Характеристика работ. Волочение на волочильных станахмедной и алюминиевой проволоки. Установка проволоки на карусели, заправка ееконцов, протягивание через фильеры и закрепление на барабанах. Участие вналадке станов и в смене фильер. Закрепление концов проволоки. Установка фильерна станы и заправка концов обрабатываемой проволоки в фильеры. Наблюдение закачеством эмульсии. Измерение диаметра проволоки.
Должен знать: принцип работы обслуживаемых волочильныхстанов; правила заправки и закрепления концов проволоки на барабанах;назначение и правила пользования применяемым контрольно-измерительныминструментом и приспособлениями; основные механические свойства обрабатываемыхметаллов; состав смазок, применяемых при волочении проволоки из различныхсплавов; основные сведения о квалитетах и параметрах шероховатости.
§ 6. Волочильщик проволоки 3-го разряда в Москве
Характеристика работ. Волочение на однократных имногократных волочильных станах проволоки всех профилей диаметром до 1,8 мм изнизкоуглеродистых марок стали при скорости волочения до 300 м/мин. и из цветныхметаллов. Волочение проволоки из драгоценных металлов и их сплавов диаметромсвыше 0,09 до 1,0 мм. Сварка проволоки на электросварочном аппарате.Регулирование и обслуживание смазочных и специальных намоточных устройств,сварочных аппаратов, съемных механизмов и системы охлаждения при волочении.Установка и регулирование скорости волочения по заданному маршруту и режимуволочения. Волочение на однократных и многократных волочильных станах проволокидиаметром свыше 1,8 мм из низкоуглеродистых марок стали при скорости волочениядо 300 м/мин., волочение проволоки из цветных металлов и сплавов диаметромсвыше 1,8 до 6 мм под руководством волочильщика проволоки более высокойквалификации. Съем и увязка мотков проволоки. Подготовка мотков и шпуль кволочению. Наблюдение за качеством намотки проволоки на приемноеприспособление. Вязка бунтов, установка и съем катушек (барабанов). Подналадкаобслуживаемых волочильных станов.
Должен знать: устройство, правила подналадки различныхтипов волочильных станов и другого оборудования для волочения; устройствоприменяемого контрольно-измерительного инструмента и специальныхприспособлений; порядок установки и смены фильер; основные свойства металлов исплавов, обрабатываемых под давлением; марки проволоки; основные сведения оквалитетах и параметрах шероховатости.
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
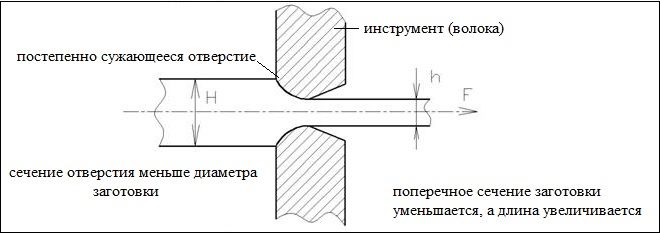
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.

Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
§ 7. Волочильщик проволоки 4-го разряда в Москве
Характеристика работ. Волочение на однократных имногократных волочильных станах: проволоки диаметром до 1,8 мм изсреднеуглеродистых, высокоуглеродистых и легированных марок стали; проволокидиаметром до 1,8 мм из низкоуглеродистых марок стали при скорости волочениясвыше 300 м/мин.; проволоки диаметром свыше 1,8 мм из низкоуглеродистых марокстали при скорости волочения до 300 м/мин.; проволоки из цветных металловдиаметром свыше 1,8 до 6,0 мм. Многократное волочение вольфрамовой,молибденовой и платинитовой проволоки, а также латунной, нейзильберной икрасномедной проволоки для ладовых пластин всех щипковых инструментов по 7 — 10квалитетам. Волочение проволоки из драгоценных металлов и их сплавов диаметромсвыше 0,02 мм. Плющение проволоки различных марок на специальных плющильныхстанах. Под руководством волочильщика проволоки более высокой квалификацииволочение на однократных и многократных волочильных станах: проволоки диаметромсвыше 1,8 мм из низкоуглеродистых марок стали при скорости волочения свыше 300м/мин.; проволоки диаметром свыше 1,8 мм из среднеуглеродистых,высокоуглеродистых и легированных марок стали; проволоки из цветных металловдиаметром свыше 6,0 мм; биметаллической проволоки диаметром свыше 2,5 мм;порошковой проволоки и проволоки из катанки с механическим удалением окалины.Наладка волочильных станов. Определение качества подготовленного к волочениюметалла после каждого передела. Расчет размера заготовки. Определениенеобходимого количества протяжек, величины обжатия и скорости волочения.
Должен знать: устройство, кинематические схемы и правиланаладки волочильных станов и другого оборудования для волочения; правилаопределения величины обжатий по проходам волочильных станов и скоростиволочения; технические условия на применяемое сырье и изготавливаемуюпродукцию; способы влияния травления и отжига на качество металла приволочении; правила, определяющие последовательность протягивания проволоки иколичество протяжек для определенных металлов; конструкцию специальныхприспособлений; основные сведения о квалитетах и параметрах шероховатости.
