Гибка проволоки, выполняемая как вручную, так и при помощи различных инструментов и специального оборудования, позволяет придавать изделиям из данного материала различную конфигурацию. В процессе гибки внутренний слой проволоки подвергается сжатию, а наружный – растяжению. Станки для гибки проволоки, которые сегодня представлены в большом разнообразии моделей, пользуются большой популярностью, так как гнутые проволочные изделия активно применяются для решения различных производственных и бытовых задач.
Простейшее приспособление для сгиба проволоки
Чтобы без особых проблем выполнять гибочные операции в домашних условиях, лучше всего выбирать проволоку, изготовленную из мягких материалов. Осуществлять несложную гибку более жесткой проволоки, если в этом есть необходимость, можно при помощи обычных слесарных инструментов:
- плоскогубцев (при помощи такого инструмента, который есть у каждого домашнего мастера, можно сформировать несложный изгиб проволоки, а также надежно зафиксировать ее отрезок для выполнения его дальнейшей обработки);
- пассатижей (используя этот инструмент, являющийся одной из разновидностей плоскогубцев, можно выполнять гибку различной степени сложности);
- кусачек, или острогубцев (применяя такой инструмент, проволоку можно нарезать на отрезки требуемой длины).
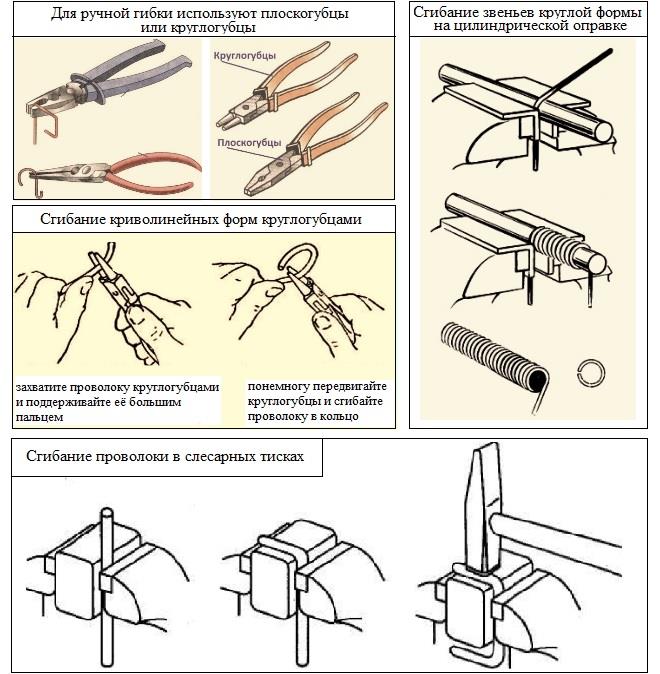
Простые приемы ручной гибки проволоки
Если из проволоки, используя метод гибки, необходимо изготовить изделие сложной конфигурации, лучше предварительно нарисовать его на бумаге и периодически сверяться с эскизом. Для формирования простейших фигур такой эскиз можно не использовать. Например, если необходимо создать гнутое изделие прямоугольной формы, сделать это можно следующим образом:
- Проволоку в месте ее будущего изгиба зажимают в слесарных тисках.
- Верхнюю (не зажатую) часть проволоки гнут при помощи обычных плоскогубцев или молотка.
В результате такой несложной процедуры на поверхности проволоки формируется изгиб под прямым углом.

Для изготовления большого количества однотипных деталей из проволоки используют шаблоны и самодельные приспособления
Гибка проволоки в домашних условиях
Для придания простых форм не очень жесткой проволоке используют слесарные инструменты, имеющиеся практически в каждой домашней мастерской:
- Плоскогубцы. С их помощью можно изогнуть или надежно зафиксировать конец изделия.
- Пассатижи. Разновидность плоскогубцев.
- Кусачки. С их помощью металлоизделие нарезают на мерные куски.
Для создания сложных фигур используют шаблоны, с которыми сверяются в процессе гибки. Для гибки хомута прямоугольной формы конец проволоки зажимают в тисках, а изгиб осуществляют плоскогубцами или ударами молотка.
Правила техники безопасности при ручной гибке:
- работы требуется проводить в плотных тканевых перчатках;
- необходимо обеспечивать плотную фиксацию обрабатываемого материала;
- на столе, на котором производятся работы, не должны находиться тяжелые предметы, которые могут упасть на пол.
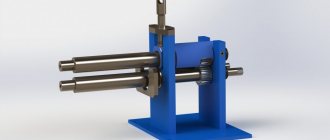
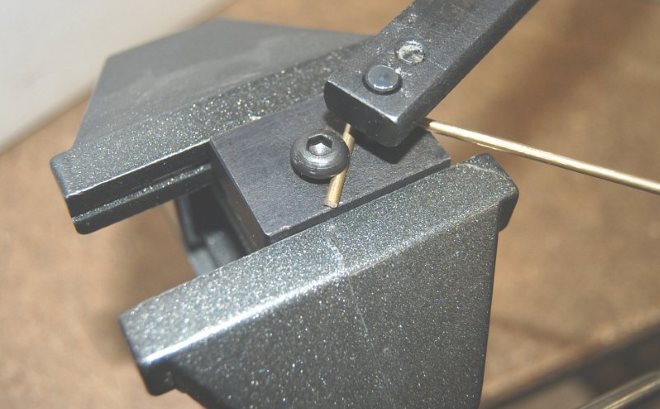
Несложные приспособления для гибки проволоки своими руками
Для выполнения гибки в единичных или мелкосерийных вариантах используют наборы, состоящие из двух стальных пластин, осей, валиков и втулки, имеющих центральный канал 6 мм. Количество и расположение осей можно менять.
