Угловая струбцина для сборки мебели: что это такое и как она устроена
Струбцина – это удобное приспособление, которое применяется в процессе сборки мебельных конструкций. Зажим значительно упрощает работу и сокращает время ее выполнения. Струбцины, предназначенные для сборки мебели, временно фиксируют составные части конструкции, пока они не будут полностью закреплены. Существует несколько видов этих приспособлений. Струбцина углового типа используется для скрепления отдельных элементов мебели под прямым углом.

Это приспособление является настоящим помощником для сборщика мебели.
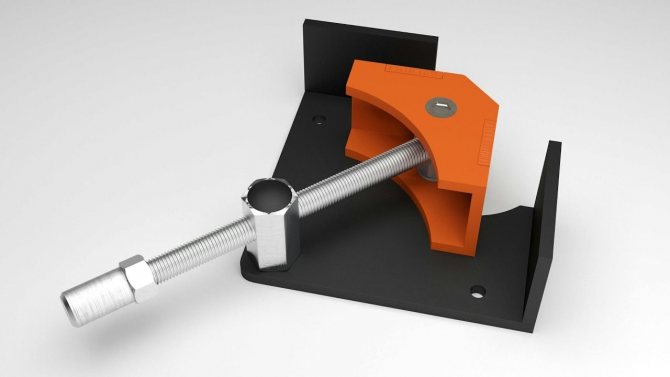
Состоит она следующих компонентов:
- Зажим и два упора.
- Подвижный блок.
- Рычаг – механизм, обеспечивающий передачу высокого усилия.
- Винт – фиксирует подвижную часть струбцины в необходимом положении.
- Бегунки – обеспечивают слабый зажим детали.
Зная устройство и принцип действия этого приспособления, можно без проблем изготовить его самостоятельно.
Главное назначение струбцины заключается во временном скреплении элементов мебельной конструкции.
Назначение мебельных зажимов
Струбцина представляет собой универсальные тиски, удерживающие детали мебели в определенном положении. Некоторые виды зажимов могут менять угол соединения деталей.

Угловой тип инструмента позволяет соединять детали под прямым углом.
Эти приспособления применяются для решения таких задач:
- фиксация прямого угла;
- отпиливание заготовок под определенным углом;
- сборка отдельных компонентов мебели, требующих расположения под прямым углом (шкафы, ящики выдвижного типа);
- установка крепежа (зажим позволяет освободить мастеру обе руки для выполнения этой операции);
- сборка мебели, рам и прочих конструкций, изготовленных из древесины, профильного металла.

Некоторые модели струбцин способны менять угол соединения деталей.
В профессиональных целях они используются плотниками, а также сварщиками, слесарями и столярами. Эти приспособления применяются и в домашних условиях мастерами, предпочитающими изготавливать металлические и деревянные изделия собственноручно.

Струбцина является своего рода универсальными тисками, которые надежно фиксируют заготовки в нужном положении.
Приспособления для сварки
Непосредственно сама сварка требует иногда гораздо меньше времени и сил, чем подготовка к ней. Основную долю последней составляет сборка сварной конструкции с фиксацией всех элементов в нужном положении. Эта работа требует особого внимания, поскольку от нее зависит качество готового изделия.

Приспособления для сварки: струбцины
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления
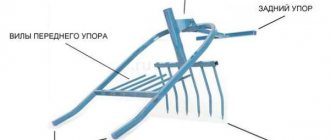
. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
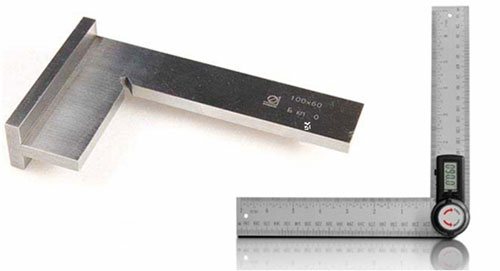
Угольники
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.

Приспособление для сварки труб
Закрепляющие приспособления
. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.

