8-16,7 | 5,0-59,2 | То же |
| Пропан | 1,88 | 87360 | 2600-2800 | 0,6 | 2,0-9,5 | 2,0-48,0 | Пайка и сварка цветных металлов, газовая резка, сварка сталей толщиной до 6мм, правка, огневая зачистка |
| Бутан | 2,54 | 116760 | 2400-2500 | 0,45 | 1,5-8,5 | 2,0-45,0 | То же |
| Бензин | 0,7-0,76 | 42840 | 2400 | 1,4 | 0,7-6,0 | 2,1-28,4 | Газовая резка сталей, пайка и сварка легкоплавких металлов |
| Керосин | 0,82-0,84 | 42000 | 2300 | 1,6 | 1,4-5,5 | 2,0-28,0 | То же |
Выбор того, или иного газа для сварки зависит не только от температуры пламени, но и от количества теплоты (теплотворной способности), которое получается при его сгорании. Коэффициент замены ацетилена, указанный в таблице, это отношение расхода газа-заменителя к расходу ацетилена при одинаковой эффективной тепловой мощности. Данный коэффициент необходим, если потребуется заменить ацетилен другим горючим газом.
Что такое газовая сварка и где она применяется
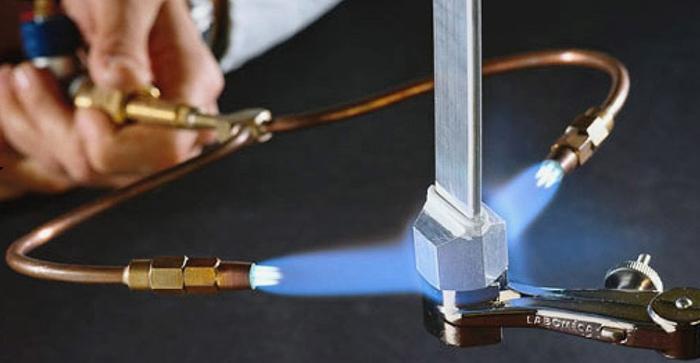
Сварка газом используется для соединения металлических поверхностей в одно целое. Сущность этого способа заключается в расплавлении кромок обрабатываемых элементов за счет высокой температуры горения газа, подаваемого под давлением.
Для формирования шва используется добавочный припой. Таким образом, газовая сварка и резка металлов выполняются за счет экзотермической реакции взаимодействия горячей газовой смеси и обрабатываемого материала, находящегося в расплавленном состоянии.
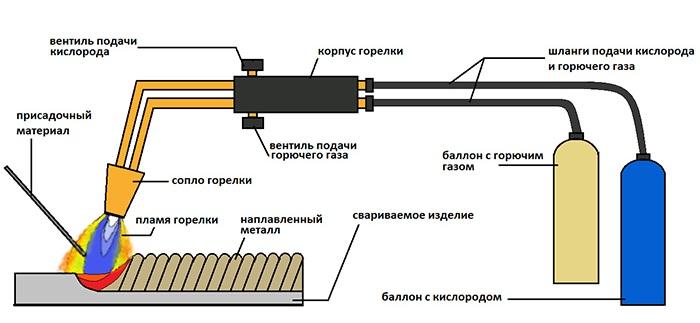
В процессе обработки обязательно задействуется специальное оборудование. Чтобы получить необходимую температуру, требуются один из горючих газов и кислород. Эти компоненты подаются из отдельных емкостей в смеситель. Поджигание выполняется искусственно.
Газовую сварку применяют для:
- соединения различных деталей;
- наплавки;
- паяния;
- резки труб и листового проката.
Этот способ обработки металлических элементов нашел применение в промышленном производстве, строительстве и т.д. Его нередко используют при ремонте автомобилей, устранении бытовых поломок, для фиксации узлов из цветных металлов.
Подходит он и тогда, когда необходимо соединить элементы из чугуна и латуни. Наплавка газосваркой часто применяется для увеличения размеров деталей, устранения изношенных частей и повышения прочности.
Нефтяной газ, природный газ и пропанобутановая смесь для газовой сварки
Пиролизный газ представляет собой смесь горючих газов, образующихся при распаде нефти, мазута и других нефтепродуктов при воздействии на них высоких температур. В состав пиролизного газа входят сернистые соединения, которые вызывают коррозию мундштуков в газовых сварочных горелках. Поэтому, перед применением этот газ проходит тщательную очистку.
Нефтяной газ — является побочным продуктом нефтеперерабатывающих предприятий. Он используется, в основном, для резки и сварки металлов малой толщины и для сварки цветных металлов.
