Для многих видов сварки плавлением используется специальная проволока, называемая сварочной. Ее используют при изготовлении электродов, при самых распространенных видах сварки — ручной дуговой, газовой и с использованием полуавтоматов и автоматов всех типов.
Представляет она собой изделие определенной длины, изготовленное из металла, имеющее небольшое поперечное сечение по отношению к длине. Чтобы правильно сделать выбор марки сварочной проволоки, необходимо знать основные критерии ее подбора. От этого зависит прочность и качество соединения, полученное разными видами сварки.
Классификация
Признаки, по которым классифицируется сварочная проволока, следующие:
- назначению;
- виду поверхности;
- структуре;
- хим. составу.
По назначению изделия бывают общего и специального назначения. Проволока специального назначения предназначается для выполнения специфических работ – подводной сварки, сварки арматуры, ванной сварки и т.д. Такая проволока имеет химический состав, позволяющий упрощать вышеуказанные работы и содействовать получению сварного соединения высочайшего качества.
Проволока общего назначения предназначена для сварки, используется при проведении наплавочных работ и при изготовлении различных типов электродов (в маркировке присутствует буква Э).
По виду поверхности проволока выпускается неомедненной и омедненной (в маркировке присутствует буква О). Омедненная проволока применяется для сварки конструкций и изделий, изготовленных из углеродистой или низколегированной стали. Ее назначение – создать антикоррозионную защиту шву, а также способствовать устойчивости горения дуги. Особенно это актуально при проведении газовой сварки.
По структуре проволока бывает сплошной, порошковой и активированной. Состав стали, из которой изготавливают проволоку, имеет огромное значение при ее выборе для сварки конкретной марки металла и зависит от условного обозначения – маркировки. Обозначение проволоки
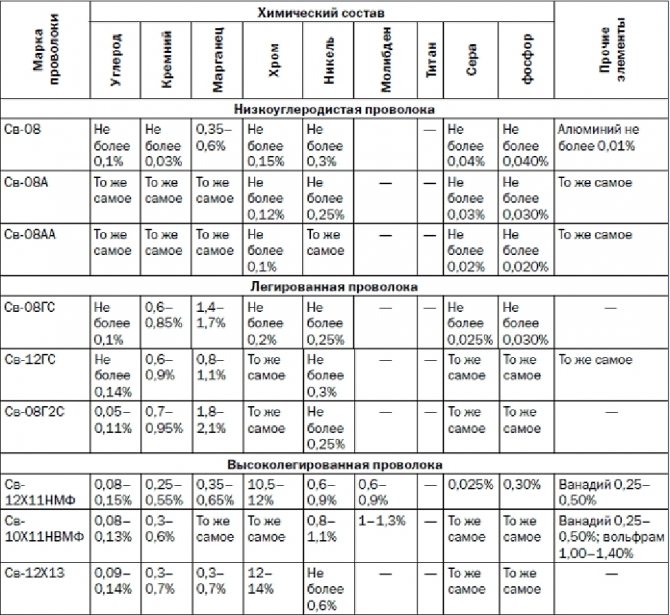
Хим. состав марок стали, из которой изготавливают проволоку, оговаривается в ГОСТ 2246-70 и согласно ему существует 6 марок, изготовленных из марок cтали с пониженным содержанием углерода, 30 марок – из легированной стали и 41 марка – из высоколегированной стали. Проволока считается низкоуглеродистой, если в ней суммарное содержание легирующих элементов составляет менее 2,5%, легированной, если суммарное содержание этих элементов находится в пределах от 2,5 до 10%, и высоколегированной – более 10%. Проволока имеет условное обозначение, которое говорит о количественном содержании различных элементов в ее составе.
Маркировка состоит из цифр и букв, где цифры это количество элементов, входящих в состав проволоки в %, а буквы — название химического элемента. Сварочная проволока может иметь в своем составе следующие элементы:
- А (N) – азот;
- Б (Nb) – ниобий;
- В (W) — вольфрам;
- Д (Cu)– медь;
- М (Mo) — молибден;
- Н (Ni)– никель;
- С (Si)- кремний;
- Т (Ti) — титан;
- Ю (Al) — алюминий;
- Ф (V) — ванадий;
- Х (Cr)– хром;
- Ц (Zr) – цирконий.
