Направляющие станка обеспечивают перемещение и требуемое взаимное расположение рабочих органов. При работе они воспринимают вес рабочих органов и нагрузки от сил резания. От свойств направляющих напрямую зависит точность обработки, достигаемая на станке.
К направляющим станков с ЧПУ предъявляют комплекс требований. Они должны обеспечить:
- точность относительного движения рабочих органов и сохранять её в течение установленного периода эксплуатации станка;
- заданную несущую способность;
- минимальное трения и износ оборудования;
- высокую статическую и динамическую жёсткость;
- равномерное перемещение рабочих органов;
- возможность регулировки зазора и натяга.
При этом направляющие должны быть просты в изготовлении и обслуживании.
Виды направляющих
Применяются направляющие скольжения, качения и комбинированные. По характеру трения направляющие скольжения делятся на направляющие полужидкостного трения, жидкостного (гидростатические и гидродинамические) и газового трения (аэростатические). Направляющие качения подразделяются по виду тел качения на шариковые, роликовые и игольчатые.
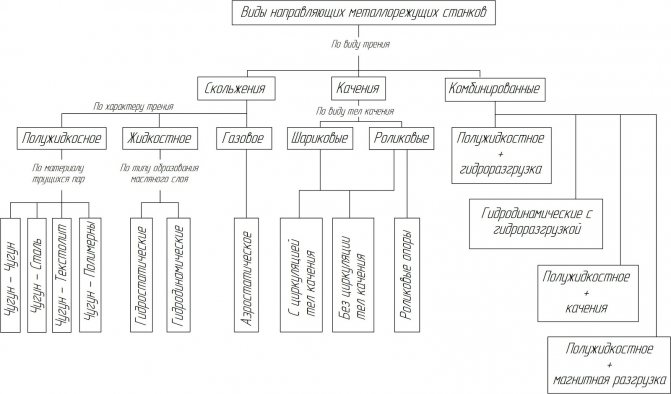
Каждая из разновидностей направляющих имеет свои особенности и ограничения. В некоторых случаях используются комбинированные направляющие, совмещающие в своей конструкции особенности разных типов.
Также направляющие различают по форме поперечного сечения — прямоугольные, треугольные, трапециевидные (ласточкин хвост) и круглые (цилиндрические). Широко используется сочетание различных форм.
Особенности направляющих разной формы
Прямоугольные направляющие отличаются простотой конструкции и регулировки, способны воспринимать большие нагрузки, технологичны в изготовлении.
Треугольные направляющие обладают свойством автоматического выбора зазора под действием собственного веса узла, но угловое расположение рабочих граней усложняет их изготовление и контроль.
Трапециевидные направляющие компактны, но сложны в изготовлении и контроле. Они довольно просто регулируются, но не отличаются высокой точностью.
Круглые (цилиндрические) направляющие применяются редко. В охватываемом варианте они не отличаются большой жёсткостью из-за прогиба штанг, поэтому их чаще всего применяют при малой длине хода. В охватывающем варианте возникают трудности с изготовлением полукруглого профиля.
Направляющие, реализующие жидкостное и газовое трение
Преимуществами направляющих скольжения с полужидкостным трением являются простота и компактность конструкции, высокая нагрузочная способность и жёсткость, хорошие демпфирующие свойства, относительно низкие затраты на изготовление и эксплуатацию.
Один из существенных недостатков этого вида направляющих — большие потери на трение. К тому же силы трения непостоянны: величина трения покоя существенно отличается от силы трения движения. На малых скоростях движения узлов появляются скачки, что особенно нежелательно для станков с ЧПУ. Значительное трение ускоряет износ направляющих и снижает их ресурс.
Для уменьшения этих отрицательных эффектов в направляющих используют специальные антискачковые масла и накладки из антифрикционных материалов, например, из фторопласта.
Направляющие с полужидкостным трением целесообразно использовать в больших станках, где подвижные узлы имеют большую массу и при этом не требуется высокая точность обработки и высокий класс шероховатости поверхности.
Недостатков, связанных с износом и рывками в перемещении лишены направляющие, в которых реализовано жидкостное трение. Оно достигается либо благодаря гидродинамическому эффекту (эффекту всплывания подвижного узла), либо за счёт подачи между трущимися поверхностями смазки под давлением.
Гидродинамические направляющие хорошо зарекомендовали себя в продольно-строгальных и карусельных станках с их относительно большими скоростями скольжения. В момент разгона и торможения подвижного узла жидкостное трение нарушается — это является недостатком гидродинамических направляющих.