Пропанобутановые смеси являются бесцветными смесями, не имеющими запаха. Состоят они из пропана С3Н8 и бутана С4Н10. Эта смесь обладает наибольшей теплотворной способностью, т.е., при её сгорании выделяется наибольшее количество теплоты.
Требования по ГОСТу
Газосварочный процесс является ручным, качество шва оценивается субъективно и зависит от мастерства сварщика. ГОСТа на результат работы не существует. Однако есть ряд требований к соблюдению технологии.
Качество карбида кальция, применяющегося при сварке, регулируется ГОСТ 1460-2013. Кроме того, нормативными актами установлены параметры давления в редукторе и баллоне, характеристики присадочной проволоки, требования к генератору. Существуют ГОСТы для горелок и шлангов.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
- давление, выдаваемое редуктором;
- параметры ацетиленового генератора;
- тип используемых шлангов;
- требования к баллонам для газа;
- тип используемых для сварки горелок;
- тип проволоки, используемой для сварки.
Перечень используемых газов для разных металлов
Во время работы могут потребоваться разные виды газов:
- ацетилен;
- легкий водород;
- коксовый угольный газ;
- горючий кислород;
- керосин;
- пропан;
- бутан;
- пиролизный газ и т.д.
Характеристики и чистота газа влияют на качество сварки и резки металлов.
Легкий водород
Это бесцветный газ без запаха, который примерно в 14,5 раза легче воздуха. Данное вещество получают путем разложения молекул воды электрическим током. Сочетание водорода с кислородом в неправильной пропорции образует взрывоопасную смесь.
Необходимо предельно точно соблюдать технику безопасности.
Газ для сварки должен соответствовать требованиям ГОСТ 3022-80. Кислородно-водородное соединение горит синим пламенем без четких очертаний, что затрудняет его регулирование.
Рекомендуем к прочтению Как варить давлением
Пиролизный газ
Его получают во время переработки нефтепродуктов при температуре +720 °C…+740 °C. Пиролизный газ фасуют в баллоны под давлением 1,9 МПа. По характеристикам горения он схож с ацетиленом. Для сварки и резки применяется редко, т.к. провоцирует коррозии сварочного аппарата. Конец горелки требует тщательной чистки после каждого применения.
Керосиновое топливо
Это желтоватая прозрачная жидкость, являющаяся результатом переработки нефтепродуктов. Керосин быстро испаряется при плюсовой температуре, образуя горючий газ. Во время работы с ним необходимо строго соблюдать особые правила предосторожности, т.к. это вещество может взорваться в случае неправильного применения.
Газ часто задействуют для обработки цветных металлов. Керосин для сварочных работ и резки должен удовлетворять требованиям ТУ 38.71-58-10-90.

Коксовый угольный газ
Он бесцветен, но имеет характерный запах сероводорода. Вещество получают в процессе переработки угля в кокс. В его составе есть пропан, водород, метан и т.д. Газ, предназначенный для сварки, предварительно очищают от примесей, смол и сернистых соединений.
Горение возможно только при сочетании с кислородом.
Коксовый газ применяют для сварки и пайки изделий из цветных металлов. К месту проведения работ его подают по трубопроводам под давлением 1,3-1,5 кПа. Реже используются баллоны.
Горючий кислород
Необходим для поддержания процесса горения. Он поставляется на место сварки в баллонах. В специальном аппарате кислород смешивается с выбранным горючим газом и подается на горелку.
Ацетилен
Наиболее часто применяется при сварке. Он бесцветен, но имеет характерный чесночный запах из-за включения примесей сероводорода, фосфористого водорода и аммиака. Его вдыхание может спровоцировать приступ головокружения, тошноту и другие признаки отравления. Ацетилен легче воздуха. Он поставляется на место проведения работ в баллонах, находящихся под давлением.
Природный газ
В природном газе, применяющемся для сварки, присутствуют примеси водорода, метан, оксид углевода и т.д. Чаще его используют для обработки легкосплавных металлов.

Сварочный газ
В полуавтоматической сварке используются инертные газы, такие как аргон, гелий, углекислота. Реже используют водород, азот и кислород. Подается он в баллонах различного объема.
Чаще всего встречается объем 40 литров. Газ при сваривании образует защитную зону, которая защищает дугу от воздействия атмосферы, а свариваемые поверхности от окисления и пор. Шов при его использовании получается ровным и качественным.
Опытные сварщики знают рецепты смесей, использование которых позволяет использовать преимущества каждого из газов, составляющих данную смесь.
