Назначение метчиков
Метчики используются только для нарезания внутренней резьбы. За внешнюю резьбу отвечают совершенно другие инструменты.
- Инструмент способен сделать новую резьбу в абсолютно разных отверстиях или обновить уже существующую.
- Работы могут проводиться с разными металлами, такими как: латунь, медь, подобные металлы и пластик.

Обычно для изготовления резьбы используется набор, в который входят три метчика. Некоторые случаи требуют до пяти метчиков.
Для его использования необходим специальный инструмент – метчикодержатель. Зафиксированный в нем метчик вставляется в отверстие и проворачивается в нужную сторону.
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.
Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.
Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Устройство и характеристики метчиков
Метчик является очень простым инструментом, его конструкция состоит из двух основных частей. Первая часть, это хвост метчика, именно это часть предмета фиксируется в метчикодержателе или на станке.

Вторая часть является основной, на ней расположена внешняя резьба, которая в свою очередь состоит из двух частей:
- Режущий элемент. Данная часть резьбы предназначена для формирования витков резьбы в отверстии.
- Калибрующий элемент. Второй элемент необходим для зачистки, только что, вырезанных отверстий, и их калибровки.
На боковых сторонах метчика находятся специальные элементы, которые называются перьями. Именно благодаря им, производится формирование резьбы.

Метчики для метрической резьбы сквозных отверстий ГОСТ 3266-81
Метчик для сквозных отверстий — это металлорежущий инструмент, предназначенный для создания внутренней метрической резьбы, имеет вид винта со специальными канавками. Метчики выполнены из быстрорежущей стали М6М5. Конструкция и размер инструментов соответствуют регламентам ГОСТ 3266-81.
Сфера применения метчиков для сквозных отверстий
Изделия данной категории являются одними из основных резьбонарезных инструментов для полупрофессионального и профессионального использования, а также для решения бытовых задач. Инструменты применяют для обработки металлов, стали, различных сплавов.
Конструкционные особенности
Метчик для сквозных отверстий стоит из следующих элементов: • рабочая часть: имеет заборную зону (формирование первых витков) и калибрующую часть (доведение резьбы до идеала), которая может иметь разный тип канавок; • шейка; • хвостовик: выполняет роль крепежа, при ручном процессе работы фиксируется в воронке или метчикодержателе, а при машинном варианте использования крепится на станках в специализированном патроне. Угол резьбы в профиль у метрических метчиков составляет 60 градусов. Все механические процессы приходятся на рабочую часть.
Типы канавок у метчиков для сквозных отверстий
• прямая: такие метчики могут быть различной формы, не предназначены для создания глубокой резьбы, поскольку удаление стружки практически не происходит; • прямая канавка со спиральной подточкой: представлена в форме В (согласно стандарта DIN), удаление стружки происходит под отверстием, непосредственно в направлении движения инструмента.
Виды метчиков для сквозных отверстий
Существует две разновидности инструмента: 1. Метчики с проходным хвостовиком: характеризуются большей по диаметру рабочей частью в отношении к хвостовику; 2. Изделия с усиленным (непроходимы хвостовиком): отличаются равным или большим по диаметру хвостовиком в отношении рабочей части.
Инструменты предназначены для метрической резьбы в соответствии с регламентами ГОСТ 24705-81, имеют маркировку «М» и числовой показатель диаметра резьбы. Стандартные модели имеют диаметр от 1 до 68 мм, шаг резьбы может варьировать от 0,25 до 6 мм.
Преимущества метчика для сквозных отверстий
Выбор данных инструментов обусловлен следующими преимуществами: • возможность однопроходной нарезки резьбы; • высокая производительность; • универсальность: за счет усиленного сплава метчик можно использовать при работе с различными материалами; • способность выдерживать большие динамические нагрузки; • точность резьбы; • вариативность диаметра получаемых отверстий; • износостойкость; • повышенная красностойкость.
Особенности эксплуатации
Для получения качественного нарезания внутренней резьбы, перед началом использования инструмента необходимо определить длину шага, либо непосредственно диаметр резьбы. Рекомендуется рабочую поверхность метчика обрабатывать специальной смазкой или машинным маслом, солидолом. Процесс сверления должен осуществляться строго перпендикулярно к плоскости. В ситуации, когда нужно обломить образовавшуюся стружку, следует в ходе работы периодически плавно прокручивать инструмент в обратную сторону. Метчик для сквозных отверстий нецелесообразно использовать для создания глухих отверстий, поскольку у них разная система отведения стружки. Инструмент для сквозного отверстия за счет особенностей канавок выводит стружку снизу или не выводит вовсе. Если использовать данное изделие для глухих отверстий, то велика вероятность поломки метчика или нанесения неправильной резьбы из-за скопившейся стружки.
По инструменту торговой марки WOLFSTAR был проведен анализ на химический состав в лаборатории при одном из самых престижных узкопрофильных ВУЗов России: Национальный исследовательский технологический университет «Московский институт стали и сплавов» (НИТУ «МИСиС»), результаты которого подтверждают, что инструмент из всех категорий соответствует по химическому составу требованиям ГОСТ-а.
Результат проведенного анализа.
В интернет-магазине WOLFSTAR.RU можно купить метчики по металлу любого вида, размера и назначения, а также воротки для метчиков, по доступной цене и в широком ассортименте.
Материалы
Для производства метчиков используются разные материалы, среди них:
- Легированная сталь;
- Инструментальная сталь;
- Быстрорежущая сталь.