Принцип работы гибочного устройства:
- Нижнюю пластину крепят в тисках.
- Верхнюю поворачивают на определенный угол. При необходимости изготовления точных форм в приспособление встраивают угломер.
- За счет торчащих осей и опорной втулки изделие изгибается под нужным углом.
С помощью такого устройства для гибки можно работать с нелегированной и нержавеющей проволокой диаметром 3-4 мм, сварочными прутками, арматурой с гладкой поверхностью класса АI небольшого диаметра.
Типы гибочных станков
Гибочные станки различают по типу используемого сырья.
Гибочные станки для листового металла
Используются для придания листам металла разных форм. Нашли широкое применение при изготовлении деталей корпусов, элементов кровли, оконных конструкций, коньков, козырьков, отливов.
Все гибочные станки для металла имеют одинаковую конструкцию и отличаются только приводом. Наибольшее распространение получили гидравлические гибочные станки, электромеханические и ручные.
Первые наиболее мощные и позволяют работать с листовыми металлами толщиной более 3,5 мм. Электрические гибочные станки сочетают в себе высокую производительность, широкий набор функций и низкую цену. Это самое дешевое оборудование среди промышленных листогибов. Главное преимущество последних – компактность, мобильность, независимость от электросети. Цена ручных гибочных станков очень низкая, что позволяет их использовать для бытовых нужд, в небольших мастерских и на стройплощадках.
Станки для гибки арматуры
Станки для работы с арматурой по типу используемого сырья подразделяются на машины, работающие с прутком и с бухтой, а по степени автоматизации делятся на ручные, электромеханические и станки с ЧПУ.
Принцип работы у всех гибочных станков для арматуры одинаковый: часть арматуры помещается между гибочным пальцем и упорами, гибочный палец приводится в движение и осуществляет гибку на требуемый угол.
Ручные гибочные станки для арматуры используют систему рычагов, которая позволяет в несколько раз уменьшить необходимое для гибки усилие. Такие станки компактны, просты, надежны и очень востребованы на строительных площадках.
Электромеханические станки отличаются от ручных только тем, что гибка осуществляется не за счет физической силы оператора, а за счет электродвигателя. Эти станки позволяют гнуть арматуру диаметром до 40-50 мм.
Гибочные станки с ЧПУ для арматуры позволяют производить гибку в автоматическом режиме. Арматура с размотчика проходит через правильные ролики и поступает в зону гибки, где при помощи вращающегося диска с упорами и гибочными пальцами гнется в соответствии с установленной программой. Такие станки высокопроизводительные и не требуют вмешательства оператора в рабочий процесс, но они имеют ограничения по диаметру арматуры, как правило, не больше 16 мм.
Гибочные станки для труб
Гибка труб необходима для изготовления воздушных и газовых магистралей, радиаторов холодильников, элементов теплообменников, при производстве POS-продукции.
Гибочные станки для труб по типу привода подразделяются на ручные и гидравлические.
Ручные станки для труб, как правило, используются для работы с трубами малых диаметров из мягких материалов. В остальных случаях применяются гидравлические трубогибы, наиболее широкое распространение среди которых получили трехвалковые гибочные станки.
При массовом производстве более сложных изделий, например, радиаторов холодильников, нередко применяются автоматические гибочные станки для труб с ЧПУ. Принцип их работы схож с работой станков для гибки арматуры.
Станки для гибки полосы
Наша компания предлагает станки для гибки металлической полосы. На таких машинах производят хомуты, скобы, скрепы, ободы колес и прочее. Также есть специализированный станок для изготовления букв из алюминиевой и стальной полосы для вывесок.
гибочные>
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды.
Самодельный ручной станок для художественной гибки проволоки
С целью гибки проволоки для создания металлических узоров на ограждениях, перилах лестниц, для декора фасадов используется специальное оборудование заводского производства.
Однако возможно и самостоятельное изготовление такого устройства.
Рис. 1
Рис. 2
Кратко этапы изготовления:
- Изготовить станину (2) размером 150х80 мм из стальной пластины толщиной 30 мм.
- В торце станины просверливают сквозное отверстие (видно на рис. 1) для регулирующего болта, глухие (2) и (3) – для фиксации роликов, (4) и (5) – для фиксации станины к уголку. В отверстиях нарезается резьба М8.
- К столу привинчивают неравнополочный уголок 60х40 мм с толщиной полки 5 мм, длиной 200 мм.