Достоинства и недостатки
Метод газосварки имеет следующие достоинства:
- доступность расходных материалов;
- простота транспортировки баллонов с газом и другого оборудования к месту работы;
- обеспечение нужного диапазона температур для плавления;
- допустимость применения для сварки многих видов металлов;
- регуляция скорости горения и вида пламени при использовании флюса или припоя.
К преимуществам такого метода относится равномерное прогревание и остывание обрабатываемых поверхностей. Это препятствует появлению пустот и трещин в готовом покрытии. Достоинством газовой сварки считается и низкая цена расходных материалов.
У этого способа сварки немало недостатков. Использование открытого пламени приводит к нагреву большого участка металла. Повышается риск повреждения элементов с низкой термической устойчивостью.
Кроме того, такой метод сварки не применяют для обработки заготовок, толщина которых больше 5 мм, т.к. это становится причиной снижения производительности работ.
Существуют особенности и ограничения на применение этой технологии. Газопламенная сварка не рекомендована для создания нахлестного соединения. Она создает дополнительное напряжение в металле и в дальнейшем может спровоцировать деформацию или разгерметизацию шва.
К недостаткам этого вида сварки относится невозможность автоматизации процесса и необходимость строгого соблюдения правил техники безопасности для недопущения взрыва и пожара.
Рекомендуем к прочтению Что такое автоматическая сварка
Городской газ
Городской газ является составным горючим газом. Обычно основным компонентом городского газа является природный газ, к нему добавляют коксовый и генераторный газы. Состав городского газа непостоянен, газ типа московского имеет следующий состав: метан (70-95%), водород (до 25%), тяжелые углеводороды (до 1%), азот (до 3%), оксид углерода (до 3%), двуокись углерода (до 1%), кислород (до 0,5%). К месту сварки городской газ доставляют по трубопроводам. Как заменитель ацетилена он используется для резки сталей, сварки и пайки легкоплавких цветных металлов.
Оборудование для газовой сварки
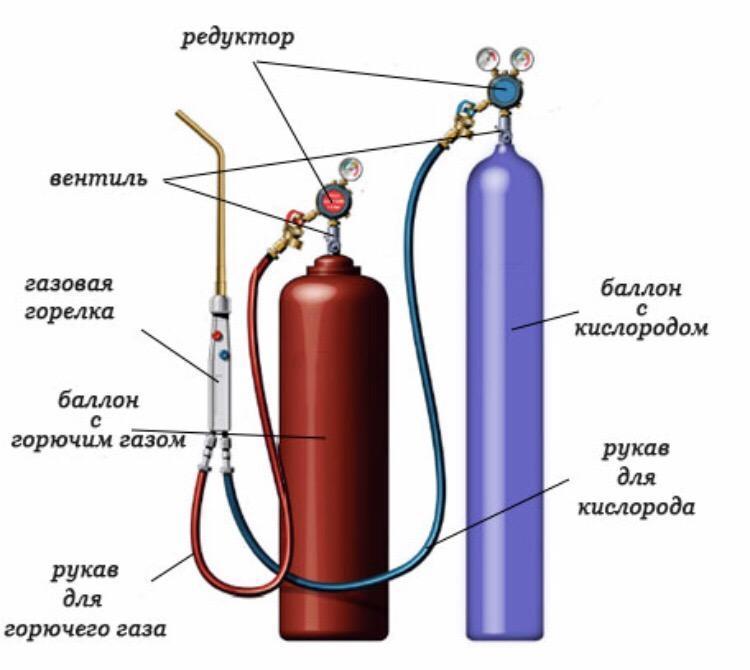
Для проведения газосварочных работ требуется комплект оборудования, включающий:
- редуктор;
- кислородный баллон;
- предохранительные клапаны;
- горелка;
- газовый генератор;
- шланг;
- флюсы и припои.
Понадобится специальная тележка, предназначенная для размещения всего оборудования. Она обеспечит лучшую мобильность при проведении работ.

Разновидности горелок
Горелки выполняют ряд важных функций. Они участвуют в смешении газа, стабилизации фронта воспламенения, регулируют подачу горючей смеси и интенсивность горения.
В зависимости от конструкционных особенностей горелки бывают инженерными, диффузными, оснащенными системами принудительного нагнетания кислорода, а также комбинированными.
Кроме того, они классифицируются по:
- характеристикам нагнетания давления;
- способу подачи кислорода;
- варианту сжигания газа;
- излучающей способности и т.д.
В зависимости от особенностей конструкции они могут выдерживать от 5 000 Па до 0,3 МПа.
