Сварка – это вид работ, который проводится с помощью специального оборудования с обязательным использованием системы защиты глаз и лица от электродуговых вспышек свариваемого металла.
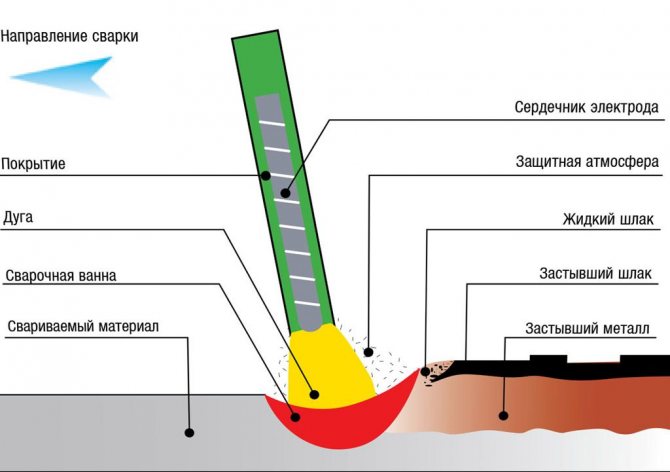
Дуговая сварка – это процесс сваривания, при котором воздействие тепловой энергии оплавляет соединяемые детали. Постоянный ток или ток высокой частоты действует на свариваемую поверхность, скрепляя ее с другими металлическими изделиями. Сварочный шов образуется на месте сварочной ванны, получаемой при воздействии дуги на кромки соединяемых деталей.
Что такое электродуговая сварка — классификация и способы
Электродуговая сварка — это один из методов соединения металлических деталей, который характеризуется собственным принципом работы. В рамках данной технологии для получения швов одновременно на электрод подается ток большой силы. В результате такого взаимодействия формируется электрическая дуга.
Указанное определение и дало название данной разновидности сварки. Другое наименование — сварка плавлением. Второе название обусловлено тем, что при подаче большого тока металл в зоне воздействия приобретает жидкую форму.
Выделяют несколько видов дуговой сварки, каждый из которых отличается собственными особенностями.
Виды дуговой сварки
В зависимости от того, какие аппараты и технология применяется для получения швов, сварка дуговая подразделяется на следующие типы:
Ручная.
В рамках такого технологического процесса заготовки двигает и сваривает техник. К преимуществам этого метода относят возможность соединять металлические детали в любых условиях.
Недостаток — увеличиваются риски получения некачественного шва из-за ошибок специалиста.
Механизированная.
В рамках данного технологического процесса заготовки подаются на станок с помощью соответствующего оборудования. Но детали сваривает человек.
В ряде источников выделяют полуавтоматическую технологию электродуговой сварки как разновидность механической. В рамках данного процесса перемещение горелки выполняет сам рабочий, а подача проволоки, процесс зажигания дуги и формирование соединения выполняет специализированное оборудование.
Автоматическая.
Процесс в этом случае полностью автоматизирован. То есть подачей и свариванием заготовок занимается специальное оборудование. Эти устройства самостоятельно (согласно ранее внесенной программе) определяют интенсивность пламени, регулирует подачу расходных материалов и другое.

В зависимости от используемой технологии защиты шва, получаемого при таком воздействии, сварка дуговая классифицируется на следующие типы:
- без защиты — процесс протекает на открытом воздухе (характерно для технологии ручной электродуговой сварки);
- в вакууме — процесс протекает автоматически в среде, в которой отсутствует воздух;
- с использованием газовых смесей, которые предотвращают окисление соединения;
- под флюсом — металл защищается шлаком, который образуется при плавлении.
Также применяются комбинированные способы. Для защиты сварного соединения прибегают к помощи следующих газов:
- гелий;
- углекислый газ;
- аргон.
Защитный (активный или инертный) газ подается через специальное устройство — сопло сварочной горелки, которыми оборудованы сварочные аппараты.
