Виды дисков и зубьев, а также особенности их восстановления
Зубья диска изготавливаются из специализированного сплава вольфрама и кобальта (об этом свидетельствует маркировка на «лицевой» стороне диска) -ВК, ВК6 и др.).

Важно! Долговечность диска зависит не только от сплава, но также и от количества и правильности выполняемой работы.
Зуб имеет следующие геометрические плоскости:
- Переднюю;
- Заднюю;
- Боковые – две вспомогательные грани.
При пересечении геометрических плоскостей возникают две рабочие (режущие) грани:
- Главная.
- Вспомогательная.
Геометрическая форма зуба:
- Прямая. С их помощью распиливается деревянный листовой материал в продольном направлении.
- Трапециевидная. Такая форма обеспечивает длительность заточки при работе с древесиной разной твердости.
- Скошенная. Главная или вспомогательная грань имеет угловой скос, который позволяет диску зарезаться не только в однородную структуру дерева, но также и в клееные ДСП, ДВП. Кроме того «скошенный зуб» может резать пластик.
- Коническая. Универсальная форма, которая позволяет выполнять продольную и поперечную резку. Эта форма имеет один недостаток, который заключен в быстрой потере остроты рабочей грани.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.

Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.

Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
В чем разница точения между стационарным станком и ручной дисковой пилой
Разницы в зубьях, которые используются на ручной циркулярной пиле или на стационарном станке нет – их геометрия и производственные возможности тождественны. Есть различия только в диаметре окружности самого диска и его толщине: габариты дисков стационарных циркулярных пил значительно больше.

Это объясняется объемами поточного производства и необходимостью распила крупногабаритного деревянного материала, такого как бревно и брус. Ручные циркулярки, в свою очередь, используются для работы с готовым листовым или прочим подготовленным материалом.
Если своевременно не следить за остротой резцов (альтернативное название зубьев диска), то можно достичь состояния, при котором невозможна будет заточки или восстановление. Это в равной степени касается стационарных и ручных пил.
Следует сказать, что стационарные пилы имеют конкретные графики технического обслуживания и осмотров, а ручные пилы обследуются только по инициативе владельцев.
Общие правила заточки циркулярной пилы
Заточка дисков производится ограниченное количество раз. При каждой процедуре, размер зуба уменьшается. Рано или поздно зуб стачивается до критической величины, после которой использование диска станет невозможным.
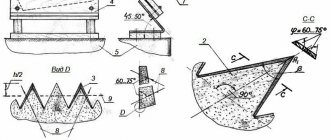
Схематическое изображение правильной заточки зубьев
Маркировка пильного диска с указанием углов заточки
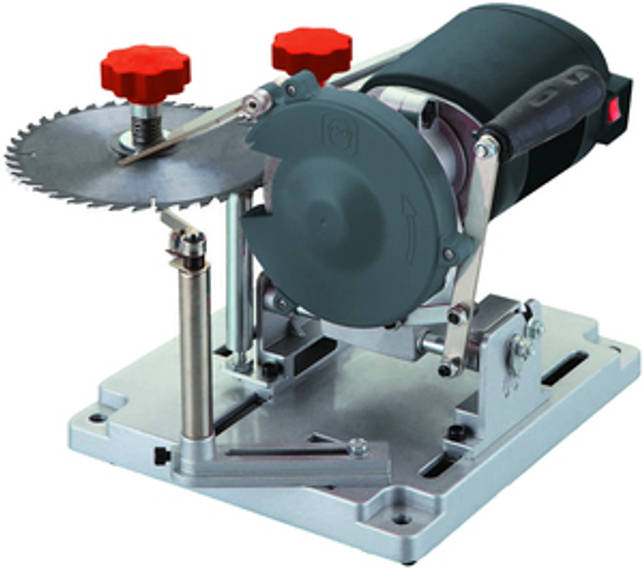
Для заточки дисков существуют специальные станки, которые механически контролируют выбранные углы для каждого зуба. В зависимости от интенсивности применения, точильный станок может иметь автоматический или ручной привод. В домашних условиях, как правило, используются недорогие модели, в которых поворот диска на следующий зуб и контроль толщины стачиваемого металла осуществляется вручную.
В таких приспособлениях диск фиксируется перпендикулярно точильному камню, устанавливается угол и шаг зуба. Мастер проводит затачиваемой поверхностью по точильному камню фиксированное количество раз и переходит к следующему зубу.
Точильные диски изготавливаются из эльбора, карбида кремния или используют алмазное напыление. Говорить о принципиальном преимуществе одного материала перед другим не имеет смысла. Существуют лишь особенности применения. Например, алмазные точильные камни способны обработать более твердые зубья, но чувствительны к перегреву.
Можно производить заточку вручную, при помощи качественного напильника. Диск при этом лучше оставить в станке. Первый зуб помечается маркером, диск фиксируется при помощи деревянных брусков, струбцины или тисков. По каждой поверхности зуба необходимо выполнить фиксированное количество проходов напильника. Затем выполнить поворот диска на один зуб и повторить процедуру.
Как заточить дисковую пилу своими руками видео
Как определить необходимость заточки, степень износа и решаем точить или выкидывать
Рабочей поверхностью диска являются зубья-резцы определенной режущей конфигурации. Поскольку диск является расходным элементом пилы, то с выполненными объемами работы режущие характеристики зубьев снижаются, заточка приходит в неудовлетворительное состояние.
Следующие факторы свидетельствуют о том, что резцы нуждаются в оперативной заточке:
- Необходимо увеличить нажим диска на поверхность древесины для зарезания и создания пропила.
- Из-под защитного кожуха появляется дым, ощущается запах горящей древесины.
- Защитный кожух сильно греется.
- Мелкие опилки.