Баллоны с газом
Для каждого вида газа выпускаются баллоны отдельного цвета. В процессе эксплуатации их нельзя окрашивать, чтобы избежать нежелательных реакций. Баллоны, предназначенные для ацетилена, не следует оснащать медными вентилями, т.к. это может спровоцировать взрыв.

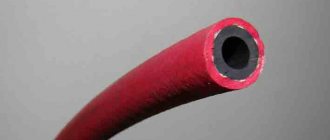
Специальные шланги
В процессе сварочных работ применяют специальные шланги. Они предназначены для подачи горячих жидкостей и газов. К этим элементам оборудования предъявляются особые требования.
Они должны выдерживать большое давление. Если на шланге присутствует желтая полоса, он может использоваться для горячих жидкостей. Шланги с красной отметкой выдерживают 6 атмосфер, а с синей – до 20.

Водяной затвор
Водяной затвор предназначен для защиты генератора, трубы и других элементов газосварочного оборудования. Его располагают между ацетиленовой трубой и горелкой.

Пост для сварки газом
Это специальный стол, который можно фиксировать и поворачивать. Некоторые модели оснащены вентиляцией и системой для хранения инструментов.
Проволока и присадки
Для проведения работ используют особую присадочную проволоку. Ее диаметр подбирают в зависимости от толщины детали. В процессе сварки применяют флюсы. Эти вещества производят на основе кремниевой и борной кислоты и выпускают в виде растворов, порошков и паст.
Редуктор
Это важнейший элемент конструкции. Он необходим для снижения давления газа, исходящего из баллона. Редукторы бывают прямого и непрямого действия. Некоторые из них имеют устройства, предотвращающие замерзание газа при его выходе из баллона.

Выбор защитного газа для сварки
Работники авторемонтных мастерских, монтажники и другие специалисты по сварочным работам в ходе сварки нередко применяют природный газ и разнообразные газовые смеси. О том, какие бывают газы, об их особенностях и свойствах вы узнаете из нашей статьи. Мы приведем также рекомендации по выбору и использованию того или иного защитного газа при разных методах сварки и в зависимости от свариваемого материала.
Содержание
- Для чего нужны газы (защитные) при сварке и резке
- Какие типы газов для сварки и резки существуют: их свойства и особенности применения
- Какой газ выбрать для определенного типа свариваемого металла
Для чего нужны защитные газы при сварке и резке
Защитный газ является немаловажным компонентом, обеспечивающим производительность и достойное качество сварочного процесса. Наименование защитного газа говорит само за себя, он нужен для защиты твердеющего расплавленного сварочного шва от окисления, а также от имеющейся в воздухе влаги и примесей, способных снизить устойчивость шва к коррозийным процессам, привести к возникновению пор и ослабить прочность шва, повлияв на геометрию сварного соединения. К тому же защитный газ охлаждает сварочный пистолет.
Какие типы газов для сварки и резки используются: их свойства и особенности применения
В качестве защитных газов, применяемых для сварки, используются инертные и активные газы, а также их смеси.
1. Инертные газы для сварки. Инертными именуются газы, которые не способны к химическим реакциям и практически не растворяются в металлах. Атомы таких газов наделены наружными электронными оболочками, заполненными электронами, чем и объясняется их химическая инертность. К ним относятся аргон, гелий и их смеси.
Аргон (Ar) — инертный газ, не вступающий в химические реакции с расплавленным металлом и иными газами в зоне горения дуги. К достоинствам этого инертного газа относится то, что он на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой. Чаще всего Ar применяется в качестве защитного газа в процессе аргонодуговой TIG сварки, MIG/MAG сварки. Примеры свариваемых металлов при помощи аргона и особенности применения приведены ниже в таблице 1.
Аргон как защитный газ востребован:
- в строительстве и машиностроении (при сварке деталей из высоколегированной стали; оперативная резка металлов, включая и толстые листы тугоплавких металлов);
- в горнодобывающей промышленности и металлургии (выплавка металлов; удаление газовых включений из жидкой стали).
Гелий (He) как и Ar является химически инертным, но отличается от него тем, что гораздо легче воздуха, что делает защиту сварочной ванны более сложным процессом, требующим больших затрат защитного газа. Гелий применяется как инертный защитный газ в ходе сварки нержавеющих сталей, цветных металлов и сплавов, активных и химически чистых материалов. Он обеспечивает повышенное проплавление, в связи с чем, иногда используется с целью проплавления толстых металлических листов или получения шва специальной формы. Но из-за повышенного расхода и высокой стоимости гелия в сравнении с аргоном сфера его применения достаточно ограничена.