В зависимости от характера воздействия данная технология классифицируется на следующие типы:
- Пучком. В рамках данной техники применяется пучок электродов, которые соединяются между собой для прохождения прямого электрического заряда. Метод позволяет использовать токи в широком диапазоне значений.
- Лежачим электродом. Метод предусматривает укладку с обмазкой длиной 50-120 см в угол или предварительно разделанный стык. Далее устанавливается медный брусок, под который подается электрическая дуга.
- Наклонным электродом. Эта техника применяется для повышения производительности.
С учетом характера горения электродуговая сварка делится на следующие типы:
- Открытая дуга. Метод применяется при ручной сварке и в защитных газах.
- Закрытая. При такой технологии дуга присутствует в расплавленном материале, оставаясь невидимой для сварщика.
- Полуоткрытая. Часть дуги в этом случае видна над металлом. Электродуговая сварка данного типа применяется для соединения алюминиевых заготовок на автоматизированном оборудовании.
Хотите узнать, что такое силумин и где его применяют – читайте в нашей статье.
В зависимости от типа оборудования и характеристик, которые необходимо придать будущему шву, электродуговая сварка проводится с помощью плавящегося или неплавящегося электрода. В первом случае используются медные, алюминиевые, чугунные или стальные стержни. Плавящиеся электроды применяются как присадочный материал.
Если хотите подробнее узнать про сварку неплавящимся электродом – тиг сварку, то переходите по ссылке и изучайте.
Итог
Электродуговая сварка – распространенный метод соединения металлических деталей. Относительная дешевизна данного способа и его простота, сделали его одним из наиболее популярных методов в производстве. Благодаря этому она практически вытеснила другие виды сварки.
В то же время необходимо уделять должное внимание условиям эксплуатации стержней. Для этого необходимо обеспечить правильное хранение электродов и их защиту от воздействия влаги.
Что такое ручная дуговая сварка
Как и в случае с другими способами сварки, РД предполагает оказание воздействие на заготовку, которое приводит к расплавлению металла в определенной зоне. Происходит это благодаря образованию дуги, которая возникает как эффект пробоя между электродом и деталью.
Ручная сварка по характеристикам мало в чем отличается от других методов получения швов. Основная разница заключается в том, что в данном случае всю процедуру проводит человек. То есть ручная электродуговая сварка предусматривает самостоятельную подготовку и установку изделий, а также соединение деталей без использования автоматизированного оборудования.
Но в рамках данного метода свариваются низко-, средне- и высоколегированные стали, чугун, а также сплавы различных металлов.
О том как выполняется сварка чугуна читайте в нашей статье.
Для РДС применяются специальные электроды, покрытые защитной обмазкой. Последняя создает среду, предупреждающую окисление металла.
Электроды подбираются для каждой группы материалов отдельно, с учетом условий, в которых будет работать изделие.
К примеру, для сварки нержавеющей стали 12Х18Н10Т используют электроды ЦТ-15 если свариваемая деталь будет работать при температуре до 640-650 градусов и эту же сталь сваривают электродами ЭА400 если рабочая температура детали не выше 340-350 градусов.
А для сварки черной стали будут использоваться электроды УОНИ или ОК 46.
Краткая характеристика
Порядок и основы выполнения сварки ручной дуговой сваркой определены соответствующим ГОСТом, который устанавливает:
- типы соединений, которые можно получить с помощью сварки РДС;
- форму подготовленных кромок;
- особенности шва, получаемого при ручной сварке;
- поперечное сечение кромок и шва;
- толщину деталей, которые можно соединять с помощью ручной электрической сварки.
Тип электродов, применяемых при РДС, определяет порядок выполнения работ. При этом стержни подбираются с учетом того, какими характеристиками отличаются заготовки. Ручная дуговая сварка применяется для соединения металлов разной толщины и видов. От этих параметров зависит выбор покрытых электродов.
