Малоуглеродистая сталь и ее свойства
Низкоуглеродистая сталь относится к большой группе конструкционных. Содержание углерода в ней не больше 0,3 %, из-за такого невысокого процентного содержания она имеет следующие свойства:
- Высокая пластичность и упругость;
- Хорошо поддается сварочному процессу;
- Высокая ударная вязкость.
Данная марка нашла широкое применение в строительстве благодаря тому, что она очень легко сваривается, так как в ее структуре очень мало углерода, который плохо влияет на сварочный процесс, так как в металлическом шве могут образовываться хрупкие структуры и пористости, которые затем приводят к поломке. Также из-за высокой мягкости из нее изготавливаются детали методом холодной штамповки.
Аустенитные

Аустенитными сталями называют материалы, в составе которых присутствует высокотемпературная фаза железа – аустенит. Они входят, например, в группу хромоникелевых сталей, которые могут работать в различных агрессивных средах и при очень больших значениях температур.
Главной особенностью при сварке коррозионностойкой стали, является необходимость обеспечения стойкости к межкристаллической коррозии в околошовной зоне.
Проблема заключается в том, что даже при предварительном подогреве стали, по границам нагрева из кристаллической решетки выпадают карбиды хрома. В результате уменьшения количества этого элемента в составе материала, при повторном нагреве на границах появляются коррозионные растрескивания.
На практике может понадобиться создание конструкций с использованием аустенитных сталей с хромоникелевыми легирующими добавками, которые будут работать в условиях высоких температур. Для сварки таких конструкций нужно выбирать материалы, в которых содержание углерода возможно низкое.
Если необходимо, чтобы процентное содержание углерода было выше, и при этом конструкции из стали выполняли свое назначение в условиях агрессивных сред и высоких температур, нужно выбирать легирующую добавку, близкую по свойствам к углероду.
В качестве такой добавки может использоваться титан, цирконий, тантал, ванадий, вольфрам. Эти элементы связывают углерод, который выделяется из стали в процессе последующего нагрева, и препятствуют обеднению околошовных участков в процессе сварки.
Сварка углеродистых сталей
Сваривать возможно абсолютно все марки стали. Однако для сварки каждого вида металла существует своя технология. Технология сварки углеродистых сталей должна соответствовать требованиям, которые включают в себя:
- Равномерное распределение прочности шва по всей длине;
- Отсутствие сварных дефектов, швы не должны иметь различных трещин, пор, нарезов и так далее;
- Размеры и геометрическая форма шва должны быть выполнены в соответствие с нормами, прописанными в соответствующем ГОСТе 5264-80;
- Вибрационная устойчивость свариваемой конструкции;
- Использование электродов с пониженным содержанием водорода и углерода, которые могут оказать негативное влияние на качество шва;
- Конструкция должна быть прочной и жесткой.
Таким образом, технология должна быть максимально эффективной, то есть давать наивысшую производительность процесса при обеспечении высокой прочности и надежности.
Механические свойства металла шва и сварного соединения полностью зависят от микроструктуры, которая представляет собой химический состав, а также определяется режимом сварки и термообработкой, которая осуществляется как до, так и после сваривания.
Выбор оборудования
Тип и эксплуатационные особенности сварочного оборудования для работы с углеродистыми сталями варьируются в достаточно широких пределах и зависят от таких факторов, как:
- выбранный метод сварки;
- характеристики заготовок;
- требуемое качество шва;
- расчетный режим сварки;
- особенности внешней среды;
- требуемая производительность;
- финансово-экономические критерии.
Чаще всего углеродистые стали соединяют одним из методов электродуговой сварки. Если предполагается ручная сварка и объем работ относительно мал, можно воспользоваться обычным сварочным инвертором, главные достоинства которого – компактность и дешевизна. Хорошим выбором станут модели Fubag IR 200, Wester MMA-VRD 200, Elitech АИС 200, Ресанта САИ-220 и другие.

Примерная стоимость аппаратов Ресанта САИ-220 на Яндекс.маркет
В противном случае, лучше отдать предпочтение промышленным трансформаторам с большей производительностью, например, Кавик ТДМ-252У2 (250 А, 12 кВт) или Brima ТДМ1-315-1 (315 А, 24 кВт). В зонах, где подключение к электрической сети невозможно или затруднено, используются сварочные генераторы, оснащенные двигателями внутреннего сгорания.
Для полуавтоматической сварки в среде защитных газов или под слоем флюса применяются специализированные сварочные аппараты комбинированной конструкции, которые обеспечивают генерирование сварочного тока, а также подачу в зону сварки защитного газа и плавящегося электрода (кроме того, может подаваться присадочная проволока). В нише бюджетных моделей лидирует Aurora Overman 180, в топовом сегменте – Blueweld Starmig 210 Dual Synergic.
Примерная стоимость аппаратов Aurora overman на Яндекс.маркет
Для газовой сварки потребуется наличие кислородного и ацетиленового баллонов с манометрами, гибких шлангов и горелки, позволяющей регулировать пропорциональное соотношение газов. Оборудование альтернативных видов сварки специфично, оно относится к промышленным аппаратам и крайне редко используется в быту.
Низкоуглеродсиая сталь: технология сварки
Как уже было сказано выше, низкоуглеродистые стали поддаются сварочному процессу лучше всего. Они могут свариваться с помощью газовой сварки в ацетиленкислородном пламени без дополнительных флюсов. В качестве присадки используются металлические проволоки. Негативно повлиять на сварочный процесс может водород, который способен образовывать поры. Для предотвращения данной проблему рекомендуют проводить сварочный процесс с присадочным металлом, содержащим небольшое количество углерода.
После осуществления процесса сваривания конструкцию необходимо термически обработать, чтобы улучшить механические свойства – пластичность и прочность будут одинаковы. Термическую обработку сварных конструкций проводят операцией нормализации, которая заключается в нагреве изделия до определенной температуры, примерно 400 градусов, выдержке и дальнейшему охлаждению на воздухе. В результате структура уравнивается, углерод в виде цементита в металле диффундирует внутрь зерен, благодаря чему структура становится равномерной.
Газовую сварку проводят в присутствии аргона, который создает нейтральную среду. Конструкции, которые выполняются сваркой в среде аргона имеют более ответственное назначение.
Сварка низкоуглеродистых сталей может проводиться вручную, дуговая сварка такого материала требует правильного выбора электрода. При выборе электрода необходимо учитывать следующие факторы, благодаря которым обеспечиться равномерная структура шва без дефектов. Перед тем как осуществлять процесс сварки необходимо прокалить электроды, чтобы подготовить их к дальнейшей работе, убрать водород. Сварка низкоуглеродистых железных сплавов должна быть точной т быстрой, перед началом процесса нужно подготовить металлические детали.
Нержавейка