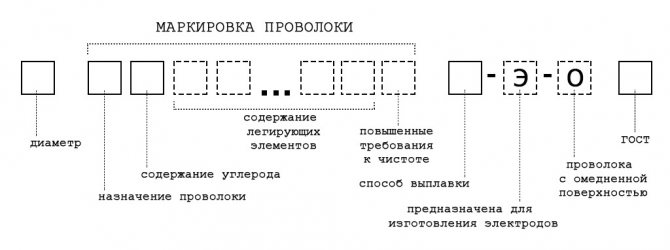
Перед маркировкой обязательно ставится цифра. После нее через дефис пишется Св. Цифра указывает Ø проволоки в мм, а Св говорит о том, что она предназначена для сварки. После Св идут цифры, указывающие на количество углерода (в сотых долях %) . В конце маркировки могут стоять буквы:
- А – в стали уменьшено содержание фосфора (Р) и серы (S);
- АА — проволока изготовлена из металла, у которого Р и S минимальное количество, т.е. металл очищен максимально от этих примесей.
Сера и фосфор негативно влияют на свариваемость, поэтому при сварке ответственных конструкций обязательно выбирают марки проволоки с пониженным их количеством.
Пример условного обозначения самой применяемой марки проволоки при проведении сварочных работ и ее расшифровка:
3-Св08Г2С
где:
- 3 – диаметр в мм;
- Св – проволока сварочная;
- 08 – содержит 0,08 % углерода;
- Г2 – содержит 2% марганца;
- С – содержит до 1 % кремния.
Св08Г2С используется и при ручной дуговой сварке, при выполнении наплавочных работ и при выполнении работ с помощью полуавтоматов и автоматов. Ею сваривают ответственные емкости, работающие под давлением, конструкции из различных сталей, трубопроводы, котлы и т.д. Проволока сплошного диаметра выпускается Ø от 0,3 до 12 мм.
Коэффициент заполнения.
Количество материала в сердечнике порошковой проволоки принято оценивать коэффициентом: заполнения Кз:
где Gпор— масса порошкового наполнителя; Gпров — общая масса проволоки.
В зависимости от назначения проволоки Кз колеблется в широких пределах (10—40%). От величины Кз в значительной мере зависит эффективность защиты расплавленного металла. Стабильность коэффициента заполнения определяет качество изготовления проволоки.
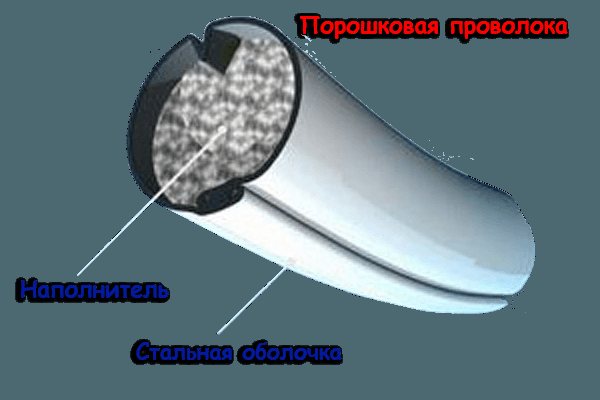
Порошковая проволока
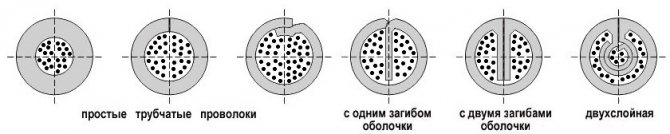
Такая проволока представляет собой полую трубку из металла, заполненную металлическим порошком и флюсом, назначение которых в составе проволоки, состоит в защите:
- шва от вредных газов, выделяющихся при сварке;
- шва от вредного воздействия кислорода;
- органов дыхания сварщика.
Добавление в сварочную проволоку активирующих добавок приводит к облегчению зажигания сварочной дуги, уменьшает разбрызгивание металла и способствует формированию идеального шва. Шов в процессе сваривания с помощью порошковой проволоки не нуждается в дополнительной защите. Именно поэтому ее часто называют еще флюсовой или самозащитной. Дуга горит во флюсовой оболочке, что способствует защите шва от вредного воздействия окружающей среды.