В гидростатических направляющих, в которых масло подаётся под давлением, жидкостное трение реализуется независимо от скорости скольжения. Благодаря этому гидростатические направляющие применяются шире, в том числе в прецизионных станках и оборудовании с ЧПУ. Эксплуатация этого типа направляющих сложнее, чем других описанных типов. Для работы им нужны устройства для подачи, фильтрации и сбора масла.
Принцип работы аэростатических направляющих (с газовой смазкой) схож с гидростатическими, однако вместо жидкости в рабочий зазор под давлением подаётся воздух. Они отличаются минимальным трением, высокой точностью позиционирования и долговечностью. В то же время нагрузочная способность, жёсткость и динамические характеристики у них несколько ниже, чем у других видов направляющих.
Таким образом направляющие с жидкостным трением целесообразнее использовать для станков с высокой точностью и высоким классом шероховатости, например, в шлифовальных станках.
Преимущества перед другими типами направляющих:
- в отличие от цилиндрических направляющих, профильный рельс крепится к опоре в нескольких точках, что помогает предотвратить провисание под воздействием нагрузок со стороны шпинделя или стола;
- на боковой поверхности вырезаны дорожки качения. Профиль соприкосновения с шариком в подшипнике каретки представляет собой дугу, а не точку, как в валах на опорах, это повышает износостойкость направляющих.
Профильные направляющие реализуются как в виде отдельных рельсов, так и в комплекте с каретками. Второй вариант в силу особенностей производства предпочтительнее. После изготовления профиль направляющих обмеряется на стенде, по результатам замера они маркируются цифрами, обозначающими отклонение от номинального размера. Так же маркируются и каретки. Комплектация проводится попарно с учетом отклонений, за счет чего достигается отсутствие люфтов и жесткость системы. Люфты, возникающие в процессе эксплуатации из-за износа, выбираются за счет боковых прижимных пластин.
Класс преднатяга направляющих
При выборе направляющих учитывается соответствие условий работы классу преднатяга. Он увеличивает внутренние напряжения, что при работах, не связанных с ударными нагрузками (гравировка на малую глубину), уменьшает срок службы. В то же время, в условиях сильных вибраций (грубая обработка и гравировка на большую глубину по камню) преднатяг гасит деформирующие усилия и продлевает срок эксплуатации.
Направляющие с использованием тел качения
Преимущества направляющих качения по сравнению с уже рассмотренными:
- низкие потери на трение (малое усилие перемещения);
- плавное перемещение рабочего органа на малых скоростях;
- высокая точность установочных перемещений;
- отсутствие всплывания рабочего органа при высоких скоростях перемещений;
- высокая точностная надёжность при хорошей защите от загрязнений;
- низкое тепловыделение при работе;
- простота смазки.
Использование стальных закалённых направляющих с предварительным натягом позволяет устранить зазоры и обеспечить достаточно высокую жёсткость при относительно большой нагрузочной способности.
В направляющих могут использоваться шариковые, роликовые и игольчатые тела качения. Шариковые тела качения по сравнению с роликовыми имеют меньшую площадь контакта, что снижает их нагрузочную способность, а также общую жёсткость. Такой тип тел качения чаще встречается на небольших станках, имеющих относительно невысокую массу подвижных узлов. Роликовые тела качения используются в крупных станках и высоконагруженных узлах.

По конструкции различают направляющие без возврата тел качения и с возвратом по специальному каналу или при перекатывании в замкнутом объёме.
К недостаткам этих направляющих следует отнести высокую стоимость, трудоёмкость в изготовлении и сложность монтажа.
На сегодняшний день направляющие качения являются наиболее распространенными и встречаются почти во всех типах станков.
Классификация, области применения, достоинства и недостатки
Форма несущего вала направляющих может быть линейной и круговой; их располагают горизонтально, вертикально и наклонно. Закрепление направляющих производится либо по всей длине, либо только на конечных участках.
По профилю вала линейные направляющие подразделяются
Цилиндричесая рельсовая направляющая
Цилиндрические рельсы (полированный вал). Форма сечения – круг. Полированный вал является самой бюджетной и распространённой направляющей, лёгкой в обработке и установке: закрепляются лишь концы. Поверхность такого вала закалена, гладкость её практически идеальна, движение подшипниковых муфт по этой поверхности происходит с очень небольшим трением.
Однако там же, где достоинства, коренятся и недостатки: лёгкость крепления – это, в то же время, отсутствие жёсткой связи с рабочим столом и провисание в случае значительной длины и/или нагрузки.