То есть при ручной дуговой сварке черных металлов применяются один стержни, теслостойких сталей — другие.

Если применяются неплавящиеся электроды, то в создаваемое соединение обязательно вводится присадочная проволока (при условии, если толщина металла превышает 1 мм и не проводятся работы по разделке кромок С1).
Ручная дуговая сварка, как и другие методы, требуют соблюдения техники безопасности.Обусловлено это тем, что в данном случае происходит образование дуги, которая нагревает металл до температуры в 5 тысяч градусов.
Сущность ручной дуговой сварки
Ручная дуговая сварка — это метод соединения металла с помощью специального оборудования. Данная технология не предполагает автоматизацию процесса. Оборудование, применяемое в подобных случаях, обеспечивает формирование дуги, которая образуется в месте касания электрода (плавящегося или неплавящегося) с металлическим изделием.
В ходе этого процесса точка соприкосновения нагревается до высоких температур, что приводит к расплавлению материала.
Ручной тип электрической дуговой сварки также делится на несколько видов:
- одно-, двух- или многоэлектродная (разница заключается в количестве используемых стержней, от которого зависит скорость выполнения работ — чем больше, тем быстрее);
- при постоянном либо переменном токе;
- сварка одно- или трехфазной дугой.
Выбор схемы дуговой сварки, или способа получения шва, определяется поставленными задачами. По данному критерию выделяют следующие техники:
- Короткий шов (длина до 250 мм). Детали свариваются «на проход», то есть непрерывно вдоль всего соединения.
- Швы средней длины (250-1000 мм). При таком способе сварки электродуговое воздействие ведется от середины будущего шва к краям. Специалист в данном случае двигает электрод ступенчатым способом.
- Длинные швы. При такой схеме сварки электродом стержень ведется от краям к середине.

На технику выполнения ручной дуговой сварки также влияет тип выбранных электродов.
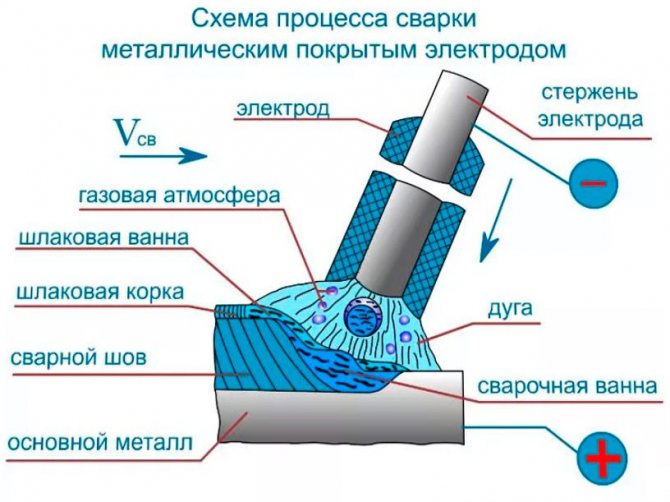
Особенности дуговой сварки
В сравнении с другими способами получения соединения особенности сварки данного типа заключаются в следующем: чтобы создать прочный шов, необходим замкнутый контур, по которому подается переменный, постоянный или высокочастотный импульсный ток. Дуга в подобных условиях возникает сразу после касания электрода к заготовке благодаря моментальной подаче напряжения.
При таком воздействии происходит образование жидкого расплава, в котором перемешивается металл соединяемых заготовок. После того как сварщик убирает электрод, материал начинает остывать, что приводит к кристаллизации последнего. Благодаря этому образуется прочный шов.
Область расплава, которая образуется в зоне перемещения электрода, называют сварочной ванной. В состав стержня, которые используется в данной технологии, входит флюс. Последний при нагреве расплавляется, формируя газ, который защищает область воздействия от окисления.