Важно! Запах гари свидетельствует о том, что зубья не пилят древесину, а прорезают. Это приводит к еще большему ухудшению качества резцов.
Вследствие этих факторов наступают следующие негативные последствия для ручной циркулярной пилы:
- Снижается производительность.
- Увеличивается расход электроэнергии.
- Усиливается нагрузка на электродвигатель и редуктор.
В конечном итоге это приведет к выходу устройства из строя.
Способы увеличения срока службы пильных дисков
Процесс формирования новой режущей кромки является трудоемким и долгим. Поэтому рекомендуется выполнять ряд условий для увеличения срока службы диска.
Прежде всего, следует ознакомиться с рекомендациями производителя. В них указано количество оборотов (максимальное и минимальное) для различных типов обрабатываемых материалов. Для металла это параметр должен быть меньше, чем для дерева.
Твердые напайки имеют большой срок эксплуатации. Однако они чаще скалываются и обламываются. Альтернативная мягкая практически не подвержена таким дефектам. Но время ее службы меньше, чем у твердой.
Не допускается появление шершавостей на режущей поверхности. В дальнейшем они могут привести к появлению сколов и трещин.
В видеоматериале показан пример станка для заточки дисков, сделанного своими руками:
Угол заточки для работы по дереву
Резцы имеют рабочую поверхность, которая затачивается под определенным углом. Формирование угла зависит от материала, с которым работает диск, а также от требований, которые предъявляются к производительности.
Циркулярные пилы оснащаются дисками, которые позволяют выполнить распил в одном направлении или с реверсивным движением. Для дисков со скошенными резцами реверсивная работа исключена.
В инженерной терминологии углом заточки резца называется изменение конфигурации зуба для обеспечения эффективной производительности при обработке древесины рабочей (режущей) кромкой зуба.
Вне зависимости от того, как выполняется заточка: вручную или на специальном станке – следует придерживаться следующих параметров:
- При продольном распиле древесины, когда ее волокна расположены вдоль, удовлетворительным считается диапазон от 15 до 25 градусов.
- Для поперечного распила актуален диапазон от 5 до 10 градусов.
Важно! Угол в 15 градусов считается универсальным и применяется для любых резов.
Для того чтобы эффективно заточить зубья дисков циркулярных пил, необходимо знать и учитывать еще один немаловажный фактор – плотность обрабатываемой поверхности. Острота зуба увеличивается с увеличением мягкости древесины и уменьшается при работе с твердой древесиной.
Советы специалистов
Опыт — это полезная вещь, благодаря которой можно избежать целого ряда ошибок, характерных для новичков
Потому обращать внимание на советы специалистов очень полезно, если вы хотите достичь положительного для себя результата при точении дисковой пилы
- Всегда используйте защитные очки. Это правило почему-то многие игнорируют, из-за чего потом страдают сами же мастера. Потому перед началом заточки обязательно наденьте все необходимые средства защиты;
- Не пытайтесь удалить больше металла, чем требуется. Снимайте ровно столько, чтобы удалить все имеющиеся трещины, заусенцы и неровности;
- Во время точения диск обязательно удерживайте в неизменном положении;
- Если диск не точили давно, придется снять больший слой металла;
- Соблюдайте идентичность всех зубов по форме и высоте.
Изначально кажется, что заточка — технологически сложный процесс. Но получив небольшой опыт, вам удастся легко затачивать круги дисковых пил.
Заточку удобнее всего производить на специальном станке производства. Однако, многие домашние умельцы мастерят для этой цели собственную конструкцию, которая значительно экономит время и деньги.