Основные требования к порошковой сварочной проволоке заключаются в следующем:
- должна облегчать возбуждение сварочной дуги;
- дуга должна в процессе сварки гореть стабильно, не обрываясь;
- должна плавиться равномерно;
- не должна допускать разбрызгивания металла;
- способствовать легкому отделению шлака после окончания сварки;
- должна формировать шов, который по прочностным характеристикам не должен уступать прочности свариваемого металла.
Сварочная проволока для полуавтомата и автомата выпускается Ø от 0,6 до 6 мм и наматывается на кассеты, катушки или каркасы. Это позволяет значительно повысить производительность труда сварщика, снизить себестоимость сварочных работ и улучшить качество формируемого шва. Кроме того, в функцию проволоки сварочной входит защита от появления коррозии в шве в процессе эксплуатации.
Диаметр флюсовой проволоки подбирается с учетом следующих факторов:
- марки свариваемого металла (должна по хим. составу максимально приближаться к марке стали, которая будет свариваться);
- толщины;
- силы сварочного тока;
- положения металла в процессе сварки (нижнее, потолочное, вертикальное, горизонтальное, наклонное);
- разделки кромок перед сваркой.
У порошковой проволоки есть еще одно преимущество – сварочные работы можно проводить на улице при сильном ветре, что позволяет выполнять сварочные работы по месту их проведения.
Технология сварки самозащитной проволокой ничем не отличается от технологии сварки, выполняемой с применением сплошной проволоки.
Что лучше – сварочная проволока или электроды
В обоих случаях эти материалы дают возможность сделать прочный и качественный шов. Так или иначе, сварочная проволока во время сварки, по сути, играет роль электрода.
Тем не менее, методы работы с этими материалами разные:
- Электродные стержни имеют обмазку и обеспечивают легирование металла шва не только за счет металла стержня, но и посредством состава покрытия. Легирование в случае с проволокой обеспечивается только за счет ее металла.
- Сварка проволокой – всегда механизированный процесс, полуавтоматизированный или полностью автоматический.
- При сварке электродами не требуется защитной газовой среды. К тому же она может вестись в труднодоступных местах – непосредственно на строительной площадке, что невозможно или затруднительно в случае со стационарными автоматами.
Все же, в некоторых видах работ необходимо использование именно сварочной проволоки. Например, при сварке нержавеющих металлов, которая сама по себе достаточно трудоемка. Только проволока позволит достичь идеального и точного шва в сварке отвесных конструкций.
В отличие от электродов, проволоке не нужна предварительная прокалка, что ускоряет процесс и не требует дополнительного оборудования. К тому же, этот материал гораздо дешевле электродов с обмазкой.
Нужно помнить, что точный выбор присадки может потребовать обширных знаний. Перед началом работ нужно изучить все особенности материала, проверить сроки годности сварочной проволоки и, если нужно, проконсультироваться с более опытными сварщиками.
Активированная проволока
Для сварки в газовой среде применяется специальная проволока, которая называется активированной. Она содержит соли щелочноземельных и щелочных металлов, которые легко ионизируются.
Оболочка проволоки выполнена из стали Св08Г2С, которая имеет большую толщину по сравнению с порошковой проволокой, а внутри находится указанный порошок-наполнитель в количестве, не превышающем 7% от веса оболочки. Это позволяет стабилизировать горение дуги и формировать качественный шов в процессе сварочных работ.
Общая информация
Порошковая проволока для сварки — это полая металлическая трубка, внутри которой может находиться флюс или флюс, смешанный с металлическим порошком. Данный тип проволоки применяется при полуавтоматической сварке без газа.
Порошковая самозащитная, выпускаемая в России и странах СНГ, зачастую предназначена для работы с низколегированными и низкоуглеродистыми сталями. Существуют и другие разновидности, но их заметно меньше. Также проволока может быть специальной или общей. Специальная проволока — это профессиональный присадочный материал. С ее помощью проводят ванную, подводную, автоматическую и прочие профессиональные виды сварки. А проволока общего назначения может использоваться как на производстве, так и в домашней сварке.