Эти особенности сварки ручным методом проявляются, когда проводится работа по соединению цветных металлов. Такой материал при нагреве демонстрирует высокую химическую активность. Поэтому, чтобы избежать окисления, цветные металлы сваривают с использованием газов, которые подаются в рабочую зону.
В рамках данной техники применяют несколько способов движения стержней:
- треугольником;
- формирование петлей;
- зигзагом или полумесяцем вперед либо назад.

Во избежание ошибок и для получения надежного шва при ручной дуговой сварке покрытыми электродами нужно соблюдать следующие правила:
- Ток необходимо подавать на стержни постоянно.
- Поверхность и электроды перед началом работ высушиваются. Если этого не сделать, то процесс будет сопровождаться образованием искр, а шов в итоге получится непрочным.
- Сварочный кабель не должен иметь трещин. Из-за таких дефектов возможно повреждение оборудования.
Для ручной дуговой сварки (РДС) покрытыми электродами в основном применяются инверторы на 220 В.
Для работы сварщику нужно пройти аттестацию и попасть в реестр НАКС. Подробнее в нашей статье.
Преимущества ручной дуговой сварки
Как и в случае с другими способами сварки, у РД преимущества и недостатки обусловлены особенностями данной техники. Среди достоинств этого метода выделяют следующее:
- возможность сваривать металл в любых условиях;
- сваривание осуществляется в любом положении заготовок;
- можно соединять разные сплавы и металлы;
- метод легко освоить;
- высокая мобильность.
Но этим достоинства частично нивелируются тем, что при ручной дуговой сварке плавящимися электродами выделяется множество вредных веществ. Также данный метод отличается низкой производительностью. Кроме того, для сварки металлов толщиной менее 2 мм требуется большой опыт, так как при работе с подобными материалами велика вероятность «прожига» и других последствий, приводящих к порче заготовки.
Принцип сварки электродом
В основе технологического процесса электродуговой сварки лежит несколько принципов, среди которых – пробой и короткое замыкание. На первом из них стоит сосредоточить особе внимание. Он базируется на пробое диэлектрика, который образуется в результате заполнения межатомного пространства заряженными электрическими частицами. Положительный заряд создают ионы, а отрицательный – электроны.
Существует немало ситуаций, при которых пробой возможен для любого диэлектрика. А вот относительно электродуговой сварки, то здесь пробой воздушной массы образуется между массой и электродом. Во время эксплуатации оборудования на расходнике образуется заряд с низким напряжением и в то же время большой силой тока – от 80 до 200 ампер. Помимо этого, создается огромная плотность, показатель которой составляет несколько тысяч А/м2.
В момент, когда электрод прикасается к свариваемой поверхности, образуется короткое замыкание. В результате генерируется электрическое поле высокой мощности. В этом поле и получается пробой.
Принцип действия
В рамках данного метода на заготовки через стержень подается ток, который формирует сварочную дугу. Последняя представляет собой концентрированную лучистую энергию, которая нагревает металл до температуры плавления. Благодаря тому что ток подается строго в определенную точку, остальные части заготовки при данной схеме дуговой сварки не повреждаются.
Шов между металлическими изделиями образуется во время кристаллизации материала, который запускается сразу после того, прекращается нагрев. То есть данный процесс запускается во время остывания обрабатываемой зоны, в том числе и за счет принудительного охлаждения. В связи с этим соединению необходимо определенное время для набора прочности, определяемое скоростью остывания.
Технология электродуговой сварки стыкового шва в вертикальном положении
Нередко требуется соединение двух металлических заготовок, расположенных в разных плоскостях, что усложняет процесс работы. Допустим, стык деталей может находиться под углом, вертикально или в потолочной плоскости.
Специалисты называют работу с вертикальными швами (потолочными и наклонными) непростой задачей. Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.

Справиться с этой проблемой позволяют два важных принципа:
1.