Самым распространенным и оптимальным вариантом принято считать быстрорежущую сталь. Она обладает большим количеством преимуществ перед другими:
- Высокий срок службы;
- Устойчивость к перепадам температур;
- Высокое качество проводимых работ;
- Возможность работы с высокой скоростью;
- Высокая прочность материала.

Для работы с некоторыми материалами изготавливают специальные метчики с дополнительным покрытием. Благодаря такому решению увеличивается срок службы и эффективность инструмента.

Разновидности и сферы применения метчиков
По способу привода разграничивают на:
- Ручные – они отличаются хвостиком квадратного сечения, который вставляется в вороток. Есть две ручки, за которые удобно поворачивать изделие. Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
- Машинные – применяются на металлорежущих станках. Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного показателя.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
- Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в тот участок, который и отвечает за точную нарезку.
- Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки. Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Виды метчиков
Существует большое количество метчиков, которые используются для формирования самых разных резьбовых отверстий. Все они подразделяются по разным параметрам. Первое разделение оборудования заключается в его типе резьбы:
- Метрический;
- Дюймовый;
- Трубный.

Метчики по типу резьбы различаются углом профиля, количеством витков будущей резьбы. Также отличия заключаются в наклоне профиля, который необходим для большей надежности резьбового соединения.
Помимо этого, метчики могут различаться по типу канавки:
- Прямолинейная канавка;
- Винтовая канавка.
Изделия с винтовым типом канавки подразделяются на левый спиральный и правый спиральный. Они предназначены для создания разных отверстий. Первый тип используют для создания резьбы в глухих отверстиях, второй в сквозных.
Метчики делятся на одноподходные и многоподходные. В зависимости от вида они предназначены для выполнения работы в один, или в несколько подходов. Для многоподходных изделий нормально наличие комплекта из нескольких метчиков, каждый из которых необходимо использоваться для правильного формирования резьбы.

Основной параметр разделения метчиков на виды – назначение. Инструменты, отличающиеся по своему назначению:
- Слесарный. Самая простая вариация метчика, который может использоваться без специального оборудования.
- Машинный. Отличие от слесарного метчика заключается в форме изделия и способе его использования. Эксплуатация возможна только со специальным станком.
- Машинно-ручной. Универсальный инструмент, который может использоваться вручную и на специальном станке.
- Конический. Из-за особенной формы, такие метчики используются для формирования резьбы конического типа. Обычно используется на специальных станках.
- Цилиндрический. Обыкновенный метчик, используемый для формирования резьбы в глухих отверстиях.
- Гаечный. Отличается от всех других моделей удлиненным хвостом и возможностью нарезания резьбы сразу нескольких гаек.
- Плашечный. Одноподходный вид инструмента, который используется для создания резьбы в плашках.
- Маточный. Метчик используется как дополнение к плашечному. Он предназначен для зачистки сформированных витков.
- Трапецеидальный. Одноподходный инструмент, устойчивый к высоким нагрузкам. Он используется для создание резьбовых отверстий трапецеидальной формы.
- Бесканавочные. Метчики, отличающиеся минимальным количеством канавок в своем строении.
- Винтовые. Такие изделия предназначены для быстрой обработки тупиковых отверстий.
- Комбинированные. Инструменты, которые могут выполнять сразу несколько функций. Например, метчик-сверло.
- Ступенчатые. Обыкновенное оборудование, состоящее из двух частей. Режущей и калибрующей.
- Колокольные. Используются для формирования резьбы большого диаметра.
- Шахматные. Метчики, которые созданы для снижения трения.
- Метчик-протяжка. Используется такое оборудование при необходимости формирования резьбы в сквозных отверстиях. Рабы проводятся со станком.
- Метчик-раскатник. Из-за особенности работы с инструментом полностью отсутствует стружка и пыль.
- Полые. Метчики, которые необходимы для создания резьбы в тяжелых условиях работы.
- Свечные. Предназначены для формирования резьбы в свечных колодцах ДВС.
- Ловильные. Распространены в нефтегазовой промышленности.

Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
Конструкция метчика
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
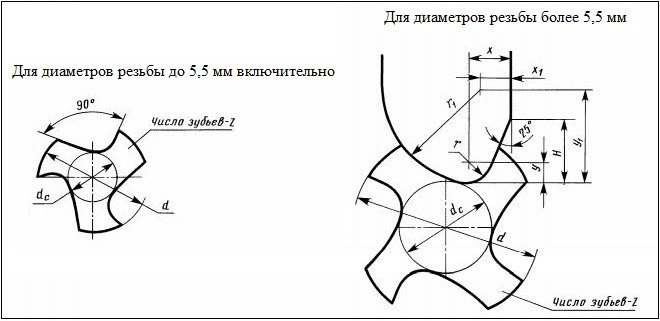
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
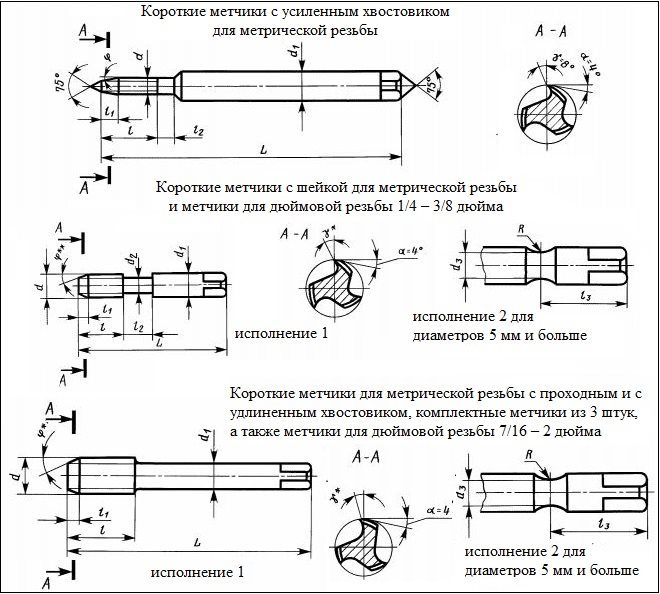
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
Геометрия режущей и калибрующей части метчика
Стоимость метчиков
Цены на метчики варьируются от нескольких сотен, до нескольких тысяч рублей. Все это зависит от материалов, из которых изготовлен инструмент и от его вида.

Таким образом простые метчики, такие как: слесарные, ступенчатые или винтовые изделия стоят относительно недорого, в то время как, стоимость ловильных метчиков начинается от четырех тысяч рублей.
Для формирования качественного и надежного резьбового отверстия важно подобрать правильный инструмент. Выбор зависит от того, с какими материалами предстоит и особенностей необходимой резьбы.
Основные правила нарезки внутренней резьбы
Чтобы правильно нарезать резьбу метчиком необходимо придерживаться следующих рекомендаций:
- Просверлить отверстие нужного диаметра. По сути – это главный этап, т. к. при ошибке вы получите либо неплотную резьбу, либо сломаете метчик из-за перегрузки. Для наиболее распространенной, метрической резьбы таблица диаметров приведена ниже. Для грубой оценки необходимо отнять от диаметра резьбы её шаг. Сверлить необходимо строго перпендикулярно к плоскости.
- Для нарезки вручную выполняем возвратно-поступательные движения – два оборота вперёд, один назад.
- После прохода черновым метчиком, повторяем процедуру чистовым.
- При нарезке в глубоком отверстии необходимо периодически полностью выкручивать инструмент и очищать канавки.
- Для нарезки в глухом отверстии его длина должна быть больше планируемой длины резьбы.
- При нарезке резьбы в глубоких отверстиях обязательно используйте смазку – эмульсия, керосин или льняное масло.
Фото метчиков (для нарезки резьбы)
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
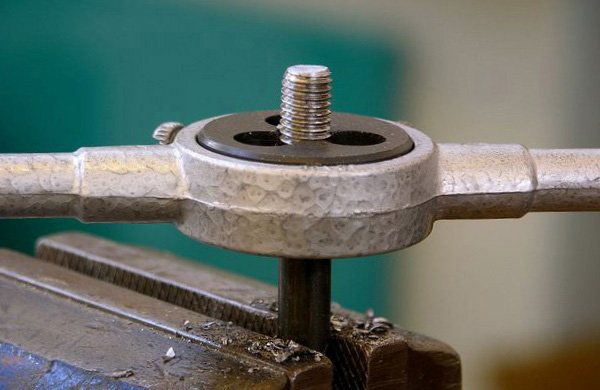
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
| Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
| номинальный | минимальный | ||
| 5 | 0,8 | 4,92 | 4,82 |
| 6 | 1 | 5,89 | 5,79 |
| 8 | 1,25 | 7,87 | 7,76 |
| 10 | 1,5 | 9,85 | 9,73 |
| 12 | 1,75 | 11,83 | 11,7 |
| 14 | 2 | 13,8 | 13,67 |
| 16 | 2 | 15,8 | 15,67 |
| 18 | 2,5 | 17,8 | 17,62 |
| 20 | 2,5 | 19,8 | 19,62 |
| 22 | 2,5 | 21,8 | 21,62 |
| 24 | 3 | 23,79 | 23,57 |
| 27 | 3 | 26,79 | 26,57 |
| 30 | 3,5 | 29,79 | 29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.











