Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
873

Сегодня силумин применяют для производства всевозможных сложных элементов. Сварщики соединяют детали из силумина применяя этот метод сваривания.
Сложным этот способ не назовешь, но, когда дело доходит до практики, при работе со сплавом многие начинающие мастера встречаются с большим количеством трудностей.
Детали из этого металла, соединяются более сложно, так как при сварке сплав окисляется и нагревается. Учитывая такие особенности, для этого способа сваривания применяют аргон. Этот элемент препятствует окислительному процессу во время сварочных работ.
Примечание. Силумин – это кремнийсодержащий сплав в основе которого лежит алюминий. Из него производят разные изделия замысловатых форм.
Из физических свойств этого сплава следует выделить износоустойчивость, высокую прочность, а также не податливость коррозии и небольшой вес.
- Силуминовая сварка с применением аргона
- Как правильно сварить силумин
- Сварка силумина аргонодуговым методом: все «за» и «против»
Особенности сплава силумина
Он прочнее дюраля, устойчив к коррозии, пластичен – легко штампуется, поддается литью и ковке.
Его ценят за декоративность, износостойкость, легкость (у него низкий удельный вес). Силумин используют во многих отраслях, делают из него детали для машин и мотоциклов, накладные элементы для сантехники, оформления интерьеров.
Из-за окислительной активности сплав алюминия и кремния плохо поддается сварке. Вообще не варят сплавы с большим содержанием цинка, при нагревании он выгорает, металл становится хрупким. Литейный силумин с содержанием кремния от 5 до 22% горячим способом соединяют. При температурной обработке применяют инертные газы, преимущественно аргон, он тяжелее воздуха, оседает на заготовке, держится облаком.