Расплавленный металл должен кристаллизоваться с большей скоростью, чем в обычной нижней позиции – для этого его капли должны быть небольшого размера. Уменьшить капли позволяет сокращение длины дуги, причем при работе с инвертором или полуавтоматом электрод передвигают вглубь и наружу короткими и быстрыми движениями. Движение держака больше похоже на постукивание электродом по поверхности.
2.
Вертикальный шов сваривают переменным током снизу вверх. Заполняя кратер шва, его наполняют снизу, за счет чего расположенный внизу металл играет роль подставки для металла, скапливающегося в сварочной ванне выше.
Но стоит понимать, что технология снизу вверх не всегда подходит, чтобы сварить вертикальный шов. Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
- дуга должна быть короткой;
- электрод в начале поджига располагается перпендикулярно к плоскости соединения заготовок;
- при варке электрод наклоняется вниз со стороны держака, то есть располагается под острым углом по отношению к сварочному шву – дугой он удерживает металлические капли от стекания;
- если капли все-таки стекают, повышают силу тока и увеличивают перемещение электрода вниз; также стоит увеличить ширину сварочного шва, перемещая расходник из стороны в сторону;
- при использовании этой технологии не добиться высокого качества швов, зато она намного легче, чем метод снизу вверх.

Техника ручной сварки — создание дуги
При работе с дуговой сваркой плавящимися электродами дуга после того, как специалист касается обрабатываемой зоны стержнем. Данный процесс запускается двумя способами:
- касание и отрыв — дуга формируется после того, как стержень медленно отводится от металлической поверхности;
- чирканьем (подобно спичке) — дуга образуется при быстром чирканье концом стержня по поверхности.
Второй вариант считается более предпочтительным. Однако при работе в труднодоступных местах применяется первый метод.
О том как правильно варить подробно написано в нашей статье. Заходите!
Преимущества и недостатки технологии электродуговой сварки
Достоинства:
- Возможность работы в различных пространственных положениях, которые зависят исключительно от навыков работника.
- Возможность соединения любых разновидностей стали.
- Быстрое переключение в процессе работы с одного металла на другой для образования электродами наплавок и стяжек.
- Простые обслуживание и использование, высокая эффективность технологии.
Недостатки:
- Зависимость результата от навыков работника.
- Подверженность сварщика электромагнитному облучению во время работы.
- Низкий КПД по сравнению с автоматизированной сварочной методикой.
Область сварочной дуги
При сварке электродуговой любого типа (РД или РДС) между электродом и металлической поверхностью формируются 3 зоны:
- катодная — располагается между столбом дуги и поверхностью стержня;
- столб дуги — находится между катодом и анодом;
- анодная — эта зона представлена в виде анодного пятна и приэлектрической части, в которой ток формируется за счет потока электронов, исходящих из столба дуги.
Нагревание катода при такой схеме электросварки происходит путем бомбардировки электронов.
У некоторых металлов есть свои особенности и их сварку нужно выполнять по специальной технологии. К таким металлам относится алюминий, а как выполняется сварка алюминия вы можете подробно прочитать в нашей статье.
Методы, применяемые в технологии электродуговой сварки и резки металла
Резка металла сваркой с применением дуги относится к наиболее старым из существующих способов. Используется ручная дуговая резка с применением плавящегося или неплавящегося электрода, воздушно- и кислородно-дуговая резка – разберем каждый из способов более подробно.
1.
Резка неплавящимся электродом.
Роль электрода играет графитовый или угольный стержень, резку выполняют на любом роде тока, главное, чтобы он имел прямую полярность и силу до 800 А. Прежде чем разрезать металл, его нужно нагреть с помощью дуги, а затем выплавить.
Этот метод используется не так часто, в чем причина? У него достаточно узкая область применения, ведь он подходит только для работы со сложными крупногабаритными проектами. Допустим, при разделке лома и разборке старых металлических конструкций. Рез получается неровным и неаккуратным, но при этом технология подходит для работы с любыми металлами: от чугуна до цветных металлов.
2.
Резка плавящимся электродом.