Пилы, изготовленные из качественных материалов, тупятся реже, а, значит, и заточки они требуют нечасто. Однако, если диски изготовлены из некачественного материала (а такое бывает довольно часто, и даже опытный мастер не всегда может «на глаз» определить качество металла), вероятнее всего, затачивать их придется часто. Поэтому любой домашний мастер, пользующийся дисковой пилой, должен знать, как производится ее затачивание.
Углы заточки для работы по металлу
Циркулярные пилы используются для распила цветных металлов из-за мягкой фактуры материала. Наиболее часто обрабатывается алюминиевый профиль.
Твердые металлы, такие как железо и чугун пилить можно пилить только болгаркой (УШМ).
Для работы с металлом используются диски со специфической конфигурацией зуба, а также специальным углом заточки.
Угол заточки варьируется в диапазоне от 30 до 45 градусов, при этом режущая кромка имеет клин, которым при первичном касании кернуется поверхность металла.
Заточка при помощи болгарки
Если есть желание, можно ускорить процесс, воспользовавшись электроинструментом. Для этого потребуется закрепить полотно пилы горизонтально таким образом, чтобы его зубцы слегка выступали за край верстака при помощи нескольких струбцин. Чем жестче будет фиксация, тем меньше будет погрешностей в заточке вследствие вибрации. Перед применением болгарки следует выполнить те же подготовительные операции, что и в случае с ручной заточкой, а именно проверку разводки и высоты зубьев.
Для снятия слоя металла применяются не шлифовочные, а отрезные абразивные диски. Дело в том, что интервал между зубьями невелик, и туда невозможно поместить толстый диск, не повредив соседний зубец. Оптимальными будут отрезные круги с толщиной 0,8-1,5 мм.
Во время выполнения работ обязательным является использование защитного инвентаря, как минимум специальных очков и перчаток. Это позволит защитить себя в случае повреждения отрезного круга. Щиток также должен быть смонтирован на положенном месте.
Диском нужно аккуратно проходить в пространстве между каждым зубцом, затачивая сначала одну сторону, а потом другую. При этом нужно довольно хорошо уметь обращаться с УШМ, поскольку угол заточки и количество снимаемого металла контролируется только самим работником. Если есть сомнения в успешности такого проекта, лучше сначала поэкспериментировать со старой ножовкой, которую будет не жалко испортить, чтобы набить руку.
Способы заточки диска для выполнения работ по дереву
Следующие способы гарантируют эффективную и безопасную заточку циркулярных пил.
Болгаркой — пошаговая инструкция
Специальные станки для заточки дисков циркулярных пил имеют высокую стоимость и требуют определенных навыков при эксплуатации, поэтому в качестве эффективной и доступной альтернативы выступают УШМ-машинки, то есть «болгарки».
Важно! Категорически запрещается держать диск в руках во время заточки. Во-первых, это опасно; во-вторых, так не будут достигнуты нужные значения заточки.
Для фиксации диска используется специальная гладкая подставка, которая конструируется с учетом того, что зуб должен быть перпендикулярен к диску болгарки и иметь минимальное отклонение от него.
Для заточки с помощью болгарки применяется алгоритм:
- Болгарка оснащается шлифовальным диском, а затачиваемый диск крепится к площадке.
- Болгарка удерживается руками или с помощью удерживающего приспособления.
- Режущая кромка зуба циркулярки обрабатывается болгаркой. При этом выполняется легкое равномерное движение.
Свидетельством о том, что грань получила заточку станет визуальное обновление кромки – она перестанет быть потемневшей.
Запрещается включать болгарку, если диск помещен в зев между зубьями затачиваемого диска.
Напильником
Если в качестве инструмента используется напильник или надфиль, то все мероприятия по заточке аналогичны тем же, что и при использовании УШМ. Кроме того, для соблюдения угла заточки необходим специальный шаблон, который используется в качестве направляющей плоскости между зубом и напильником.