Из-за окислительной активности сплав алюминия и кремния плохо поддается сварке
Характеристики популярных марок
Существует несколько клеевых составов, которые позволяют качественно, прочно и надежно соединить алюминий с алюминием или другими материалами:
- Mastix. Смесь подходит не только для склейки алюминиевых поверхностей, но и для герметизации соединений. А также для ремонта изделий, изготовленных из черных и цветных металлов. Состав позволяет качественно склеить детали при невысокой температуре окружающей среды, его рабочий в диапазон — от –50 до +145° С. Кроме того, Mastix надежно и быстро скрепляет влажные поверхности. Средняя стоимость флакона в 50 г составляет 30 рублей.
- Cosmopur 819 представляет собой полиуретановый материал, позволяющий прочно и надежно склеить алюминий с алюминием благодаря созданию вязкого шва между поверхностями. Превосходно подойдет для ликвидации зазоров, вклеивания уголков. Cosmopur 819 чаще всего используется для соединения деталей конструкций. Цена за 300 мл приблизительно 500 рублей.
- ASTROhimACE-9305 — это холодная сварка, позволяющая моментально ликвидировать различные поломки. Клей качественно соединяет поверхности из алюминия и его сплавов при температуре от –50 до +145° С. Состав чаще всего применяется для восстановления сломанных фрагментов деталей, например, резьбы. Одна упаковка в среднем стоит 80 рублей.
- «Эпокси металл Момент» — двухкомпонентный клей, надежно фиксирует между собой не только алюминиевые поверхности, но и комбинации других металлов с деревом, мрамором, стеклом. Состав эффективно устраняет зазоры и трещины. Цена за упаковку объемом 50 мл составляет примерно 350 рублей.
- Abro Steelпредставляет собой универсальную холодную сварку от одноименного американского производителя. Служит оптимальным вариантом для ремонта санитарно-технического бытового оборудования, баков для хранения жидкостей, так как обеспечивает безупречную герметичность. При помощи состава соединяют металл, дерево, керамику, а также между собой материалы разных типов. Клей отличается высокой чувствительностью к чистоте скрепляемых участков. Если хранение было неправильным, то состав невозможно будет использовать по назначению. Цена — приблизительно 150 рублей за 57 граммов.
- PERMATEX Cold Weld — двухкомпонентный термостойкий клей на основе эпоксидной смолы, очень быстро застывает, пожаробезопасный, превосходно склеивает различные материалы, в том числе и алюминий. Полимеризация состава происходит в течение 15 минут, материал выдерживает продолжительный нагрев до +149° С, кратковременный — до +177°. Формирующийся шов, очень устойчив к нагрузкам на сдвиг и отрыв. Стоимость упаковки 56 г составляет около 300 рублей.
- «Титан» — отличается невысокой стоимостью и устойчивостью к любым механическим нагрузкам. Флакон объемом 310 мл стоит около 250 рублей.
- WURTH Liqu >
COSMO PU-200.280
Пайка силумина
Декоративные детали и те, которые не испытывают нагрузок, можно спаять газовой горелкой, металл нагревают до 200°С. Пайка силумина с тонкими стенками производится паяльником с мощным жалом. Для защиты от окисления применяют металлические накладки. Неприкрытой оставляют только рабочую зону.
Используют припои:
- ЕR4043 – присадка для литейного алюминия, легированного кремнием и магнием марки АД31, АД33, АД35;
- Harris52 – припой для алюминия с флюсовыми присадками;
- HTS2000 – китайский аналог Harris52.
Подготовка металла к свариванию
Перед началом процесса свариваемые заготовки необходимо подготовить. Для этого, в местах, которые будут прилегать друг к другу, края металла нужно зачистить. В этом случае, можно применять наждачную бумагу, щетку по металлу, шлифовальные круги и т. д. После зачистки следует обработать детали химическим составом для полного удаления оксидной пленки. Для этих целей подойдет бензин или любой растворитель.
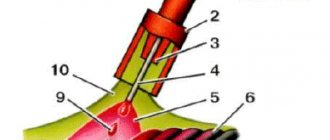
Сварка производится путем расплавления металла и присадочной проволоки в единую жидкую массу, которая после остывания надежно скрепит детали между собой. Присадку во время процесса необходимо подавать под углом и вдоль шва. Продвижение горелки и подача проволоки должны быть плавными и одновременными.
Внимание: Нельзя подавать в сварочную ванну сразу много присадки. В таком случае, металл будет разбрызгиваться, и качество сварки заметно ухудшится.
Технология сварки силумина
Соединение можно сделать двумя способами:
- с помощью плавящихся электродов, такой сваркой заделывают детали, работающие на сжатие;
- используя присадочную проволоку.
Прежде, чем сварить силумин, необходимо:
- зачистить стык до зеркального блеска;
- снять оксидную пленку растворителем или бензином, работать надо в перчатках, чтобы не оставлять потожировых следов.
Аргонодуговая сварка силумина
Для работы нужно подготовить:
- инвертор сварочный на 220В или 380 В (сила тока зависит от толщины ремонтируемого участка);
- осциллятор, подающий напряжение на электрод, он нужен для создания дуги;
- комплект газового оборудования;
- горелка;
- баллон с защитным газом;
- присадочный пруток.
У сварки силумина аргоном есть ряд особенностей:
- Полярность должна быть обратная, к электроду подводится плюсовой контакт. Это необходимо для ионизации аргона, повышении его электропроводности.
- Аргон должен поступать в рабочую зону только после розжига. Шов нужно охлаждать в защитной атмосфере не меньше 10 секунд, пока верхний слой металла не схватится.
- Присадка вводится перед горелкой, со средней скоростью, под углом к электроду и диску. При быстрой подаче образуется много искр.
- Электрод нужен для создания дуги, ближе, чем на 2,5 мм его к металлу не приближают.
- Плавное движение горелки и прутка должны совпадать.
- Диаметр присадочной проволоки всегда меньше размера электрода.
Под воздействием дуги присадка и кромки образуют однородный сплав. Важно поддерживать защитную атмосферу, следить, чтобы аргон не сдувало. Без него сразу начинается процесс окисления.
Сварка плавящимся электродом
Имея трансформатор или выпрямитель, заварить деталь можно плавящимся электродом ОК 96.50 – стержня из силумина, покрытого щелочной обмазкой. Перед работой его нагревают до 150°С. Восстанавливаемую зону детали тоже необходимо прогреть паяльной лампой или газовой горелкой до 300°С (на металле появятся темные пятна побежалости, если они желто-коричневые – температура 250°С). При этой же температуре делается наплавка. При такой сварке силумина в домашних условиях прочного шва не получится, частички шлака, а его при работе с плавящимся электродом образуется много, неизбежно остаются в расплаве.
Требования
Заварить шов, используя сварочное оборудование, можно соблюдая определенные требования:
- Нельзя прикасаться электродом к обрабатываемой поверхности при зажигании дуги.
- Перед тем как подавать газ следует разогреть сопло горелки. Спустя 15 секунд можно открывать вентиль с газом.
- После прекращения подачи электричества на электрод следует подождать 10 секунд и только после этого перекрывать газовый вентиль.
Если работы проводятся дома, можно использовать плавящийся, а не вольфрамовый электрод.
Достоинства и недостатки аргонодуговой сварки силумина
Плюсы:
- в отличие от других методов восстановления деталей из силумина, при дуговом в атмосфере аргона получают более прочные соединения;
- режим формирования шва – скоростной, сварка не отнимает много времени;
- не нужно предварительно прогревать детали и электрод;
- отработанная технология по силам начинающим;
- направленная дуга не перегревает деталь, она не деформируется.
Минусы:
- работы нельзя проводить на открытом пространстве, в закрытых помещениях необходимо избегать сквозняков, чтобы облако аргона оставалось над рабочей зоной;
- сложно сразу подобрать режим сварки;
- при работе с толстостенным металлом нужно продумывать способ теплоотведения;
- необходимо иметь специальное оборудование.
Тем, кто регулярно занимается ремонтными работами, недостатки аргоновой сварки не мешают создавать качественные и надежные соединения.
Как правильно паять алюминий

Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.

Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.