Сварочные приспособления: струбцины и зажимы
Струбцина
— универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
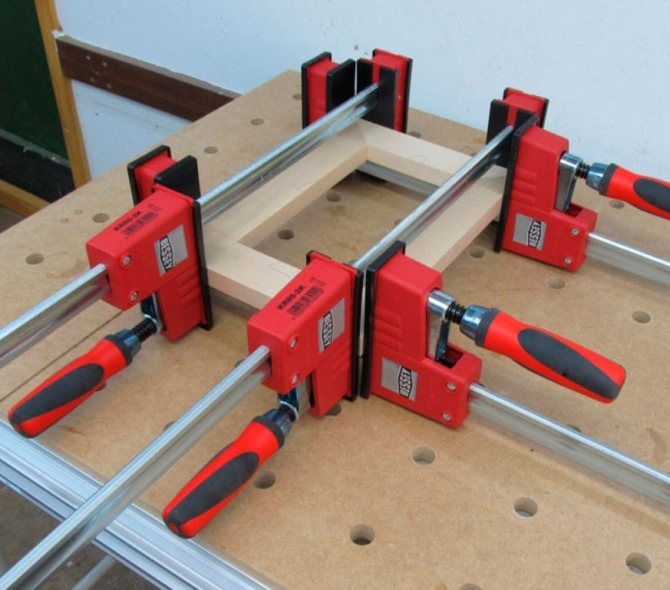
Струбцины Bessey

Струбцина Bessey с регулируемым зевом и наклоняемым упором

Быстрозажимные струбцины Bessey с регулируемым зевом
Зажимы для сварки
отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Зажимы
Прижимы
по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
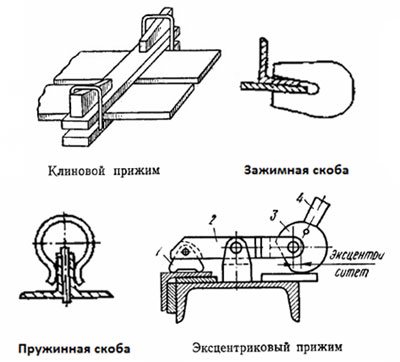
Приспособления для сварки: прижимы
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки
применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Приспособление для сварки: стяжка

Приспособление для сварки: стяжка
Распорки
позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Приспособление для сварки: распорка
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
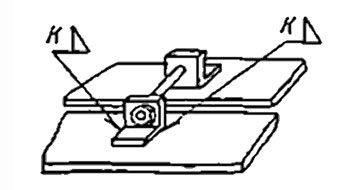
Наиболее удобны в использовании приспособления для сварки, выполняющие комплексную функцию установки детали в нужное положение и ее закрепление. В этом случае не нужно заботиться о том, чтобы правильно выставить детали, достаточно просто вставить их в приспособление и затянуть винты или эксцентрики. На рисунке ниже изображено три подобных устройства для сборки элементов под углом 90°, позволяющие быстро и легко выставлять и крепить свариваемые детали в одной и двух плоскостях. Для обеспечения выемки конструкции из приспособления после сварки, один из зажимов у приспособления для объемной сборки (вверху справа) выполнен поворотным.
Установочно-закрепляющие приспособления для сварки

Угловые зажимы Bessey

Использование углового зажима Strong Hand Tools
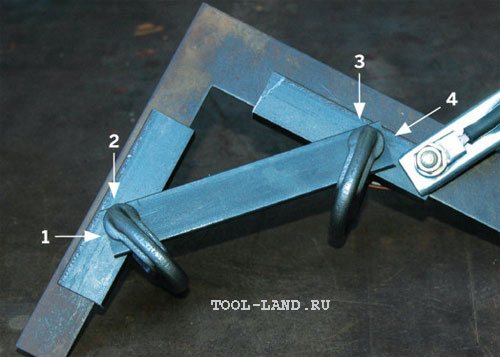
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.

Самодельное приспособление для сварки
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
Самодельное приспособление для сварки
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Самодельное приспособление для сварки

Самодельное приспособление для сварки
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.

Самодельное приспособление для сварки
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.

Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.

Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3

Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Или таким:

Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Очень удобными сборочно-сварочными устройствами являются магнитные приспособления для сварки, соединяющие и удерживающие детали в определенном положении силой притяжения встроенных в них магнитов.
Магнитные угольники
. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools

Магнитный угольник Strong Hand Tools
Универсальные магнитные приспособления
. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.