Но при этом работа будет производиться значительно дольше, так как циркулярные пилы используют насадки из твердого сплава.
Надфили используются для «правки» зуба, то есть для кратковременного восстановления производительной геометрии зуба. В процессе работы «правка» требует периодического обновления намного чаще, нежели качественная заточка.
Специальным станком
Станки для точения резцов циркулярной пилы представляют собой сложные инженерные и технические устройства, которые кроме механизмов оснащаются еще и автоматической электроникой.

Данные станки позволяют выполнять наиболее эффективное восстановление режущих кромок с соблюдением всех нужных конфигураций. Эффективность станков объясняется следующими критериями:
- Возможность автоматизации процесса заточки.
- Сохранение параметров угла заточки для каждого резца.
- Все резцы затачиваются идентично с минимальной погрешностью.
- Возможность полного восстановления и реставрации.
Для заточки на станке, диск пилы помещается в специальный суппорт и закрепляется.
Выбираются параметры заточки, которые обеспечиваются специальными механизмами для наклона затачиваемого диска или наклона заточного диска в станке.
Затачиваемый диск помещается в рабочую зону устройства.
Станок запускается, и заточка производится в автоматическом режиме.
Самодельным станком
Самодельные станки для эффективной работы должны включать следующие составные части:
- УШМ (болгарка) в качестве непосредственного заточного устройства.
- Суппорт для закрепления пильного полотна циркулярной пилы.
- Механизмы для обеспечения наклона суппорта, чтобы регулировать конфигурацию заточки.
- Весь механизм закрепляется на станине, в качестве которой может использоваться швеллер или двутавр.

Процесс работы аналогичен использованию оригинального станка для заточки с единственным отличием – полотно циркулярки подается к рабочей зоне устройства вручную.
Виды заточки
Непосредственно сам процесс подразделяется на три вида:
1. Заточка передней поверхности прямого зуба
Зуб и абразивный круг устанавливаются перпендикулярно друг другу, учитывая то, что сама пила должна иметь горизонтальное положение. В том случае, если в станке не предусмотрена угловая шкала наклона, можно использовать маятниковый угломер. Далее необходимо крепко зафиксировать инструменты.
Сам процесс представляет собой соприкосновение абразивного круга и натачиваемой поверхности взад и вперед посредством механизма в станке, с одновременным прижатием зуба к кругу в ручном режиме. Данный процесс повторяется с каждым зубом пилы.
Для удобства можно сделать отметину на том зубе, с которого началась заточка.
2. Заточка скошенного по передней поверхности зуба
Данный вид заточки предусматривает исполнение тех же действий, что и прежде, с темотличием, что угол наклона должен быть изменен в соответствии с расположением зубьев. Измерить наклон можно маятниковым угломером. Сперва натачиваются положительные углы зуб через зуб.
Читать также: Максимальная скорость пружинного маятника формула
Далее происходит сам процесс:
- Затачивается каждая вторая напайка;
- Затем меняется угол на отрицательный;
- Обрабатываются оставшиеся зубья.
- Заточка задней поверхности
Данный процесс предусматривает возможность изменения положения диска таким образом, чтобы задняя плоскость напайки соприкасалась с абразивным кругом.
Если же станка для заточки не имеется, можно смастерить всё своими руками. Как заточить диск своими руками:
- Сделать опору для пилы, которая будет зафиксировать пилу. Данное приспособление должно крепко сдерживать пилу, в ином случае процесс будет представлять опасность для исполнителя;
- Приспособить подставку, на которой будет располагаться сам диск (при необходимости угол наклона можно будет менять подпоркам);
Важно! Абразивная пила и пильный диск должны располагаться перпендикулярно друг другу.
- Закрепить дисковую пилу в её центре так, чтобы она соприкасалась с кругом в нужном положении (для соблюдения одинаковых задних и передних углов заточки).
Следует помнить, что после заточки на победитовых зубьях не должно оставаться сколов, трещин, зазоров и других дефектов. Если на резце не просматриваются блики, значит, работа сделана верно.
Также надо обратить внимание, что заточенная плоскость зуба и обрабатываемый впоследствии материал находятся в зависимости друг от друга – если материал заготовки твердый, то напайки не должны быть слишком заострены.
Заточка дисковых пил является обязательным мероприятием в процессе эксплуатации данного оборудования. Обработка древесины требует наличия в распоряжении мастера инструментов с соответствующими режущими свойствами. Как и заточка цепей бензопил, дисковые пилы требуют к себе повышенного внимания. Если вовремя не устранить недостатки, с течением времени инструмент начнет тупиться значительно быстрее.
В каких случаях лучше отдать в мастерскую?
Отдавать диск в мастерскую для восстановления лучше всего в следующих случаях:
- Каскадное изменение конфигурации зубьев, то есть зубья имеют различные углы режущих кромок. Такое явление возникает, если насадкой «пройтись» по камню.
- Скос или сгиб резца.
- Щербление резца.
- Износ победитовой напайки на резце.