Комплект «шариковый подшипник-полированный вал» отличается невысокой ценой. При этом у подвижных втулок небольшая грузоподъёмность. Как правило, имеется люфт, который увеличивается по мере эксплуатации. Срок службы при нормальных температурных условиях составляет 10000 часов, но при нагревании рабочей зоны значительно сокращается.
Направляющая со шлицевым валом
Направляющая со шлицевым валом имеет профилированные прямые углубления-борозды, дорожки качения, по всей длине, предназначенные для дополнительного закрепления перемещающихся по валу втулок с рабочими узлами станка. При этом люфт, по сравнению с полированным валом, значительно уменьшается и, ввиду более сложной технологии изготовления, возрастает цена таких направляющих.
Направляющие с плоскими рельсами прямоугольного сечения, как правило, профилированы шлицами под применяемые тела качения.
Так, шариковые профильные направляющие обеспечивают прецизионное перемещение, действительную прямолинейность, грузоподъёмность. У них низкий люфт. Они износоустойчивы. Их используют для комплектования робототехнических линий, в металлорежущих станках и прецизионной металлообработке
профильная рельсовая направляющая типа hiwin с роликовыми и шариковыми телами качения
Вместе с тем, устанавливать такие рельсы достаточно сложно; высоки требования к прямолинейности и шероховатости. По стоимости, ввиду сложности производства, они гораздо менее доступны, чем полированные валы.
Роликовые профильные направляющие имеют плоские дорожки качения. В опорных модулях установлены ролики. Ещё грузоподъёмнее, жёстче и долговечнее, чем шариковые шлицевые. Используются во фрезерных станках с высокой нагрузкой.
Призматическая направляющая ласточкин хвост
Призматические направляющие с рельсами треугольного сечения и направляющие «ласточкин хвост» с трапециевидным сечением применяют там, где нужны соединения повышенной жёсткости, например, в металлорежущих станках.
В частности, направляющие «ласточкин хвост» выполняются со станиной как одно целое. Изготовление, а также ремонт «ласточкиных хвостов» — сложные процедуры, требующие больших трудозатрат. Вместе с тем, они обеспечивают высокоточное перемещение подвижных элементов.
Технические характеристики
Благодаря своей конструкции, направляющие обеспечивают только одну степень свободы при перемещении по ним подвижного узла.
По «роду деятельности» они должны обладать высокой прочностью и износостойкостью.
Поэтому основными материалами для изготовления их опорных частей (валов и рельсов) являются:
серый чугун. Его используют при изготовлении направляющих, которые составляют одно целое со станиной.
Сталь. Её применяют для изготовления съёмно-накладных направляющих. Используют закалённые стали с высокой твёрдостью (60-64HRC), например, марки 40Х с закалкой ТВЧ.
Изготовление направляющих предусматривает такую их длину, которая обеспечивает полное покрытие станины либо наращивание до требуемых размеров.
Нормы точности при изготовлении направляющих стандартизованы и составляют 0,02мм допустимого отклонения при длине 1 метр.
Регламентируется также допустимая шероховатость поверхности и габаритные размеры в соответствии с рабочей нагрузкой.
В частности, на небольших станках, имеющих рабочее поле 30х40см диаметр направляющих должен составлять 2,5 см.
Площадь рабочего поля и твёрдость обрабатываемого материала определяют также необходимый класс направляющих. Так, при рабочей площади свыше 0,7м2 с обработкой стальных заготовок потребуются только профильные рельсы. Более бюджетный вариант полированного вала в этом случае непригоден.
Для каждой конкретной области работ по разработанным алгоритмам проводится расчёт, определяющий оптимальный вариант параметров направляющих станка.
Чтобы уменьшить коэффициент трения, применяют пары скольжения «металл-пластик», причём пластиковыми насадками служат фторопласт, тефлон, торсайт и подобные материалы.
Для обеспечения плавности движения гидростатических и комбинированных направляющих используют специализированные «антискачковые» масла.
Комбинированные направляющие
В станках с ЧПУ могут использоваться комбинированные направляющие качения-скольжения. Они совмещают достоинства направляющих скольжения (простота и компактность конструкции, хорошее демпфирование колебаний, более низкая стоимость) и направляющих качения (малые потери на трение, высокая износостойкость, отсутствие переориентаций рабочего органа при реверсе и др.) Недостатки комбинированные конструкции наследуют также от обоих видов направляющих.
Иногда для создания замкнутых гидростатических опор применяют комбинацию гидростатических опор и направляющих качения. Подпружиненные катки обеспечивают надёжное замыкание гидростатических опор даже при отсутствии постоянной внешней нагрузки.
Защитные устройства для направляющих
Надёжная защита направляющих грязи, мелкой стружки и абразивной пыли является залогом их долговечности. Как уже отмечалось, наиболее чувствительны к загрязнению направляющие качения.
В качестве защитных устройств применяют:
- стационарные литые или сварные щитки, закрепляемые на подвижном рабочем органе;

- телескопические щитки, состоящие из взаимно подвижных щитков с уплотнениями в соединениях (применяются в станках с большой длиной хода);
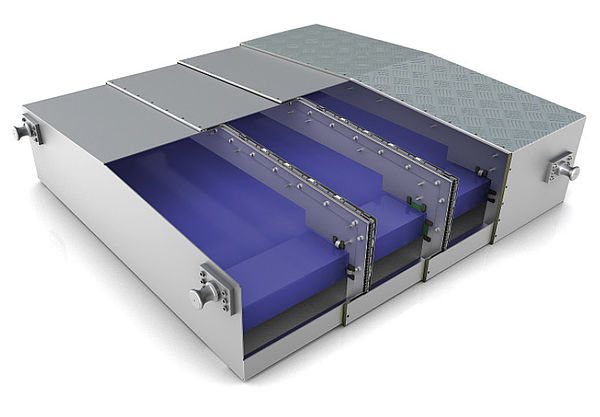
- защитные ленты из различных материалов (стальные, текстовиниловые, армированные полиамидные и т.п.);
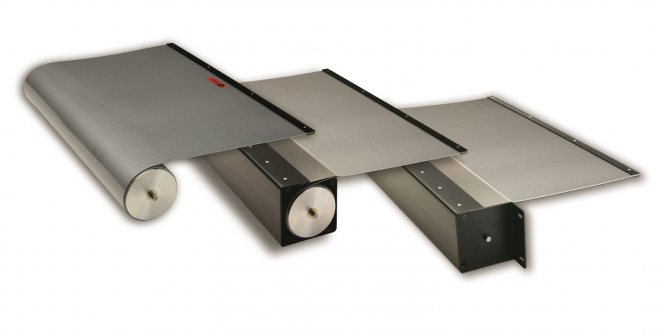
- гармоникообразные меха из различных полимерных материалов.

Выбор защитного устройства зависит от конкретных условий работы и особенностей конструкции направляющих и станка в целом.
Устройство
Самое общее описание направляющей: она представляет собой узел, обеспечивающий перемещение заготовки, инструмента и связанных с ними элементов по нужной траектории с заданной точностью.
Основные части направляющей — прочный вал или профильная направляющая и перемещающиеся по ним подвижные узлы, несущие на себе рабочие элементы станка.
Конструктивные решения направляющей, а также обеспечение перемещения по ней очень разнообразны и подчинены выполнению конкретных задач металлообработки.
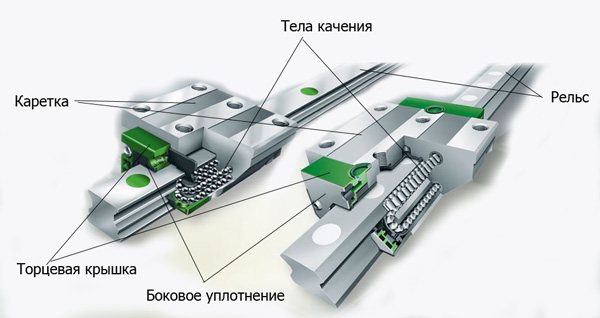
Устройство профильной рельсовой направляющей типа Hiwin
Рекомендации
При выборе станка типу направляющих следует уделить особое внимание, так как именно от этого узла зависит точность и долговечность оборудования.
- При выборе большого станка для черновых обдирочных работ, которые не требуют особой точности стоит рассмотреть направляющие с полужидкостным трением, так как они больше приспособлены для данного вида работ, а значит прослужат намного дольше.
- Если же необходима достаточно высокая точность при чистовых и черновых работах, то стоит выбирать направляющие с телами качения.
- При чистовой обработке, требующей прецизионной точности и высокого класса шероховатости поверхности следует выбирать направляющие жидкостного трения.
Если вы планируете покупку станочного оборудования, но затрудняетесь с выбором, консультанты маркетплейса СТАНКОТЕКА подберут для вас оптимальные варианты с учётом всех обстоятельств и стоящих перед вами задач. Свяжитесь с нами или оставьте заявку на сайте.