Магнитное приспособление MagTab для сварки (Strong Hand Tools)

Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Магнитное приспособление MagTab для сварки (Strong Hand Tools)
Есть варианты и проще:
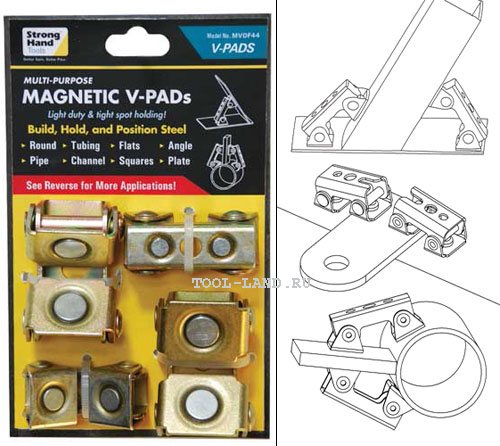
Магнитное приспособление V-Pads для сварки (Strong Hand Tools)
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты — под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.

Газовая линза

Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей. Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
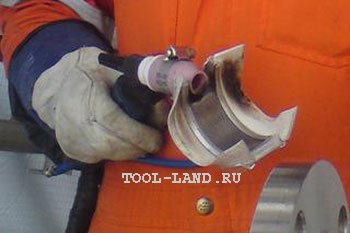
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке

Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Литература
Типы приспособлений
Существует несколько разновидностей этих приспособлений, способных обеспечивать фиксацию заготовок.
Условно их можно разделить на три группы:
- Обычные – закрепляют заготовку на рабочем столе.
- Угловые – способны удерживать сразу две заготовки под определенным углом относительно друг друга.
- Объемные – имеют сложную конструкцию, позволяющую одновременно фиксировать сразу три элемента.
Неподвижные детали намного проще соединять между собой, с ними легко работать, и результат отличается высоким качеством.
Обычная струбцина имеет С-образную форму. Она укомплектована специальным кронштейном и зажимом с резьбой. Эти приспособления бывают пластиковыми, металлическими, деревянными. Угловые струбцины – самая распространенная разновидность, поскольку с их помощью выполняется большое количество работ.
Сокращается время на работу, и отсутствует необходимость в привлечении дополнительных работников для помощи.
Приспособление из фанеры
Разовая фиксация, для которой не нужна высокая жесткость успешно выполняется с применением листов фанеры.
Для работы понадобятся куски фанеры 1,5×10×10 см, которые вырезаются лобзиком. Квадраты размечаются путем деления заготовок по диагонали на две части. Намечаются отверстия на расстоянии 20 см от края с расстоянием между ними не меньше 8 см, в противном случае зажимы начнут мешать друг другу. В отмеченных местах просверливаются отверстия Ø40 мм. Три угла опиливаются с целью устранения излишков клея под фиксаторами.
Материал изготовления зажимов
Струбцины заводского производства изготавливаются из металла. В качестве сырья используется дюралюминий и различные сплавы на его основе. Такие приспособления изготовлены по стандарту, поэтому технические характеристики и общие размеры у них одинаковы.

Использование этого инструмента не требует больших усилий от пользователя. Работать с ним легко и быстро.
Изделия заводского производства стоят немало. Если требуется провести сварочные работы или осуществить сборку мебели, одним зажимом не обойтись. Покупка нескольких струбцин существенно ударит по бюджету, поэтому многие мастера предпочитают их изготавливать самостоятельно.
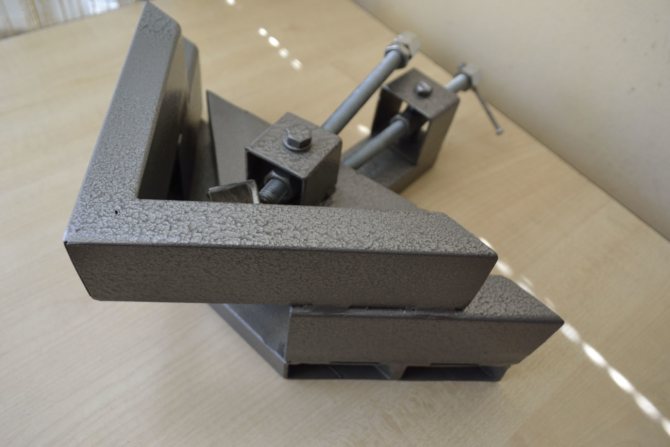
В классическом виде конструкция выглядит как простой и компактный мебельный зажим, который позволяет фиксировать составные конструкции под прямым углом.
Материал самодельных зажимов подбирается с учетом работ, которые предстоит выполнить. Струбцины, используемые для сборки мебели, обычно делаются из древесины. Для сварочных работ пригодны только металлические зажимы. Если же требуется разово провести какую-нибудь операцию, можно ограничиться изделиями из листовой фанеры.