В случае трещин или сгибов самого диска, лучше всего произвести утилизацию.
Затачивание пильных кругов с твердосплавными зубьями
Победитовые напайки точат при помощи специального станка или самодельного приспособления к точильному кругу. Приспособление представляет фиксатор, в котором зажимается диск, соблюдая определенные углы заточки относительно наждака. Самым лучшим для заточки победита считается алмазный круг.
Маркером отмечают любую точку как отсчетную. Располагают основную рабочую поверхность зуба к точильному камню так, чтобы они находились в одной плоскости. Поочередно шлифуют каждый зуб до прохождения всего круга. Переставляют диск вспомогательной плоскостью к точильному кругу. Шлифуют уже другую плоскость у каждого зуба. Так шаг за шагом происходит полная заточка дисков с твердосплавными напайками.
Как своими руками заточить дисковую пилу с победитовыми напайками
Из-за своей высокой прочности и твердости резцы с победитовыми напайками поддаются для заточки только насадкам с алмазным напылением.
Важно! Методы заточки диска дисковой пилы с использованием болгарки (она же УШМ) или напильников исключаются, так как победитовые напайки не терпят даже малейших отклонений в геометрии зуба.
Алмазный диск станка должен равномерно и по всей поверхности прилегать к резцу. Соблюдение единого угла заточки тоже обязательно. Эти требования достижимы только при использовании специальных заточных устройств.
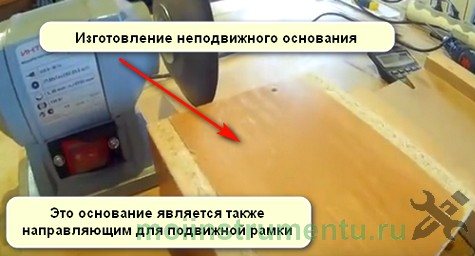
Вариант 1 — изготовление простого заточного станка из точила
Первый вариант изготовления простейшего заточного оборудования имеет следующий вид:
- На верстаке располагается наждачный станок, на валу которого размещается круг с алмазным напылением
- Изготавливается неподвижное основание из ДСП. Это основание одновременно выступает направляющим, по которому будет происходить перемещение подвижной рамки
- На следующем этапе изготавливается подвижная рамка из ДСП или фанеры, стенки которой из рейки должны быть направлены вниз, и выступать в качестве механизма перемещения
- На наружной стороне подвижной рамки размещается фиксатор дисков соответствующего диаметра, а также проделывается паз
- В итоге получается готовый заточный станок для пильных дисков



Для изготовления такого устройства требуется минимум времени и затрат, а эффективность его применения составляет 100%. Подробности на видео:
Как сделать самодельное приспособление для заточки?
В качестве инструкции для изготовления приспособления для заточки циркулярных пил мы представим перечень конструктивных элементов, чертежи с их размещением и штатным местом в устройстве.
Устройство должно включать следующие конструктивные элементы.
- Электродвигатель, который закрепляется на подставке таким образом, чтобы на его вал можно было смонтировать шлифовальный диск (альтернативой может стать УШМ).
- Подставка, позволяющая подавать резцы к шлифовальной поверхности в одной плоскости и на одной оси.
- Регулировочные винты для оснащения площадки возможностью изменять параметры угла наклона в вертикальной и горизонтальной оси.
- Фиксаторы для закрепления полотна циркулярки и площадки, на которой оно размещено.
- Устройство для подачи двигателя вперед-назад.
- Защитный кожух для вращающихся элементов двигателя.