Гелий (He) как защитный газ используется:
- при сварке нержавеющих сталей, цветных металлов и сплавов, химически чистых и активных материалов.
1.1. Инертные газовые смеси включают обычно аргон и гелий. Имея большую плотность, чем гелий, такие смеси обеспечивают более надежную защиту металла сварочной ванны от воздуха.
Если необходимо сварить химически активные металлы часто применяют инертную смесь, содержащую 60—65 об. % He, 40-35 об. % Ar. Инертные газовые смеси заметно дороже чистого аргона, но обеспечивают более интенсивное выделение теплоты электрической дуги в месте сварки. Это является значимым при полуавтоматической сварке металлов, характеризующихся высокой теплопроводностью.
2. Активные газы для сварки. Это газы, обеспечивающие защиту сварки от доступа воздуха и при этом вступающие в химические реакции со свариваемым металлом или физически растворяющиеся в нем.
Углекислый газ (CO2) (двуокись углерода) является бесцветным не ядовитым газом, растворимым в воде, он тяжелее воздуха. Газ углекислый для сварки не должен иметь минеральных масел, глицерина, сероводорода, соляной, серной и азотной кислоты, спирта, эфиров, аммиака, органических кислот и воды. Из-за редкости сварочной углекислоты 1 сорта для сварки применяется сварочная углекислота 2 сорта и пищевая углекислота. Но, повышенное содержание водяных паров в такой углекислоте при сварке ведет к возникновению пор в швах и снижению пластических свойств сварного соединения.
В сварочном процессе может использоваться и твердая двуокись углерода, соответствующая ГОСТ 12162—66 двух марок — пищевая и техническая. При сварке низкоуглеродистых и низколегированных конструкционных сталей применяется так же газовая смесь углекислого газа с кислородом (СО2 + + О2). Используют смесь, которая включает 30 об. % кислорода. Смесь СО2 + О2 оказывает более интенсивное окисляющее действие на жидкий металл, в отличие от чистого углекислого газа.
Углекислый газ в качестве защитного применяется:
- в строительстве и машиностроении (электросварка; процессы тонкой заточки, холодная посадка частей машин)
Кислород (O) включен в газовые смеси СО2 + О2 и Аr + О2. Это бесцветный газ, не имеющий запаха, поддерживающий горение. В случае охлаждения до температуры -183 гр. Цельсия кислород превращается в подвижную жидкость голубого цвета, а при температуре -219 гр. Цельсия замерзает. Кислород гарантирует очень широкий профиль сварного шва, характеризующийся неглубоким проплавлением, а также обеспечивает высокое тепловложение на металлической поверхности. Кислородо-аргонные смеси отличаются особым профилем проплавления сварочного шва, напоминающим «шляпку гвоздя».
Кислород как защитный газ бывает необходим:
- в строительстве и машиностроении (кислородно-ацетиленовая газорезка и газосварка металлов, наплавка и напыление металлов, плазменный раскрой металлов)
Водород (H) не имеет цвета, запаха и является горючим газом. Водород не подходит для мартенситных или ферритных сталей из-за образования трещин, он может использоваться в концентрации от 30 до 40% с целью плазменной резки нержавеющей стали — для повышения мощности и уменьшения шлака.
- Водород нашел применение при атомно-водородной сварке.
Азот (N) — газ без цвета и запаха, который не горит и не поддерживает горение. В соответствии с ГОСТом 9293—59, азот бывает четырех сортов: электровакуумный, газообразный газообразный 1-го сорта, газообразный 2-го сорта и жидкий. Включение азота в этих сортах должно быть соответственно не менее об.%: 99,5; 99,9; 99 и 96. Главной примесью в каждом из них является кислород.
Азот в качестве защитного газа чаще всего используется:
- при сварке меди.
2.1. Смеси инертных и активных газов все чаще используются в процессе сварки плавящимся электродом сталей различных классов по причине их технологических преимуществ. К ним относятся:
- высокая стабильность дуги, благоприятный характер переноса электродного металла через дугу,
- меньшая, если сравнивать с активными газами степень химического воздействия на металлическую поверхность сварочной ванны.
Добавка к аргону незначительного количества кислорода либо иного окислительного газа существенно увеличивает устойчивость горения дуги, и улучшает качество образования сварных соединений. Кислород в атмосфере дуги обеспечивает мелкокапельный перенос электродного металла.
Выбор газа для определенного типа свариваемого металла
Какой газ используется при сварке того или иного металла, один из самых часто встречаемых вопросов новичков в сварке на тематических форумах. Примеры применения разнообразных защитных газов и газовых смесей для сварки различных металлов приведены в таблице.
| Свариваемый металл | Защитный газ, используемый при сварке | Особенности процесса сварки |
| Углеродистая сталь | 75% Ar+25% CO2 | Большая скорость сварочного процесса без прожогов металла толщиной до 3 мм, минимум деформации и брызгообразования |
| CO2 | Глубокое проплавление, большая скорость сварки | |
| Нержавеющая сталь | 90% He+7,5% Ar+2,5% CO2 | Отсутствие окисления свариваемого металла и прожога, небольшая околошовная зона, |
| Низколегированная сталь | 60-70% He+25-35% Ar+4,5% CO2 | Высокая ударная вязкость, минимальная реакционная способность, |
| 75% Ar+25% CO2 | Достаточная прочность, небольшое набрызгивание по контуру сварного соединения, высокая устойчивость дуги. | |
| Алюминий и его сплавы | Ar | Стабильная дуга и отличная передача электродного материала в ходе сварочного процесса деталей толщ. до 25 мм |
| 35% Ar+65 % He | Большее тепловложение, в сравнении со сваркой чистым аргоном, улучшенная характеристика слияния, используется при сварке металла толщ. 25- 76 мм | |
| 25% Ar+75 % He | Максимум тепловложения, незначительная пористость, используется при сварке металла более 76 мм | |
| Магниевые сплавы | Ar | Безупречное качество шва (чистота) |
| Нержавеющая сталь | Ar-1% O | Улучшенная стабильность дуги, хорошее слияние контура валика сварного шва, более жидкая управляемая сварочная ванна, минимальные прожоги при сварке тяжелых нержавеющих сталей |
| Ar+2% O | Устойчивая дуга, слияние и скорость сварки, чем при содержании 1 % кислорода, используется для сваривания тонких нержавеющих сталей | |
| Углеродистая сталь | Ar+1-5% O | Улучшенная стабильность дуги, отличное слияние контура валика сварного шва, более жидкая управляемая сварочная ванна, минимум прожогов, скорость сварки больше в сравнении со сваркой чистым аргоном |
| Ar +3-10% | Красивый сварной шов, сварка только с позиционированием электрода, минимальное брызгообразование | |
| Низколегированные стали | Ar+2% O | Незначительный риск прожога, прочность сварного шва |
| Титан | Ar | Хорошая стабильность дуги |
| Медь, никель и их сплавы | Ar | Отличается хорошим слиянием, уменьшенной текучестью металла, используется для сварки металла толщ. до 3 мм |
| Ar+80-75% He | Характеризуется повышенным тепловложением | |
| Медь, стали duplex | ||
| N | Востребован для защиты корня шва. Уменьшает образование оксидных пленок в корне шва |
Грамотно определив тип защитного газа, вы обеспечите оперативность и качество сварки, а также гарантируете отличное сварное соединение и глубину проплавления, повысите надежность созданного шва и качество детали. Выбор подходящего защитного газа и его качество значительно влияют на расход сварочных материалов, труд исполнителя сварки и на исправление дефектов и итоговую обработку сварочного соединения.
Если у Вас имеются какие-либо вопросы по теме, рекомендуем найти самую актуальную информацию на нашем сайте, или напрямую обратиться к консультантам компании Тиберис.
Общие правила безопасности
При выполнении сварочных работ необходимо соблюдать правила безопасности. Использовать можно только исправное оборудование. Место работы должно находиться не менее чем в 10 м от источника открытого огня.
Рекомендуем к прочтению Особенности углекислотной сварки
Пост должен быть оснащен индивидуальными средствами для тушения пожаров. Если используется только ацетилен, то обязательно наличие углекислого огнетушителя или песка.
Воду для тушения пожаров, вызванных этим веществом, использовать нельзя. При воспламенении нужно перегнуть шланг в области редуктора, а затем завернуть все вентили.
Что использовать для резки?
Резка предполагает абсолютно другой принцип использования газа. Здесь нужно использовать те же газы, какие вступают в реакцию с кислородом с металлом, для того, чтобы как можно быстрее разрушать рабочую поверхность.
- Кислород. Самый дешёвый, но, в то же время, самый неэффективный газ.
- Ацетилен. Оптимальный выбор для всех типов сварки. Не подойдёт для слишком тонких поверхностей.
- Псевдо-ацетилен или его заменители. Не дешёвый вариант, особенно, если речь идёт о больших партиях. Обеспечивает премиальное качество и высокую скорость работы.
Описание технологии сварки
Технология сварки газом имеет некоторые особенности. Существует несколько вариантов проведения работ.
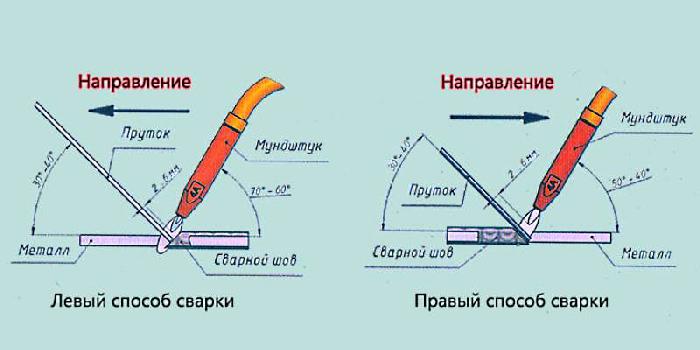
Правая и левая
Различают правую и левую схемы сварки. Первый вариант применяется наиболее часто. Он предполагает продвижение горелки от правого края к левому. В этом случае струю пламени направляют непосредственно на проволоку, которую продвигают перед горелкой. Этим методом часто сваривают мелкие детали, тонкие слиты и материалы, которые плавятся даже при низкой температуре.
Второй вариант предполагает движение горелки от левого края к правому. В этом случае проволоку продвигают после пламени. Левая сварка обеспечивает более глубокое воздействие и лучшее схватывание.
Многослойный метод
Этот способ применяется тогда, когда необходимо сформировать высокопрочный шов. Он предполагает отжиг нижнего слоя и дальнейшую наплавку верхнего. Таким образом, прокаливаются все слои. Это положительно влияет на качество шва.
Сквозной валик
Такой метод требует постепенного оплавления верхнего края имеющегося отверстия на заготовке с последующим наложением расплавленного металла на нижний край отверстия. Для проведения работ необходимо вертикально зафиксировать металлические листы. Таким образом, шов приобретает форму валика.
Сварочные ванночки
Этот способ предполагает формирование ванночек по ходу шва. В каждое такое образование вводится присадочная проволока, которая оплавляется и заполняет пустоты. Сопло двигается на новый участок, а следующая ванночка перекрывает ранее созданную.

Окислительное пламя
Метод применяется для соединения элементов, изготовленных из малоуглеродистых сплавов из стали. Пламя в этом случае окисляет материал, что ведет к формированию окиси железа. Для раскисления используют присадочную проволоку, включающую кремний и марганец.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Пропан
Пропан технический — бесцветный горючий газ с резким запахом, состоящий из пропана С3Н8 или из пропана и пропилена С3Н8, суммарное содержание которых должно быть не менее 93%. Получают пропан при переработке нефтепродуктов. При нормальных условиях пропан находится в газообразном состоянии, а при понижении температуры или повышении давления переходит в жидкое состояние. Так, при температуре 293 К пропан переходит в жидкое состояние при давлении 0,85 МПа. Испарение 1 кг жидкого пропана дает 0,53 м3 паров.
Пропан-бутановая смесь — бесцветный горючий газ с резким запахом, является побочным продуктом при переработке нефти.
Смесь легко превращается в жидкое состояние, например при температуре 233 К пропан-бутановая смесь сжижается при атмосферном давлении. Сжиженные газы хранят только в закрытых емкостях, так как испарение жидкости происходит даже при 273 К.
Плотность пропан-бутана больше плотности воздуха, поэтому необходимо тщательно следить за герметичностью аппаратуры и коммуникаций во избежание образования взрывоопасной смеси газа с воздухом внизу помещения. Заполнение емкостей пропаном и пропан-бутановой смесью, транспортирование их, а также слив газа должны выполняться в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденными Госгортехнадзором.
Пропан-бутановые смеси широко применяются при резке сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс. К месту сварки смесь поставляют в стальных баллонах под давлением 1,6 МПа или по газопроводам через перепускную рампу. При испарении 1 кг пропана образуется 500 дм3 газа.
Газовая резка и виды резаков
Газовая резка – это наиболее простой и эффективный способ разделения цельных металлических поверхностей. Для проведения подобной работы требуется специальное оборудование – резаки.
Выделяются следующие виды:
- пропановый;
- кислородный;
- керосиновый;
- ацетиленовый;
- комбинированный;
- водородный и т.д.
В зависимости от конструкционных особенностей резаки подразделяются на воздушно-дуговые и трехтрубные. Для проведения резки необходимо открыть вентиль с кислородом, а затем с горючим газом. После этого смесь поджигается. Место резки прогревается, выполняется разрез.