Другие виды сварочных проволок
Для сварки большинства цветных металлов и их сплавов используются сварочные проволоки различного диаметра, изготовленные из алюминия, меди и латуни.
На алюминиевую проволоку и проволоку из алюминиевых сплавов имеется отечественный ГОСТ 7871-75, в котором оговорены ее размеры (от 0,8 до 12,5 мм) и хим. состав. На проволоку из меди и сплавов на медной основе действует ГОСТ 16130-72. Медная проволока выпускается Ø от 0,8 до 8 мм.
Диаметры сварочной проволоки, производимые по ГОСТ в нашей стране, отличаются от зарубежных аналогов. А так как сварочные автоматы и полуавтоматы в большинстве своем зарубежного производства, то возникает необходимость знать аналоги проволоки, выпускаемой за рубежом. Например, аналогом самой применяемой марки Св08Г2С является проволока омедненная ER-70S-6, изготовленная известным производителем компанией FARINA из Китая. Поставляется с рядной намоткой на катушках. Зарубежная проволока имеет маркировку по стандартам AWS.
Сварочная проволока может поставляться:
- в бухтах (Ø 830 ÷ 850 мм, высотой 700 ÷ 1000 мм, весом до 1,3 т);
- мотках (Ø 220 ÷ 730 мм, толщиной 60 ÷ 180 мм, весом 15 ÷ 120 кг) ;
- на кассетах и катушках весом 5, 15 и 18 кг.
Бухты, мотки, кассеты и катушки могут поставляться без упаковки и быть упакованными в полиэтилен или специальные коробки. Если проволока поставляется неупакованной, то перед ее применением она должна подлежать сушке при температуре не менее 200 0С в течение получаса
Типы проволоки для сварки, ее классификация
В качестве сварочной смеси применяются разные виды материалов. Они бывают алюминиевые, латунные, стальные, из нержавейки, металлического сплава. Изделия могут иметь покрытие из меди (омедненная проволока). Все «расходники» в обязательном порядке должны иметь сертификаты, изготавливаться по ГОСТу 2246. Существует несколько видов изделий, используемых при сварке «MIG»:
- Сплошного сечения (твердотельные) используются чаще всего, отчасти из-за их более низкой стоимости. Критерии выбора, того или иного типа зависит от основного металла и его толщины. Тонкая низкоуглеродистая сталь не производит шлака, при этом шнур быстро охлаждается.
- Порошковая проволока ведет себя как обычные электроды. Она состоит из металлической оболочки, полого внутреннего пространства, заполненного гранулированным порошком (флюсом). При ремонте или строительстве эта смесь, вносит легирующие элементы в сварной шов. Они оставляют шлак, как следствие охлаждение происходит медленно, что является преимуществом при работе с толстыми материалами.
- Активированная модель схожа по своему составу с порошковой, но имеет меньше гранулированных добавок, (5-7% от общей массы), применяется для сварки в СО2 и его смесях.
Изделия продаются в барабанах разного диаметра 0,8 / 1,0 / 1,2 / 1,6 мм. По мнению сварщиков лучше купить проволоку с медным покрытием, оно защищает от окисления, облегчает электрический контакт сопла сварочного аппарата со свариваемой поверхностью, уменьшая трение.

Для каждого типа существует множество классификаций в зависимости от ее состава, используемого защитного газа и области применения. Давайте рассмотрим эту информацию подробнее. Для начала изучим международные стандарты, затем отечественные марки:
1. Твердотельный шнур должен быть схож по составу с основным металлом, смесь содержит различное количество раскислителей, в зависимости от области применения и защитного газа.
Самой распространенной добавкой является кремний, в него входит небольшое количество различных металлов, улучшающих механические свойства сварочного оборудования, устойчивость к коррозии. Эти провода лучше окисляются, как правило, больше подходит для работы CO2, т. к. предотвращается образование пор.