В статье рассмотрели все, что может пригодиться для заточки диска дисковой пилы, этих данных вполне достаточно, чтобы провести процедуру своими руками и получить хороший результат. Если, вы уверены в своих силах, то дерзайте, пробуйте, точите, желательно в первый раз потренироваться на старом диске. В противном случае, обратитесь в мастерскую, в ней наточат диск быстро и качественно, на специальном оборудовании, за умеренную плату.
Необходимость процедуры
Дисковые пилы нужны как в частном домовладении, так и на производстве. При строительстве дома, создании мебели, нарезании досок, бруса – везде требуется подобный инструмент. Правильная заточка циркулярной пилы требует практических навыков и знаний.
Циркулярные пилы выгодно отличаются от другого режущего инструмента:
- цепных;
- сабельных;
- продольных.
Дисковые циркулярные устройства обладают значительной производительностью, срок службы их также гораздо выше. Заточка дисковых пил – важный необходимый этап, без него инструмент не будет полноценно работать. Благодаря различным насадкам с твердосплавными напайками, а также победитовыми покрытиями раскрой может проводиться как с деревом, так и с металлами.
Чтобы заточить диски с различными насадками, требуется специальное оборудование. Если обработку диска сделать «по науке», это намного продлит срок его службы.

Своевременная заточка дисковых пил выполняется при нескольких явных признаках.
- Двигатель начинает испытывать лишние нагрузки. Причина простая – зубья затупились, и требуются дополнительные ресурсы для обработки материала. Существует опасность: при порче диска, если отсутствует реле выключения двигателя, станок может выйти из строя.
- Если на срезе образуются щербинки и сколы, а сам рез становится слишком широкий, то это верный знак – инструмент следует ремонтировать.
- Появляется посторонний запах горелого материала, а также видны на линии среза темные пятна.
- Увеличивается время, которое требуется для обработки детали.

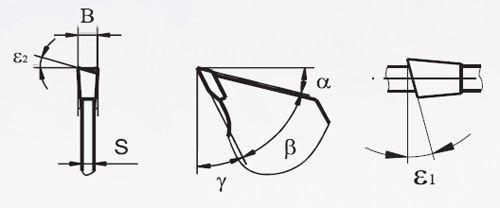
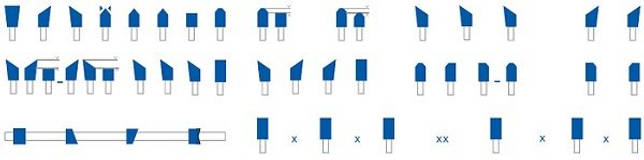
Различия в зубьях пластин
Зуб твердых сплавов имеет основные четыре плоскости для работы: переднюю, заднюю и боковые (вспомогательные). Когда плоскости пересекаются между собой, образуются режущие кромки: главная и пара вспомогательных.
Форма зубьев бывает следующей:
– Прямая. Применение такой формы будет оправдано, когда требуется продольный распил быстрый по времени и не обязательный по качеству.
– Косая или скошенная. Угол наклона задней формы при этом может быть правым или левым, они чередуются между собой. Такая конфигурация больше всего распространена. Различные по размеру заточки служат для работы с разными материалами в любых направлениях.