Угловые мебельные струбцины применяются для сборки мебели. Это их главное, обобщающее назначение.
Для создания деревянных зажимов используется древесина:
- лиственницы;
- граба;
- бука;
- березы.
Она имеет высокие прочностные характеристики, обладает упругими свойствами и способностью восстанавливать первоначальную форму. Древесина этих пород гораздо тверже, чем материл, из которого выполнено большинство мебельных конструкций. Чтобы не повредить заготовки, желательно использовать защитные набойки. Они бывают деревянными, кожаными, войлочными. Допускается применение резины светлых тонов, чтобы на поверхности не оставалось цветного следа.

С помощью струбцины можно фиксировать практически любые детали, которые подходят под допустимые размеры инструмента.
Зажимы в виде рамок изготавливаются из металла. Для этого обычно используются профильные трубы или стальные уголки. Металлические детали предварительно нужно зачистить, чтобы на заготовках в процессе сборки не появлялись царапины. После этого изделие покрывается краской. Это необходимо для того, чтобы металл не повреждался коррозией и не оставлял следов ржавчины на поверхностях, с которыми соприкасается. После этого на раме закрепляются деревянные планки.

Инструмент, изготовленный в домашних условиях, может быть железным или деревянным.
F-образные струбцины
Если G-образные струбцины имеют всего одну регулировку (высоты прижима), то в F-образных струбцинах предусмотрено несколько регулировок. Это непосредственно сама высота прижима и так называемый «дожим», дающий гарантию максимально надежной фиксации. Пример F-образной струбцины на фото ниже.

Как и в случае со струбцинами G-типа, F-образные приспособления рассчитаны на прижим заготовок либо между собой, либо к краю столешницы.
F-образные струбцины регулируют высоту прижима посредством направляющей планки, по которой ходит нижняя прижимная губка. Принцип фиксации в таких струбцинах прост. Упираясь в заготовку нижняя губка клинит на направляющей планке. Для усиления клина нужно просто закрутить вспомогательный винтовой прижим.
F-образные струбцины для сварки и столярных операций обычно отличаются направляющей планкой. В сварочных струбцинах планка обычно ровная, а в столярных приспособлениях направляющая планка чаще всего использует ребристую поверхность.
В отличии от G-приспособлений струбцины с F-образным профилем позволяют крепить достаточно высокие заготовки. Разумеется, есть и совсем небольшие F-прижимы. Высота разведения губок в F-струбцинах может составлять от 100 до 300-500 (мм). Конкретная высота прижима будет зависеть от модели струбцины. Из выложенного ниже видеоролика можно узнать, как выбрать струбцину для сварки.
Как правильно использовать
Угловая струбцина значительно упрощает процесс соединения двух заготовок. Это приспособление одновременно поддерживает их в нужном положении и фиксирует.
При сборке мебели сложно обойтись одной струбциной, потому придется покупать несколько инструментов, а это обойдется в приличную сумму.
Пользоваться зажимом несложно, достаточно придерживаться основных правил:
- Не допускается никаких отклонений, угол инструмента должен быть строго прямым.
- Обязательно нужно следить, чтобы рабочая часть тисков полностью прилегала к поверхности.
- Чтобы зажать заготовки, нужно поворачивать рукоять пятки, которая их фиксирует. Поворот в обратном направлении – освобождает детали.
- Когда заготовки зафиксированы, их можно без проблем сверлить и устанавливать крепеж.
- Для проведения некоторых работ, например, механической обработки деталей, потребуется дополнительно закрепить зажим на верстаке. Для этого используются тиски.
- Очень важно следить за силой нажима, чтобы не повредить верхний слой мебели.

Экономия домашнего бюджета является не единственным преимуществом самодельного инструмента.
В целом для пользования струбцинами не требуется особых навыков. Этот инструмент очень прост в обращении.

Металлический тип инструмента обладает хорошей жесткостью фиксации и имеет длительный срок эксплуатации.
G-образные струбцины
Это простейший вариант струбцин. Конструкция таких приспособлений представлена обыкновенной скобой с винтовым прижимом. Пример на фото ниже.