- Для паза на рис.1 изготавливают стальной брусок длиной 90 мм. В бруске просверливают глухое отверстие с резьбой (1) для регулировочного болта, сквозное отверстие (2) для фиксации ручки-регулятора угла поворота, отверстие (3) глубиной 10 мм с резьбой М8 для ролика, имеющего рифленую поверхность.
- К уголку привинчивают собранную станину (2) с направляющими роликами (3), двумя ручками (5) и (6), роликом с рифленой поверхностью.
Промышленные станки для гибки проволоки
В серийном и крупносерийном производствах используются станки, работающие с проволокой в бухтах. Такие агрегаты обеспечивают экономичность и хорошую производительность при получении однотипных металлоизделий. На станок устанавливаются приспособления, настроенные на получение определенной конфигурации.
Процесс работы:
- установка бухты с проволокой на размотчик;
- на длинномерное изделие оказывают воздействие два механизма – роликовый и плоский;
- выровненная проволока поступает в станок в гибочные устройства;
- деталь требуемой конфигурации отрезается механическим режущим устройством.
На таком проволокогибочном оборудовании получают детали несложной формы. Число гибочных операций обычно не превышает 5-ти.
Работа с проволокогибочным станком
Для изготовления из проволоки большого количества гнутых изделий могут использоваться различные методики, для реализации каждой из которых применяется специальное оборудование. Наиболее распространенным и экономичным является бухтовый способ гибки.
Выполнение гибки по данной технологии происходит в несколько этапов.
- Проволока, которая намотана на бухты, подается на роликовый двухплоскостной станок, выполняющий ее выравнивание.
- После выравнивания проволока подается на проволокогибочный станок, на котором и формируется изделие требуемой конфигурации.
- Сформированное изделие отрезается, и весь цикл гибки повторяется заново.
Использование данной технологии позволяет полностью автоматизировать процесс гибки и тем самым добиться его высокой производительности.

Бюджетный станок для сгибания проволоки
Проволокогибочный станок может выглядеть и как неподвижный шаблон, вокруг которого проволока обкатывается при помощи подвижных прижимных роликов. Используя такие приспособления, на поверхности проволоки можно формировать изгибы даже самого минимального радиуса, величина которого сопоставима с наружным диаметром обрабатываемого изделия. При этом конфигурация формируемого на таком станке изделия может быть достаточно сложной.

Переставные упоры и изменяемые рычаги этого шаблона позволяют создавать множество комбинаций изгибов проволочных изделий
Проволокогибочный станок может работать и по принципу проталкивания обрабатываемого изделия через систему валиков. Конец проволоки при использовании такого оборудования соединяется со специальным проводом, который и протягивает изделие через рабочие органы станка. Проволокогибочный станок данного типа за счет особенностей своей конструкции позволяет изготавливать изделия, отличающиеся даже очень сложной формой.
При выравнивании проволоки также используется проволокогибочный станок, который в данном случае применяется для рихтовки. В качестве рабочих органов такого оборудования могут выступать правильные рамки или двухплоскостные правильные блоки. При этом более высокой эффективностью отличаются вращающиеся правильные рамки, именно поэтому их применяют в тех случаях, когда выравнивание поверхности проволоки необходимо выполнить максимально плавно и качественно.
Станки с ЧПУ для гибки проволоки: разновидности и основные характеристики
Технологически передовыми являются станки с числовым программным управлением. Они позволяют получать детали сложной формы. Для изменения формы гибки и размера изделия меняют программу на компьютере.
Различают несколько типов станков, работающих по компьютерным программам:
- С одной гибочной консолью. На таком агрегате изготавливают несложные по форме изделия. Длина развертки ограничена 1 м.
- С двумя консолями. С их помощью получают металлоизделия сложных конфигураций с большой длиной развертки. Работа производится с проволокой, нарезанной на мерные длины. Гибка осуществляется во встречных направлениях. На двухконсольных станках можно получать закрытые изгибы.
- Объемной гибки. 3D-изгибание позволяет изготавливать сложные объемные формы. Минусом такой технологии является высокая стоимость агрегатов и их неспособность обеспечить высокую производительность. На таких станках изготавливают бесшовные изделия, к которым будут предъявляться высокие требования по прочности во время эксплуатации.
Типы гибочных станков
Различают 2D и 3D гибочные станки. Первые используются для изготовления простых плоскостных изделий: крючки, вешалки, проволочные рамы и т.д. 3д станки для проволоки – универсальные гибочные станки, подходящие для изготовления практически любого проволочного продукта: лотки, кронштейны, корзины и т.д.. Трехмерная гибка становится возможной благодаря наличию поворотной консоли. В отдельную группу следует выделить автоматы для навивки пружин. Их использование позволяет делать пружины различных диаметров и с различным количеством витков за считанные секунды. По типу используемого сырья различают:
- гибочные станки для листового металла;
- станки для гибки арматуры;
- гибочные станки для профильной трубы;
- станки для гибки ленты;
- гибочные станки для проволоки.
На нашем сайте представлены автоматы для работы с металлической лентой, трубой, проволокой и арматурой, а также специализированный станок для изготовления букв из алюминиевой полосы для вывесок.