– Трапециевидная. У этого зуба медленнее затупляются кромки, чем у скошенного. Чередуют его с прямым. При этом черновой распил происходил более длинным трапециевидным, а чистовой – коротким прямым.
– Коническая. Такая форма зубьев выполняет черновой распил нижнего края досок, при этом верхний уберегается от сколов. В основном передняя грань такого элемента плоская. Но если сделать ее вогнутой, то возможно применять данный аппарат для поперечного распила в чистовом варианте.
Читать также: Что такое водяной клин
Недорогие станки от 5 до 30 тыс. рублей
К категории недорогих станков для заточки дисковых пил относятся как легкие малогабаритные устройства с упрощенной конструкцией и небольшой мощностью привода, так и популярные полнофункциональные модели. Все они представляют собой российские бренды, произведенные в Китае, и в целом имеют неплохие отзывы. Станок JMY 8-70 в России также продается под индексами MTY 8-70 и LTT JMY 8-70.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | «Калибр Мастер» ЭЗС-110 Дм | 400 | 110 | 2,4 | ручное | 6 000 |
| 2 | EINHELL BT-SH 90/350 | 350 | 110 | 5,7 | ручное | 6 500 |
| 3 | JMY 8-70 | 550 | 250 | 42 | ручное | 18 000 |
| 4 | «Кратон» SBS-600 | 600 | 370 | 54 | ручное | 25 000 |
| 5 | «Энкор Корвет» 472 | 600 | 370 | 45 | ручное | 27 000 |
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.
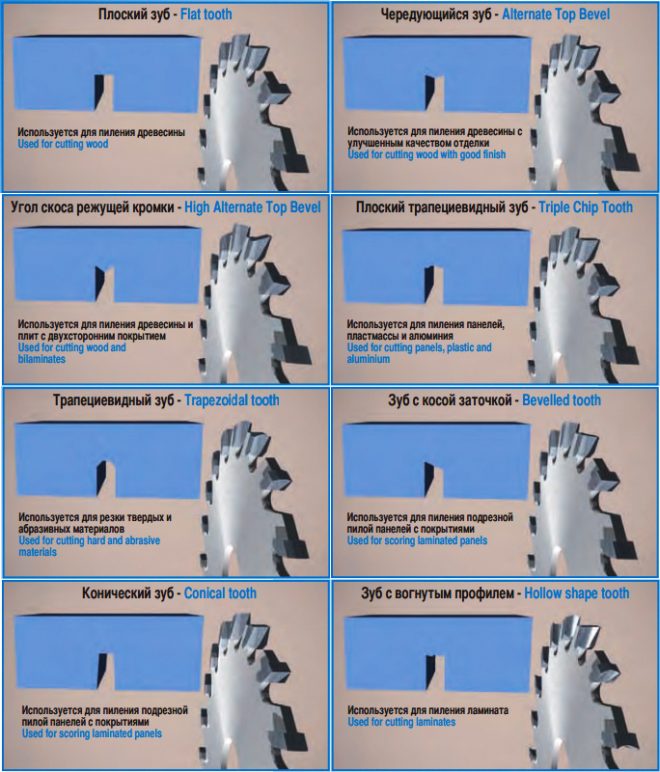
В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Методы обработки дисковых полотен
Чтобы сформировать режущую кромку, подходит любой заточной станок, где конструкция оборудования не имеет большого значения. Конечно, углы заточки дисковых плит с твердосплавными напайками более точно получаются на специализированном оборудовании. Однако его стоимость очень высока, поэтому используют обычный точильный станок, у которого имеется возможность изменять наклон корундового диска.
Чтобы самостоятельно заточить циркулярный диск, необходимо строго выполнять несколько основных условий:
- Обычно деформации подвергается верхняя кромка. Иногда округление граней достигает 0,3 мм. Поэтому заточка начинается с верхней части.
- Обработка проводится с учётом передней кромки и её задней части.
- Операция повторяется не менее 25 раз. Толщина снимаемого металла не должна быть больше 0,05—0,15 мм.
- Качество обработки должно быть совершенно одинаковым на всей обрабатываемой поверхности.
- После окончания заточки её доводку можно осуществить вручную наждачной бумагой с мелким зерном.
Станок
Станок для заточки дисковых пил – это не одно какое-то устройство. Так можно назвать большую группу оборудования и инструментов специального назначения.