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
§ 8. Волочильщик проволоки 5-го разряда в Москве
Характеристика работ. Волочение на однократных имногократных волочильных станах: проволоки диаметром свыше 1,8 мм изнизкоуглеродистых марок стали при скорости волочения свыше 300 м/мин.;проволоки диаметром свыше 1,8 мм из среднеуглеродистых, высокоуглеродистых илегированных марок стали; проволоки из цветных металлов диаметром свыше 6,0 мм;проволоки из сплавов сопротивления и нержавеющих марок стали; порошковойпроволоки и проволоки из катанки с механическим удалением окалины. Многократноеволочение вольфрамовой, молибденовой и танталовой проволоки по 6 квалитету.Волочение проволоки из драгоценных металлов и их сплавов диаметром до 0,02 мм.Волочение проволоки на высокоскоростных станах с индивидуальными приводамипостоянного тока.
Должен знать: конструкцию волочильных станов различныхтипов; виды волочения проволоки и количество протяжек для различных металлов;технологию волочения проволоки; состав эмульсии, подаваемой на волочильныестаны.
✉️ Как записаться на курсы обучающего центра
Оставьте заявку
Заполните форму на этом сайте. Специалист в течение пятнадцати минут свяжется и подробно объяснит как подать заявление.
Получите консультацию
Наши специалисты уточнят детали вашей ситуации
Подготовьте документы
Получив документы и заполнив договор, дождитесь решения по выбору индивидуальной программы для обучения профессии волочильщик цветных металлов.
Оплата
Оплата производится по приложенным к договору реквизитам.
Обучение
Обучение рабочим профессиям ведется преподавателем по согласованному со слушателем графику в удобное для него время.
Можно начинать работу.
Получение удостоверения волочильщика цветных металлов. Оригиналы договоров, чеков и актов будут доставлены по вашему адресу бесплатно.
Подробнее о стоимости и условиях дистанционного обучения волочильщиков цветных металлов можно узнать по телефону или на сайте.
Комментарии к профессии Волочильщик проволоки
Приведенные тарифно-квалификационные характеристики профессии «Волочильщик проволоки» служат для тарификации работ и присвоения тарифных разрядов согласно статьи 143 Трудового кодекса Российской Федерации. На основе приведенных выше характеристик работы и предъявляемых требований к профессиональным знаниям и навыкам составляется должностная инструкция волочильщика проволоки, а также документы, требуемые для проведения собеседования и тестирования при приеме на работу. При составлении рабочих (должностных) инструкций обратите внимание на общие положения и рекомендации к данному выпуску ЕТКС (см. раздел «Введение»).
Обращаем ваше внимание на то, что одинаковые и схожие наименования рабочих профессий могут встречаться в разных выпусках ЕТКС. Найти схожие названия можно через справочник рабочих профессий (по алфавиту).
Результаты обучения

Гарантии
| НАДЕЖНО Все условия прописываем в договоре | УДОБНО Обучаем по 100% постоплате | БЕЗОПАСНО Если Вам не понравилось обучение – возвращаем деньги |
Я тоже хочу про свои работы рассказать: волочильщик
Моя трудовая книжка кончилась, кончился и вкладыш.
Так и у меня есть что написать. О волочильщике
Работа не смешная, хоты очень ее название всех забавит.
Искал работу, бывший начальник предложил идти к нему, я пошел.
После собеседования отправмлся на медосмотр в поликлинику.
Прибаутки начались от медрегистраторши. Это так зовутся тетушки в окошке регистратуры.
Вышел на работу. Туда-сюда.
Встречаю одноклассницу после работы. Ну, как обычно первый вопрос: где работаешь?
На все вопросы о работе я стал хитро отвечать.
— На кабельном производстве работаю! (Это правда, ибо волочильщик работает на волочильне. На ней из меди и алюминия вытягивается проволка нужного диаметра)
— О. ты на телевидение работаешь!
И так с каждым, кто слышит о должности ‘волочильщик’
А работа грязная и вонючая.
Чтобы алюминий и медь не рвались, при волочение смазывается жидкостью желеобразной что-то типо графит и сера.
Работали по 12 ч. Чтобы оборудование не глюшить. Не мое,.ему пофиг. А тому, которое варило пвх и делало оплетку для кабелей.
Приходит бухта.весом 2т меди или алюмминия.
И стяжки из меди или аллюминия.
Бухту на спецподдон поставили, стяжки в сторону.
Я их потом кирпичом равнял, чтобы в пакет влазипвх
В пункт чермета снес две-три таких связки и вот деньги живые на день.
Но, я с приемщиком договорился и стал ему мешки от пвх крошки продавать
Раньше была профессия «дрочильщик». Проволоку вытягивали они.