G-образные струбцины используются для фиксации заготовок к краю столешницы слесарного верстака или сварочного стола. Такие струбцины актуальны в основном для работы с негабаритными деталями.
При помощи G-образных струбцин можно обездвижить и расположить в правильном направлении: уголок, швеллер, листовой металл, трубу с прямоугольным профилем, шестигранник и прочие типы проката. Вместе с тем G-образные струбцины дают возможность надежно прижимать к друг другу и детали: труба к трубе, труба к металлическому листу и пр.
Главным недостатком G-образных струбцин является возможность прижима заготовок только у края столешницы, так как скоба имеет заметно ограниченную глубину профиля. Какие еще существуют виды струбцин.
Способы изготовления струбцины для сборки мебели
Способ изготовления зажимов зависит от того, для каких целей и как часто они будут использоваться. Для сборки мебели нередко используется ДСП. Чтобы закрепить под углом детали, выполненные из этого материала, можно использовать самодельные струбцины из фанеры или дерева. Металлические заготовки закрепляются более прочными и надежными зажимами, поскольку при обработке таких материалов возникают большие нагрузки.
Приспособление состоит из надежного крепкого корпуса, подвижного механизма и винта, который обеспечивает жесткость фиксации
Технология создания струбцины своими руками из фанеры
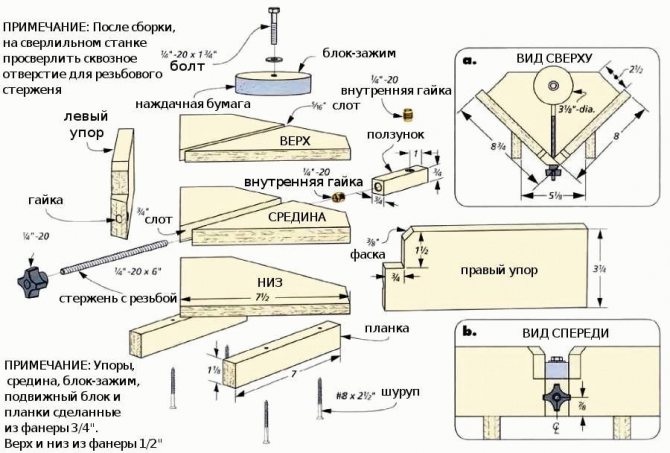
Для работы потребуется фанерный лист или древесно-стружечная плита. Главное, чтобы у материала была гладкая поверхность. Мебельный зажим из фанеры может быть в форме прямоугольника или треугольника. Детали будущей струбцины вырезаются согласно чертежу. Независимо от выбранной формы, в конструкции обязательно должен присутствовать прямой угол.
Чтобы сэкономить домашний бюджет, инструмент изготавливается своими руками.
Для работы потребуется:
- листовая фанера (толщина – 8 мм);
- длинный болт с гайкой (120 мм);
- клеевой состав ПВА;
- саморезы, укомплектованные пресс-шайбой (6 шт.);
- электрическая дрель и сверла (6 мм и 3 мм);
- угловая шлифовальная машинка и наждачный диск;
- электрический лобзик;
- деревянный брусок.
Фанерный лист укладывается на ровной поверхности. На материал нужно перенести разметку согласно чертежам. Поскольку струбцина будет состоять из двух частей, используется половинчатый размер.
Если фиксировать детали нужно будет не очень жестко, то приспособление своими руками можно сделать из фанеры.
Общие размеры мебельного зажима:
- Высота – 13 см.
- Ширина – 10 см.
- Толщина нижней губки – 3 см.
- Толщина верхней губки – 2 см.
С помощью электрического лобзика из фанерного листа, согласно разметке, выпиливается две одинаковых заготовки. Чтобы срез был аккуратным, желательно использовать пилку с мелкими зубьями. Полученные детали нужно скрепить саморезами. Предварительно в листе выполняются отверстия, чтобы материал не лопнул. Для этого следует использовать сверло 3 мм.
Когда детали закреплены, их нужно зачистить с помощью шлифовальной машинки. Желательно использовать для этих целей специальный станок, поскольку применение УШМ не слишком безопасно.
Такой способ является самым простым, легким и не затратным.
На основе болта и гайки формируется подвижный механизм струбцины. Необходимо раскрутить саморезы и сделать в заготовках небольшой пропил. Для этого можно воспользоваться ножовкой. Пропил позволит избежать перекоса в процессе сверления отверстий. Затем саморезы закручиваются обратно и с помощью болгарки формируется отверстие. Кроме этого ножовкой делается паз под гайку.
Сборка мебельного зажима:
- Поверхность прилегающих деталей равномерно смазывается клеем.
- Устанавливается болт и гайка.
- Обработанные клеем части скрепляются между собой саморезами.
Когда клей немного схватится, нужно удалить его излишки. Из деревянного бруска изготавливается рукоятка округлой формы, тщательно шлифуется и устанавливается на болт. Чтобы она не выскальзывала, можно сделать небольшие насечки.

Такой выбор обусловлен хорошими способностями восстанавливать форму, отличной прочностью и высокой упругостью.
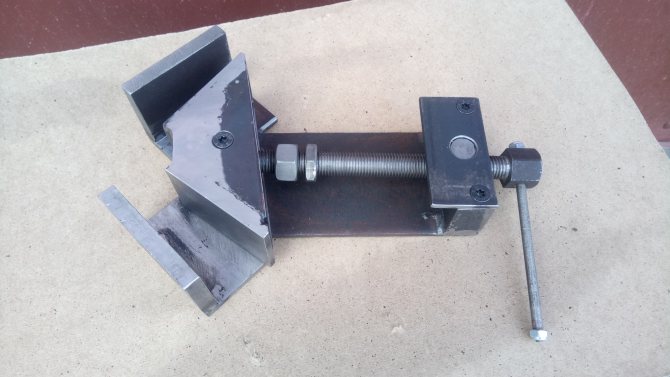
Как сделать угловую струбцину из металла
Для работы потребуются навыки обращения со сварочным аппаратом, поэтому не каждый мастер может справиться с этой задачей.
Необходимые материалы:
- Болт М14 и гайки к нему – подвижная шпилька.
- Болты М12 с гайками.
- Прут арматуры с сечением 12 мм – вороток.
- Профильная труба размером 20х40 мм или 30х60 мм – прижимные элементы.
- Листовая сталь толщиной 5 мм.
Приспособление состоит из надежного крепкого корпуса, подвижного механизма и винта, который обеспечивает жесткость фиксации.
Из стали потребуется изготовить ходовую полосу (150х40 мм), квадратную деталь (200х200 мм) и небольшие отрезки по 40х40 мм для коробчатой сборки, она будет служить направляющей.
Сборка осуществляется в следующем порядке:
- К листу стали привариваются отрезки профильной трубки. Предварительно они выставляются под углом 90°.
- Из кусочков 40х40 мм собирается коробчатая конструкция и в нее ввариваются стопорные гайки.
- В коробчатом элементе делается отверстие, после чего методом сварки к стопорным гайкам крепится еще одна – фиксирующая. В нее нужно закрутить болт.
- Ходовая гайка приваривается напротив стопорной. Она закрепляется на неподвижной части струбцины.
- Ходовой винт в гайке должен прокручиваться свободно. Для этого нужно его выкрутить и обточить конец. На этом участке необходимо полностью убрать резьбу или слегка ее подтупить. На свободном конце ходового винта закрепляется вороток.
- В той зоне, где винт соединяется с подвижной частью струбцины необходимо сформировать втулку. Для этого достаточно приварить две пластины с отверстиями (14 мм) или использовать кусок профильной трубы.
- Ходовой винт следует вкрутить на место так, чтобы он попадал строго во втулочные отверстия. После этого к нему необходимо приварить несколько шайб. В будущем этот участок нужно будет периодическим смазывать, чтобы сохранить его в работоспособном состоянии.
- При сборке втулки желательно проверить работоспособность зажима прежде, чем будет приварена верхняя пластина и всю конструкцию будет фиксировать болт.
На завершающем этапе следует проверить надежность всех креплений.
Сварные швы должны быть прочными и качественными. Обязательно нужно убедиться, что угол зажима составляет 90°.
Изготовление угловой струбцины из дерева
Для работы можно использовать не только древесину, но и фанеру, обрезки пиломатериалов. Берется два одинаковых отрезка доски. На каждом из них одна из сторон подрезается под углом 45°. Полученные заготовки нужно прикрутить к деревянному квадрату так, чтобы получился угол 90°.
Затем изготавливаются 4 небольших бруска прямоугольной формы. Их длина должна быть на 2-3 см меньше, чем ширина доски. В этих деталях высверливаются отверстия. Через пару брусков будут пропущены длинные болты. В отверстия на двух оставшихся элементах нужно забить с помощью молотка гайки с удлиненной конструкцией.