– Автоматические. Весть процесс заточки полностью механизирован и нет необходимости в участии человека. Такие аппараты применяются в производственных целях.
– Ручные. Это могут быть любые приспособления и инструменты для заточки ручным методом. Производительность такого оборудования гораздо ниже автоматов. Такой вид нашел применение в кустарных мастерских для бытовых нужд.
Оборудование такого рода в широком ассортименте представлено в продаже, отличаться аппараты могут функциями, мощностью и ценой. Ручной станок для заточки дисковых пил, цена которого будет значительно ниже (порядка 20 тысяч рублей), можно изготовить самостоятельно. Оборудование состоит из плотна и пластин из твердых сплавов, которые служат резцами.
Пластины для них изготавливают из сплавов различного состава.
Важные характеристики
Чтобы читатели не потерялись в дебрях современного рынка оснастки для циркуляционных пил, мы подготовили 5 основных критериев, которые помогут определиться с выбором. Рассмотрим их по степени важности.
Внешний диаметр
Наружный, или внешний диаметр диска не должен превышать размеры кожуха циркулярной пилы, иначе его не получится установить на посадочное место. Увеличение параметра приводит к росту глубины пропила. Характеристика варьируется в пределах от 65 до 500 мм.
Посадочный диаметр
Посадочный, или внутренний диаметр — величина отверстия в центре оснастки. Определяет, подойдет ли пильный диск для крепления на шпинделе. Самые популярные размеры: 16, 20, 22, 30 и 32 мм. Но полный диапазон гораздо шире — от 11 до 50 мм.
Производители могут устанавливать на посадочном месте пилы штыри для дополнительной фиксации. В этом случае нужно выбирать диск с соответствующими отверстиями.
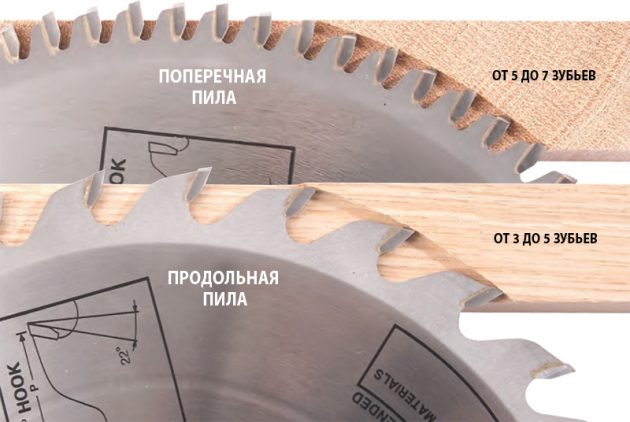
Число зубьев
С увеличением количества зубьев снижается скорость обработки, но улучшается чистота реза. И наоборот: чем меньше зубьев — тем быстрее идет работа, но пропил становится все менее аккуратным. У характеристики есть своя классификация, представленная в таблице:
| № | Наименование | Количество зубьев, шт |
| 1 | Большое | 80-90 |
| 2 | Среднее | 40-80 |
| 3 | Малое | 10-40 |
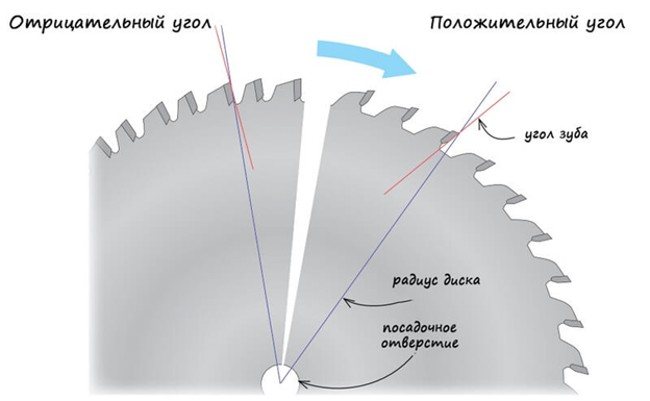
Наклон заточки зубьев
Наклон заточки — угол отклонения режущей кромки зуба от радиуса пильного диска. На картинке наглядно показано, как характеристика может влиять на процесс работы. Углы бывают такими:
Стандартный: 5-15°. Универсальная заточка. Подходит для всех видов распила.
Положительный: 15-20°. Идеален для продольного пиления за счет эффекта «захвата».
Отрицательный: от до —5°. Применяется для поперечного реза, не образует сколов.
Толщина диска
Стандартный параметр равен 3,2 мм. Чем тоньше диск, тем сильнее он нагревается и быстрее выходит из строя. Большая толщина гарантирует долгий срок службы оснастки, но замедляет работу. В этом случае растет перерасход материала из-за широкого пропила.
Применение станка
Простейший станок для работы в домашних условиях представляет собой двигатель с абразивом. Круги могут быть алмазные, эльборовые или из карбида кремния.
Удержать полотно в определенном положении относительно абразива сложно. Нужно воспользоваться приспособлениями. Это может быть горизонтальная подставка или фиксирующее устройство, где верхняя плоскость должна совпадать с осью абразива.
Затачиваемый зуб располагается на плоскости так, чтобы быть перпендикулярным к полотну. После включения двигателя полотно подводится к кругу и прижимается к нему зубом. Слой снимаемого металла регулируется силой прижатия. Закончив работу с одним зубом, таким же методом подводится следующий. И так по кругу до конца.

С целью универсализации подставка модернизируется. Передняя часть делается подвижной, а в заднюю вкручивается пара болтов. С их помощью можно регулировать наклон полотна. Появляется возможность затачивать переднюю и заднюю плоскость косого зуба.
Остается проблема одинакового выдерживания углов передней и задней заточки. Для этого необходимо зафиксировать полотно относительно центра абразивного круга. Для этого диск вставляется в специальную оправку, а в подставке делается под нее паз. Необходимый угол заточки выдерживается за счет передвижения оправки по пазу. Если диаметр дисков будет разный, то должна быть обеспечена возможность передвижения двигателя или подставки с пазом.
Другой способ — это установка упоров, которые будут фиксировать нужное положение диска.