Проволока из углеродистой стали внесена в список американского общества (AWS), под обозначением «ER 70 S – x» (британская система мер), где: «E» -электрод; «R» — наполнитель; 70 — минимальная прочность на разрыв, выраженная в тысячах фунтов на квадратный дюйм (psi); «S» — твердость; «x» — цифра, представляющая информацию о химическом составе электрода («2», «3», «4», «6» или «7»), она соответствует переменному количеству углерода, марганца и кремния в дополнение к фиксированной массе фосфора, серы, никеля, хрома, молибдена, меди и других элементов. Рассмотрим свойства изделий в соответствии с последней цифрой:
- ER70S-2 обеспечивает хорошую сварку в газе C-25 (75% аргона + 25% CO2) даже на окисленной стали. Из всей серии это единственная марка, которая содержит титан, цирконий и алюминий. Ее главный недостаток — нехватка текучести, она неохотно смещаться в сторону и не может должным образом прилипать к тяжелым материалам.
- ER70S-3 одна из самых распространенных и бюджетных моделей «MIG», она менее вязкая. Изделие успешно используется в автомобилях, сельскохозяйственной и бытовой технике.
- У ER70S-4 средняя стоимость, подходит практически для всех видов сварки стали. ER70S-4 обладает хорошей текучестью, лучшими характеристиками дуги, чем E70S-3, но имеет больше брызг, применяется при сваривании конструкционных сталей, лодок, труб и котельных.
- ER70S-6, ER70S-7 обладают лучшими функциями и самой высокой стоимостью, в их составе много кремния, марганца в качестве раскислителей. Работают с любыми марками сталей, от мелкодисперсной углеродистой, до листов толщиной 1/2 дюйма. Подходят любые часто используемыми газовые смеси, хорошая текучесть. Изделия применяются при производстве кузовов автомобилей, мебели, огнетушителей, емкостей высокого давления и труб.
Указанные шнуры можно использовать для сварки нержавейки. Однако для лучшей коррозионной стойкости следует обратить внимание на проволоку из нержавеющей стали, один из наиболее распространенных вариантов — «304», «ER308», с увеличенным содержанием силикона в типах «ER308L» и «ER308LS». Области применения этих проводов: химическое и пищевое оборудование, резервуары для коррозионных химикатов, насосы, теплообменники.
Изделия из цветных металлов служат для работы с алюминием. Существует множество подобных проволок, в том числе:
- ER-1100, ER-4043 используются с аргоном, гелием, с другими промышленными газовыми смесями, идеально подходят для работы с толстыми листами и отливками. Основными отраслями промышленности, использующими этот тип, являются пищевая, молочная и холодильная.
- ER-5356 содержит 5% магния, эта проволока будет работать в большинстве ситуаций. Высокая прочность на разрыв делает ее пригодной для изготовления и ремонта топливных баков прокатного вида.
Предоставить универсальный совет: «Какое изделие лучше купить?», невозможно, т.к. популярность моделей зависит от конкретной рабочей ситуации.
2. Порошковые электроды («FCAW» сварка) представляют собой углеродистые, низколегированные, нержавеющие стали и чугун. Они классифицируется в соответствии с механическими свойствами наплавляемого металла.
Маркировка, основанная на британской системе мер, выглядит следующим образом «E 7 1 T — 1 C / M», где: E – электрод; 7 — минимальный предел прочности наплавляемого металла на разрыв, выраженного в тысячах фунтов на квадратный дюйм; 1 — положение сварки (бывает «0» или «1»). «0» — плоское и горизонтальное положение; «1» обозначает все позиции; Т — трубчатый (1 указывает на правильное использование электрода с точки зрения полярности и общих рабочих характеристик, варьируется от «1» до «14» либо от «G» до «GS».
«G» указывает на то, что полярность и общие рабочие характеристики не указаны. Буква «S» после «G» означает, что шнур подходит только для одного прохода); C / M — необходим защитный газ. «C» — 100% CO2, «M» — смесь аргона и CO2. Если буквы нет, значит порошковая проволока используется для сварки без газа.
Преимуществами порошкового шнура «MIG» являются низкий уровень потерь от разбрызгивания, легкое удаление шлака и высокая устойчивость к ударам, экстремальным температурам и растрескиванию. Эти провода используются в тяжелой, горной промышленности и судостроении.
Ниже предоставим сравнительную таблицу, отечественных марок, согласно ГОСТу: