О чем статья:
Система обозначений MIG/MAG, TIG и MMA сварки
Если раньше ручная дуговая сварка обозначалась просто и понятно (РДС), то на сегодняшний день система обозначений изменилась. Тем более, когда речь идёт про такие аббревиатуры, как TIG, MMA и MIG/MAG.
Чтобы не путаться в них, нужно понимать, про какой вид сварки идёт речь в том или ином случае.
В этой статье будет рассмотрена современная система обозначения: что такое MIG/MAG, а также, что такое TIG и MMA сварка.
Понятие процесса
В основе электрической дуговой сварки ММА лежит принцип плавления кромок соединяемых металлических деталей температурой электрической дуги. При расплавлении граничных участков соединяемых деталей, возникает так называемая сварочная ванна, при остывании и кристаллизации образующая сварной шов, обеспечивающий надежное неразъемное соединение деталей.
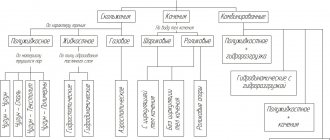
Существует несколько видов электродуговой мма сварки:
- ручная электрическая дуговая сварка (mma) с применением сменных плавящихся электродов;
- электродуговой процесс, использующий неплавящиеся электроды для сварки;
- дуговое сваривание плавящейся проволокой с непрерывной её подачей в среде защитных газов, реализуемая в сварочных полуавтоматах.
В каждом из них название mma себя полностью оправдывает, поскольку большую роль в процессе соединения металла играет сварщик.
Преимущества и недостатки
Сварка ММА не требует сложного оборудования. Универсальна, выполняется в любом положении. Ограничения связаны только с физическими свойствами сплавов:
- повышенной текучестью;
- степенью окисляемости.
Технология применяется для большинства металлов, работы можно проводить в полевых условиях. Сварка ММА применяется для бытовых целей и на производстве.
Теперь о недостатках:
- сложность розжига и поддержания дуги;
- вредные факторы, влияющие на здоровье сварщика (испарения, образующиеся при расплавлении электродной обмазки, летучие пары металлов).
Преимущества превалируют, поэтому технология ММА применяется в различных областях.
Сварка ММА универсальна, применяется в различных областях, для бытовых целей и на производстве.
Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.
Применение постоянного тока

Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями.
Что это и как работает
Разберем этот момент детально. Работая с источником напряжения, мы подключаем его к электричеству. Затем берем 2 кабеля – прямой и обратной полярности.
Они проводит ток к деталям. Первый провод крепим к детали, используя зажим. Кабель №2 подсоединяем к электроду. Мы получили электроцепь.
Она будет замыкаться во время подачи энергии к источнику напряжения. Получаем сварочную арку температуры, способной расплавить металлическую конструкцию.
Металл будет сбрасывать температуру и превращаться в кристаллы, когда электросеть потеряет связь с источником тока. Сварной шов делается за счет несложных действий.
Электрод выполняет важную роль во всем процессе. Во время его плавления вместе с металлом, капли первого оказываются в сварочной ванне. Формируется шов, и обеспечивается защита от негативного влияния озона.
Электроды представляют собой проволоку, изготовленную из металла. Ее покрывают обмазкой, которая напрямую зависит от типа металла. Учитывайте это, чтобы работу не пришлось переделывать.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
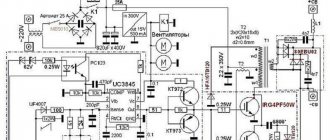
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
MAG-сварка
Второй разновидностью полуавтоматического сваривания металлов является MAG-сварка, которая производится в атмосфере активного газа, например, углекислого. Сам принцип сварки идентичен MIG-методу, но в баллон закачивается углекислый газ, стоимость которого ниже инертного. Применение данного вида сварки имеет небольшие ограничения – сваривать MAG-методом можно только легированные и низколегированные стали. В плане простоты эксплуатации и широты функций MAG-сварка нисколько не уступает сварке MIG-методом.
Полуавтоматы MIG/MAG, предназначенные для профессионального использования, зачастую работают в обоих режимах – как с углекислым газом, так и с инертным. Такое сварочное оборудование позволяет сварщику регулировать ток и может работать с проволокой любого диаметра. Наиболее часто используют проволоку, имеющую диаметр 0,5-4,0 мм, но ее выбор в каждом отдельном случае зависит от толщины металла и его химических свойств.
Режим сварки MAG-методом в среде двуокиси углерода
| Толщина свариваемой кромки, мм | 6.0-8.0 | 4.0-5.0 | 3.0 | 2.0-2.5 | 1.5-2.0 | 1.5 |
| Диаметр электрода, мм | 1.2-1.6 | 1.2-1.6 | 1.2-1.4 | 1.0-1.2 | 1.0-1.2 | 0.8-1.0 |
| Сила тока, А | 200-300 | 200-300 | 200-300 | 130-170 | 130-150 | 95-125 |
| Расход активного газа, литров/мин. | 12-18 | 11-16 | 8-12 | 6-7 | 6-7 | 6-7 |
| Скорость автоподачи проволоки, м/час | 500-700 | 500-700 | 350-500 | 150-250 | 150-220 | 150-220 |
| Открытая длина проволоки, мм | 10-20 | 10-20 | 10-13 | 10-13 | 10-13 | 6-10 |
В зависимости от модели полуавтомата сварка происходит при холостом ходе напряжением 19-30 В. У подавляющего большинства полупрофессиональных и бытовых полуавтоматов отсутствует возможность регулировки скорости подачи рабочего тока и напряжения. Такой подход обеспечивает автоматическую стабилизацию электродуги (автокоррекция).
Полуавтоматы для сварки MIG-MAG

Все представленные на современном рынке сварочные аппараты полуавтоматического типа MIG-MAG состоят из нескольких частей:
- Генератор тока – инвертор или трансформатор.
- Газовый баллон, оснащенный редуктором.
- Кабели, шланги.
- Горелка, включающая систему подачи проволоки.
- Механизм, подающий проволоку.
В роли электрода, который плавится, выступает специальная проволока (алюминиевая или стальная, иногда это могут быть и другие материалы), намотанная на баран, и подаваемая в зону сварки автоматически. Скорость автоподачи спецпроволоки пропорциональна ее диаметру и рабочему току. Сварщик заводит горелку в зону сварки и нажимает рукоятку. При образовании дуги электрический двигатель подает проволоку из алюминия или стали к шву. Тем временем газ, находящийся под давлением, обдувает сварочную ванну и препятствует допуску атмосферных газов к раскаленному металлу, что исключает процесс окисления свариваемых деталей. В данном случае инертный газ берет на себя функции покрытия электрода, используемого при обычной MMA-сварке. Основное отличие здесь состоит в том, что защитная атмосфера создается не при сжигании покрытия электрода, а подается в уже готовом виде извне.
Преимущества полуавтоматического оборудования для MIG-MAG сварки
Некоторые специалисты считают полуавтоматы MIG/MAG несколько громоздкими. Действительно комплектация, в которую входит баллон с газом, барабан с проволокой, трансформатор или инвертор не добавляют мобильности подобным моделям. Однако полуавтоматическое оборудование MIG-MAG наделено множеством преимуществ по сравнению с другими аналогами:
- Возможность сварки даже очень тонких металлических листов.
- Минимальный расход проволоки из стали, алюминия или других металлов.
- Легкое зажигание дуги и ее дальнейшее удержание (особенно на инверторных моделях).
- Отсутствие вредных паров при сваривании деталей.
Соотношение тока и диаметра проволоки при сварке различных металлов
В зависимости от химических свойств того или иного металла подбирается необходимый диаметр проволоки и ток. В таблице представлены основные соотношения этих двух параметров для различных материалов.
| металл | диаметр проволоки, мм | рабочий ток, а |
| алюминий, алюминиевые сплавы | 0.8 | 50-175 |
| 1.2 | 90-250 | |
| 1.6 | 160-350 | |
| 2.4 | 225-400 | |
| 3.2 | 350-475 | |
| сплавы магния | 0.8 | 150-300 |
| 1.2 | 160-320 | |
| 1.6 | 210-400 | |
| 2.4 | 320-510 | |
| 3.2 | 400-600 | |
| никель и его сплавы | 0.9 | 100-160 |
| 1.2 | 150-260 | |
| 2.6 | 100-400 | |
| медь, медные сплавы | 0.9 | 150-300 |
| 1.2 | 200-400 | |
| 1.6 | 250-450 | |
| 2.4 | 350-550 | |
| нержавеющая сталь | 0.8 | 75-150 |
| 0.9 | 100-160 | |
| 1.2 | 140-310 | |
| 1.6 | 280-450 | |
| низкоуглеродистая сталь, катаная, холоднотянута | 0.8 | 40-220 |
| 0.9 | 60-280 | |
| 1.2 | 125-380 | |
| 1.3 | 260-460 | |
| 1.6 | 275-450 | |
| углеродистая сталь, некоторые виды низколегированной стали | 0.9 | 60-280 |
| 1.2 | 125-380 | |
| 1.6 | 275-450 |
Устройство автоподачи проволоки в аппаратах MIG/MAG
Удобный функционал автоподачи проволоки в полуавтоматическом оборудовании MIG-MAG имеет сложный механизм, благодаря которому обеспечиваются следующие преимущества:
- Мягкий плавный старт – в начале MIG-MAG сварки проволока выходит с маленькой скоростью, позволяя разжечь и стабилизировать электродугу;
- Исключение риска прилипания проволоки в самом начале операции;
- Плавная регулировка автоподачи сварочной проволоки и обеспечение ее постоянной скорости;
- Возможность смены полярности (в случае использования порошковой проволоки);
- Защита сварочной проволоки от вваривания в горелку после остановки ее подачи, прекращение подачи тока прежде чем, остановилась проволока;
- Возможность настройки импульсного режима сварки.
Обычно MIG/MAG сварка осуществляется на токе обратной полярности. Однако в зависимости от поставленной перед специалистом задачи и характеристик сварочного полуавтомата возможно использование как переменного тока, так и прямой полярности.
Режимы работы полуавтоматов MIG-MAG
Полуавтоматическое оборудование MIG-MAG имеет несколько рабочих режимов:
- Short Arc (короткая дуга) – сваривание тонких металлов производится с использованием пульсирующего тока. При этом сам сварочный процесс представляет собой серию коротких замыканий, когда расплавленный материал проволоки накоротко замыкает сварочное напряжение.
- Spray Arc – сварка MIG-MAG осуществляется пульсирующим током (струйный перенос). Форма импульсов отличается от режима Short Arc – в данном случае перенос расплавленного материала производится в капельном виде, что позволяет варить металлы относительно большой толщины.
- Pulse Arc (импульсно-дуговой) – является разновидностью режима Spray Arc, но отличается от него скважностью импульсов и меньшей величиной тока. Считается оптимальным вариантом для сваривания цветмета, алюминия, нержавеющей стали или сложных сплавов.
- Pulse on Pulse Arc – характеризуется импульсами с двумя регулируемыми уровнями тока (происходит наложение импульсов тока высокой и низкой частот). Данный режим MIG-MAG сварки идеально подходит для декоративных сварочных швов, при этом обеспечивается не только эстетичность, но и высокое качество.
Также в полуавтоматах MIG/MAG встречаются англоязычные обозначения:
- Аrc Force – регулировка энергии электродуги;
- Lift – высокочастотный поджиг электродуги (обычно применяется при TIG-сварке);
- Hot start – переводится буквально как «Горячий старт» – означает увеличение сварочного тока в начале сварочных работ.
Проволока для аппаратов-полуавтоматов MIG/MAG
В основе принципа сварки MIG- или MAG- методом лежит газовая атмосфера, которая создается при помощи инертного или активного газа. Однако качество используемой сварочной проволоки также влияет на конечный результат. В оборудовании полуавтоматического типа MIG-MAG чаще всего применяются четыре основные вида проволоки:
- Алюминиевая – обеспечивает пластичность и высокую прочность соединения, устойчивость шва к образованию трещин и коррозии. При сварке алюминиевых сплавов, где имеется сложный химический состав, специалисты рекомендуют отдавать предпочтение универсальному типа сварочной проволоки.
- Стальная (нержавеющая сталь) – в роли исходного материала выступает высоколегированная сталь. Также расходный материал содержит в себе марганец, азот, фосфор, углерод, хром. Такая проволока предназначена для соединения элементов из нержавеющей стали, при этом обеспечивается высокая антикоррозийная устойчивость и надежный шов.
- Омедненная – имеет специальное покрытие из медного состава и подходит для сварки углеродистых и низкоуглеродистых сталей. Соединение получается не только аккуратное, но и действительно прочное.
- Порошковая – внутри полой металлической проволоки находится порошок, который состоит из антиокислителей: ферросплавы, различные руды, сложные химические соединения. Применение порошкового расходного материала при сварке MIG-MAG позволяет варить различные металлы без газа, поскольку сгорающий флюс берет его функции на себя. По сравнению с покрытием электродов, используемых при ММА-сварке, порошок практически не выделяет в атмосферу ядовитых веществ (в общем составе он составляет всего лишь 15-40%). При сварке-MAG порошковая проволока обеспечивает мягкое, но при этом стабильное горение дуги.
Самыми удобными в использовании являются омедненная и порошковая проволоки – сварка MIG/MAG производится на достаточно хорошей скорости без образования брызг. Эти расходные материалы распространены не только в бытовой, но и в профессиональной среде.
Выбирая проволоку для сварки MIG-MAG, необходимо учитывать не только состав металлов, которые предполагается сварить, но и то, с какими наконечниками можно применять тот и иной расходный материал.
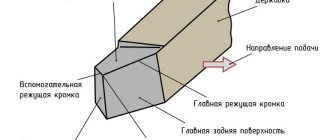
Электроды для ручной дуговой сварки
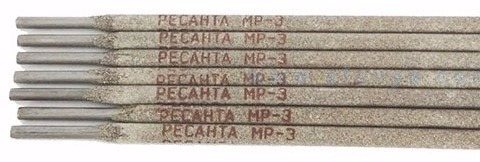
Штучные электроды, применяемые для mma сварки, представляют собой металлические стержни, покрытые специальным составом, иногда называемым обмазкой. Функция покрытия заключается в следующем.
При зажигании электрической дуги, обмазка электрода, вследствие интенсивного разогрева обильно выделяет газы, вытесняющие кислород воздуха с места сварки, что предохраняет сварочную ванну от окисления. Это способствует образованию более качественного сварного шва.
Электроды для сварки различаются по диаметру, материалу стержня и составу покрытия. Эти факторы определяют их предназначение для работы с постоянным или переменным током, а также их применение при соединении различных материалов.
Сущность метода
Дуга зажигается между кромкой основного металла заготовки и концом плавящегося покрытого обмазкой электрода. Под тепловым воздействием дуги происходит образование сварочной ванны на детали и расплавление присадочного электрода, который по мере расплавления подается в зону сварки. Сварной шов формируется в результате смешения основного металла свариваемых кромок и присадочного металла электрода.
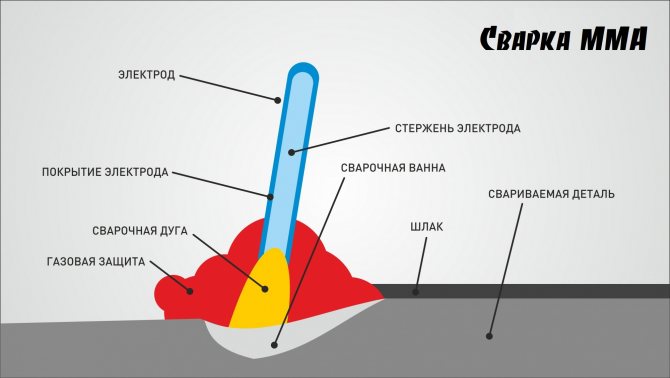
Вредные примеси всплывают на поверхность сварочной ванны в виде шлака. После полной кристаллизации сварочной ванны шлаковая корка удаляется.
Защита расплавленного металла от вредного воздействия окружающей среды (кислорода и азота) обеспечивает электродное покрытие, которое при расплавлении выделяет защитный газ.
Помимо этого, электродное покрытие облегчает зажигание дуги, поддерживает стабильность её горения и содержит шлакообразующие элементы.
Технология

Первым делом стоит настроить режим мма-сварки. Это важно сделать правильно, чтобы потом не возникало трудностей при сварке. Процесс под силу настоящему мастеру, новичок может постараться выполнить всё правильно, приложив усилия.
После этого происходит розжиг дуги. Процесс возможен или с помощью чирканья, или постукивания. В первом случае вам необходимо провести металлом по уровню металла, во втором – постучать концом электрода по конструкции.
Это может быть трудным для новичка без хотя бы двухлетнего опыта. Но всё приходит с практикой. Через 2-3 месяца регулярной работы у вас получится зажигать дугу без усилий.
Для стабильного горения дуги важно держать электрод в нескольких миллиметрах от металла. При большом расстоянии арка может потухнуть, а при соприкосновении с металлом – прилипнуть к нему.
Обеспечьте прогрев металла. Для этого проведите электрод в виде круговых движений. Перед вами образуется сварочная ванна, размер которой должен быть одинаковым по всему шву.
После того, как конструкция нагрета, важно вести электрод в среднем темпе. Следите за равномерным формированием шва. Весь процесс должен быть без видимых дефектов.
Подведем итоги
ММА наряду с другими типами сварок имеет некоторые особенности и трудоемкий процесс работы. Технология может быть вам непонятна, если путь сварщика только начался.
Со временем вы обязательно запомните последовательность операций. ММА Сварка станет приятным и легким процессом, который обязательно будет доведен до идеала.
Не стоит расстраиваться, если в первые месяцы работа выглядит неидеальной. Сварочное дело требует оттачивания навыков и десятилетнего труда.
Для начала можно потренироваться на тех листах металла, которые не пригодятся. В помощь новичку придут видео-уроки, которые находят в интернете за пару секунд.
Самые важные характеристики при выборе аппарата
При подборе инвертора также следует уделить внимание другим важным параметрам и характеристикам:
- Наличие дополнительных опций, делающих работу с аппаратом комфортной и удобной. К ним относится функция «Горячий старт», обеспечивающая скорое образование сварочной дуги; «Антизалипание» — при прилипании электрода к обрабатываемой поверхности, на него автоматически прекращается подача сварочного тока; «Форсаж дуги» — функция, необходимая для формирования располагающихся в вертикальной плоскости сварочных швов.
- Пригодность устройства к ремонту. Сварочники – оборудование со сложным устройством, для техобслуживания и ремонта их требуются специальные знания и запчасти. Потому если в месте проживания отсутствуют сервисные центры конкретных производителей, то лучше остановиться на моделях других марок.
- Гарантия. Большинство производителей дают гарантию на продукцию до 2 лет, у китайских «ноунеймов» и малоизвестных заводов срок возврата и бесплатного ремонта либо отсутствует вообще, либо он ограничен 2-3 месяцами.
- Возможность модернизации для улучшения функциональности. Эта опция важна только в тех случаях, если аппарат предполагается применять не только для черных металлов, но и для цветных, качественное соединение которых возможно только в защитной газовой среде неплавящимся электродом (метод ТИГ). В этом случае следует выбирать приборы с возможностью дополнительного подключения баллонов и приборов для подачи инертного газа.
Сергей Дроздовский, сварщик, стаж работы 22 года: «Сварка ММА, как и любая другая, сперва может показаться слишком сложной и трудоемкой. Не так просто для новичков запомнить последовательность работ, сразу постичь нюансы технологии. Сварка требует терпеливого отношения и постепенного обретения навыков, потому перед выполнением ответственной работы лучше потренироваться на кусках или обрезках металла, посмотреть обучающие видеоуроки».
Что нужно для аргонодуговой сварки ТИГ
Широкое распространение технология TIG получила еще и по той причине, что генерируемая дуга генерирует высокую температуру. Благодаря этому для опытного сварщика не составит проблем задача соединения заготовок из углеродистой стали. Важно подчеркнуть, что при этом будет достигнуто высокое качество сварочного шва. Помимо стали можно работать с большим количеством других металлов: чугуном, титаном, алюминием и прочими. Высококачественными получаются швы при сварке нержавеющей стали. Они даже не нуждаются в последующей очистке.
Для начала работ потребуется:
- сварочный аппарат;
- редуктор;
- инертный газ;
- присадочная проволока.
Тем, кто планирует профессионально заниматься сварочными работами, необходим аппарат с несколькими TIG-режимами. Нужно поинтересоваться типом горелки. Всего их два: для сваривания тонких листов металла и для всех остальных видов работ.
Как выбирать инвертор
Выбирая сварочный аппарат, зная, что такое ММА-сварка и способ ее выполнения, будущие владельцы чаще всего ориентируются только на стоимость устройства.
На отечественном рынке имеется такие основные категории чварочников:
- дешевые китайские;
- более дорогие от европейских производителей.
Следует понимать, что большинство комплектующих в оборудовании известных марок производится в Китае. Потому при подборе аппарата нужно смотреть не столько на цену, сколько на технические параметры прибора.
Главной характеристикой любого инвертора считается его мощность. Принцип действия устройства основывается на образовании импульсов высокой частоты, поступающих от находящихся под значительным напряжением транзисторов – так называемых «силовых ключей». Эти элементы нужны для повышения силы тока при ее снижении в питающей сети. Для защиты от перегорания силовых ключей в инверторе должна быть предусмотрена защита.
В бюджетных моделях наличие защитных схем не предусмотрено, из-за чего при резком скачке напряжения не минуть выхода инвертора из строя. Потому, выбирая прибор, следует учесть и такие факторы, как стабильность электроснабжения в месте эксплуатации сварочника.
Не менее важным параметром является потребляемая аппаратом мощность. Учесть этот показатель особенно необходимо в том случае, если устройство предполагается применять на максимальном сварочном токе. В этом случае мощность электросети должна с запасом превышать прогнозируемую нагрузку с учетом и других потребителей.
Важно! В инструкции к аппарату указываются характеристики предохранителей, устанавливающихся в питающей электросети. Использовать защиту с иными параметрами не следует, так как это может повлечь неисправности наиболее слабых мест проводки.
Перед покупкой сварочника важно определить допустимую продолжительность его безостановочной работы, которая указывается в техпаспорте. Этот параметр обозначает время функционирования прибора на максимальном токе.