Выбор лучше остановить на березе, дубе, ясене, грабе или буке.
Чтобы струбциной было удобно пользоваться, можно изготовить две ручки из дерева. Для этого потребуется токарный станок. Все детали прижимов нужно собрать. Бруски соединяются попарно. Для этого детали с болтами вкручиваются в заготовки с длинными гайками, а на свободный конец надевается ручка.
В итоге получается два прижима. Их следует закрепить саморезами на досках, которые являются частью угловой детали, изготовленной ранее. Чтобы ручка надежно держалась, потребуется просверлить в ней отверстие, проходящее через болт, и закрепить с помощью винта.
Деревянная струбцина
Такая струбцина подходит для работы с мебелью. Рекомендуется брать дерево одной из следующих пород:
- дуб;
- ясень;
- береза;
- граб;
- бук.
Влажность древесины должна быть не больше 12%.На заготовках не должно быть сучков, неровностей, дефектов. Делаются две пластины по 15 см шириной, 20 см длиной, примерно двухсантиметровой толщины. Еще у двух брусков длина и ширина должна быть до 25 см, а толщина — 2 см. Понадобится крепеж. Для изготовления струбцины угловой для монтажа мебели нужны саморезы и металлические болты. Два самореза длиной 20 см, а еще два — примерно 12 см. Диаметр всех четырех — 5 мм.
Приспособления для работы с деревом изготавливаются так:
- Две длинные рейки кладутся на стол.
- Первая рейка кладется ребром вверх, вторая рейка — наоборот.
- В рейках дрелью просверливаются отверстия для соединения.
- Одна пластина крепится к нижнему брусу.
- Отверстия для крепежа в обеих деталях должны совпадать.
- Вторая пластина крепится параллельно первой с помощью самореза.
- На концах реек просверливаются отверстия, к которым крепятся еще пайки или пластинки, угол между которыми должен быть ровно 90 ° .
- После монтажа проверяется работа приспособления путем закручивания самореза для фиксации уровня зажима пластин.
Полезные советы и рекомендации по изготовлению
Перед началом работы нужно подготовить и освободить место. Желательно все операции проводить на верстаке, если его нет – на любой чистой и ровной поверхности. Чтобы контролировать положение деталей, можно использовать строительный угольник.
На металлических зажимах обязательно нужно убирать выпирающие участки сварочных швов. Их можно обточить с помощью болгарки, используя шлифовальный диск по металлу. Для изготовления этих приспособлений рекомендуется брать нержавеющую сталь. Если же применялась обычная, придется ее окрасить.
Составом покрываются все металлические элементы, за исключением подвижных частей – гайки и ходовой винт.
Желательно обеспечить в гараже или мастерской специальное место для хранения струбцин. Для этого подойдет ящик с инструментами или полка.
Дополнительная информация
При выборе струбцин для сварочных работ следует особое внимание уделить используемым в конструкции прижима материалам. Для фиксации металлических заготовок предпочтение следует отдавать струбцинам с металлическими губками. Дело в том, что при сварке заготовок металл собираемой детали может разогреваться до покраснения. Если губки будут пластиковыми или резиновыми, они сразу же «поплывут».
Пластиковые и резиновые губки хороши только для столярных операций.
Не следует ограничиваться заказом струбцины одного единственного размера. В закромах у опытного сборщика металлоконструкции каждый из типов струбцин представлен тремя, а то и четырьмя типовыми размерами.
Если сварочные работы проводятся в рамках серийного или массового производства, то следует отдавать предпочтение струбцинам заводского изготовления. Самодельные прижимы в этом случае не обеспечат высокой точности стыковки заготовок. Для единичного же домашнего использования опытные сварщики нередко используют самодельные струбцины. Среди таких прижимов встречаются и уникальные экземпляры, не имеющие аналогов на рынке промышленной продукции.