Чаще всего нержавеющие стали, используемые в промышленности, получают свои антикоррозийные свойства посредством введения легирующих добавок – хрома и никеля.
При сварке хромированных деталей необходимо учитывать, что при высокой температуре (более 500 °C), возможно окисление стыка деталей.
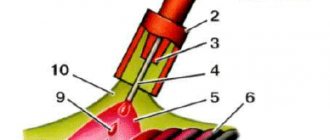
Чтобы избежать этого применяют аргонодуговую сварку, или TIG-сварку (ТИГ). Такая технология предусматривает осуществление сварочных операций без доступа воздуха непосредственно к зоне сварки. Соответственно отсутствие кислорода, наличие которого в воздухе обязательно, устраняет предпосылки к окислению материала.
Ограничение доступа воздуха осуществляется путем введения в зону сварки аргона, инертного газа, который будучи тяжелее воздуха, вытесняет его. Иногда такой способ называют сваркой стали аргоном. На самом деле сталь либо просто сваривается между собой дугой, либо с помощью присадочного материала.
Для аргонодуговой сварки требуется специальное оборудование. Работы ведутся неплавящимися вольфрамовыми электродами, требования к которым определяются ГОСТ 10052-75.
Вторая проблема заключается в следующем. Нержавеющие стали имеют высокий коэффициент температурного расширения, и при сварке листовой стали, когда стык имеет большую длину в сравнении с линейными размерами детали, в процессе остывания возможно искривление сварочного шва.
Проблема решается путем выставления зазоров между листами и применением прихваток, фиксирующих детали в нужном положении.
Требования
Во время сварки углеродистых сталей для достижения максимальных параметров необходимо соблюдение следующих требований:
- Сварные электроды и проволока должны иметь низкий процент углерода, чтобы избежать появление ненужных дефектов;
- Необходимо следить, чтобы углерод из металла под действием высокой температуры не переходил в сварной шов, для этого применяется проволока для сварки сталей со средним содержанием углерода и выше, например Forte E71T-1, Барс-71. Данные типы отлично подойдут для сварки сталей с содержанием углерода выше 0,3 %;
- При проведении сварочного процесса следует добавлять флюсы, которые способствуют образованию тугоплавких образований;
- Снижать химическую неоднородность шва путем последующей термической обработки;
- Снижать содержание водорода путем прокалки электродов, использованием электродов с низким содержанием водорода и прочее.
Среднеуглеродистые
Из-за большого количества углерода соединение таких деталей осложняется. В результатах работы это выражается в том, что металл детали и сварного стыка может быть различной прочности. Помимо этого вблизи кромок шва могут образовываться трещины и очаги с ярко выраженной хрупкостью материала.
Чтобы избежать указанных недостатков, применяют электроды, в составе материала которых содержится низкое количество углерода.

При повышении тока, необходимом для разогрева соединяемых деталей, возможно проплавление основного металла. Чтобы исключить подобные случаи, производится разделка кромок соединяемых деталей.
Еще одним мероприятием по повышению качества соединения является предварительный разогрев и постоянный подогрев деталей в процессе. При сваривании сталей полуавтоматом для повышения качества шва лучше осуществлять движения электродом не поперек, а вдоль стыка деталей и использовать короткую дугу. Для работы применяют электроды марок УОНИ-13/55, УОНИ-13/65, ОЗС-2, К-5а.
При использовании ацетилена для сварки среднеуглеродистых сталей добиваются такого пламени горелки, при котором расход газа составит 75-100 дм³/ч. Для изделий, имеющих толщину 3 миллиметра и более, применяется общий подогрев до 250-300 °C или местный до 600-650 °C.
После сварки шов проковывают и подвергают термической обработке. Для сварки изделий из металла с количеством углерода, близким по содержанию к высокоуглеродистым сталям, используют специальный флюс.
Особенности
Также следует отметить следующие особенности проведения сварки углеродистых сталей:
- Перед проведением данной операции нужно тщательно очищать свариваемый материал от ржавчины, механических неровностей, грязи, окалины. Эти загрязнения способствуют образованию трещин в сварочном шве;
- Охлаждать сварочные конструкции из углеродистых сталей нужно медленно, на воздухе, чтобы структура нормализовалась;
- При проведении сварного процесса для ответственных деталей нужен предварительный подогрев, примерно до 400 градусов, с помощью подогрева обеспечится требуемая прочность шва, также в данном случае сварку можно осуществлять в несколько подходов.
Таким образом, процесс сваривания углеродистых сталей зависит, главным образом, от содержания в них углерода. Поэтому необходимо учитывать, какое содержание и выбирать правильную технологическую схему, чтобы получить высококачественное прочное изделие, которое сможет прослужить долгий срок.