Какие виды газовых горелок применяются для сварки

Газовая горелка – важный и достаточно сложный элемент сварочного оборудования, хотя на первый взгляд таковым не является. Она необходима для получения факела, которое воздействует на металл, и помогает регулировать объем и мощность пламени в определенных границах.
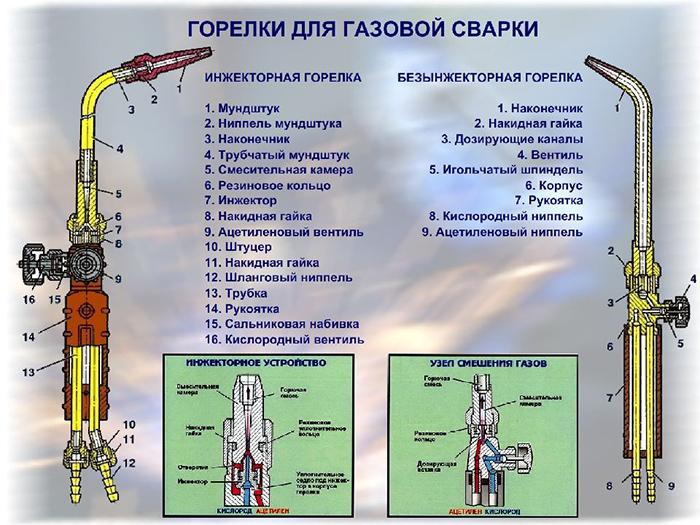
Конструкции газовых горелок делятся на:
- инжекторные;
- безынжекторные.
По виду используемого газа они подразделяются на:
- ацетиленовые;
- под жидкое горючее, а также иные газы.
По способу обработки делятся на:
- ручные,
- машинные.
1. Инжекторный и безынжекторный виды горелок для сварки с помощью газа.
Необходимость поддержания требуемого уровня давления подаваемого газа привела к снабжению горелки струйным насосом. Высокое давление газа не требует включения насоса, поскольку горючее подается с уже необходимым уровнем. Но если газ находится в баллонах под низким давлением, то его расход увеличивается. В таком случае давление искусственно увеличивают. Именно тогда применяется подача при помощи инжектора – принудительно. Затем в сварочной камере горелки происходит смешивание кислорода с иными газами до получения требуемой смеси, которая и создает факел.
Более простыми являются горелки, в которых нет инжектора. Газы (кислород и горючее) для факела поступают в смеситель посредством системы подачи. В нее входят: шланги, вентили и ниппели. Однородной смесь для качественного пламени становится уже в смесителе.
Она проходит по трубке наконечника и подается на мундштук, затем ее поджигают, образуя необходимое для работы пламя. Следует тщательно следить за параметрами давления подачи смеси из мундштука – таким образом можно регулировать процесс горения. Скорость, с которой смесь ацетилена и кислородом вырывается из мундштука, может равняться 70–160 м/сек. Если она будет недостаточной, то смесь, попадая внутрь горелки, взрывается в ней. Если слишком высокой – факел отрывается от горелки и тухнет.
В горелках высокого давления может использоваться метан и водород. Они достаточно просты в работе, но применяются значительно реже инжекторных горелок низкого давления.
2. Работа горелки низкого давления.
Система подачи (ниппель и регулировочный кран) поставляет кислород высокого давления (4 атм) в горелку. Газ проходит на высокой скорости через инжектор. В камере струйного насоса кислород своей струей создает пониженное давление (ниже атмосферного), благодаря чему в нее поступает горючий газ. Он проходит через ниппель и вентиль, а потом и инжектор, смешивается с кислородом в смесительной камере. Затем с необходимой для работы скоростью подается на мундштук.
В процессе работы расход кислорода неизменен, поскольку не подвержен внешним факторам. Чего не скажешь об ацетилене, на который влияют колебание давление, нагрев мундштука, возрастание сопротивления. Что приводит к повышенному его расходу.
Стандартный комплект оборудования

Для газовой сварки или резки (технологически более простой процесс) требуется оборудование. Прежде всего, это генератор ацетилена либо источник иного горючего газа (пропана, водорода, метана).Потребуется также Баллон с окислителем — кислородом, горелка, редуктор для сжатого газа (регулятор потока) и соединительные шланги.
Могут применяться различные вспомогательные устройства, например пьезозажигательный элемент, предохранительный водяной затвор для защиты от обратного пламени (в последнее время — практически обязательный элемент), и другие.
Отличительная особенность этого вида сварки — для него не требуется электропитание, поэтому работы можно производить практически в «полевых» условиях. Во многом из-за этого преимущества газовую сварку до сих пор активно используют.