Этот метод встречается на практике чаще остальных, поскольку он обеспечивает более аккуратный и ровный разрез, чем первый способ. Для выполнения резки устанавливают повышенную силу тока (на 30 % больше, чем при сварке) – в этом случае можно отталкиваться от толщины электрода. Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Если нужно сделать несложный рез в домашних условиях, подойдут любые плавящиеся электроды. Но для лучшего результата советуем выбирать специальные электроды для резки металла, так как они отличаются своим покрытием. За счет последнего работа идет проще и занимает меньше времени.
Несмотря на улучшенное качество реза при данной технологии, ее трудно назвать идеальной: этот метод проигрывает всем более современным. Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
3.
Воздушно- и кислородно-дуговая резка.
Эти методы электродуговой сварки практически идентичны, но имеют одно отличие: при воздушной резке металл сначала плавится от тепла дуги, после чего выдувается сжатым воздухом. При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.

Данные технологии применяются для работы с листами нержавейки толщиной до 20 мм и для удаления дефектных частей деталей.
Перед осуществлением такой резки на сварочном аппарате устанавливают постоянный ток и подбирают графитовые или трубчатые электроды. Во втором случае кислород подается по сквозному отверстию в сварочном стержне. Сразу скажем, что этот способ эффективный, но отличается высокой трудоемкостью, ведь гораздо проще подать сжатый воздух или струю кислорода непосредственно в место разреза.
Источники питания
Для сварки РДС используются следующие источники питания:
- Трансформатор. Редко используемый источник питания для ручной дуговой сварки покрытыми электродами. Для работы с трансформатором необходим многолетний опыт, так как это устройство характеризуется существенным недостатком — непостоянное напряжение.
- Выпрямители. От трансформатора отличается только рядом конструктивных деталей, благодаря которым образуется постоянный ток.
- Инверторы. Устройства создают переменный ток со стабильным напряжением. Этот тип электросварочного оборудования применяется для соединения металлов ручным методом. Инверторы дополняются защитой от прилипания электродов и системой стабилизации дуги.
- Полуавтоматы. Данный тип оборудования представлен в виде инверторов, которые дополняются устройством подачи проволоки.

Тип сварочного оборудования подбирается с учетом поставленных задач.
Подробно про виды сварочных аппаратов читайте в нашей статье.
Технология электродуговой сварки цилиндрических резервуаров
Заводскую сварку резервуарных конструкций выполняют согласно утвержденному технологическому процессу (процедурам), где учитываются:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы работы, сварочные материалы, последовательность осуществления работ;
- конкретные указания по закреплению деталей перед началом работ;
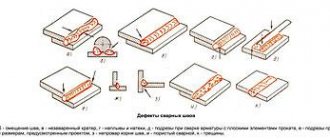
- мероприятия, позволяющие избежать прожогов, смещения шва от его оси и появления иных дефектов;
- мероприятия, направленные на сокращение числа деформаций.
При выборе технологии сварки резервуарных конструкций нужно точно понимать, что она обеспечивает:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки (массы наплавленного металла), затрат на сварочное оборудование и организацию технологического процесса;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемых механических свойств: прочности, пластичности, твердости, ударной вязкости и устойчивости к низким температурам;
- минимальный уровень деформаций свариваемых элементов.

В заводских условиях обычно используют автоматизированную сварку под флюсом для листовых конструкций и механизированную работу в углекислом газе или в смеси газов на основе аргона для решетчатых конструкций и оборудования. В первом случае не обойтись без оснащения сварочного оборудования системами слежения электрода за стыком.
Используемые электроды
Согласно нормам технологии ручной электродуговой сварки, для создания качественного шва применяются электроды, покрытые специальным напылением. Тип последнего подбирается с учетом вида обрабатываемого металла. Оптимальным для работы в домашних условиях считается рутиловое покрытие.
Стержни данного типа отличаются следующими особенностями:
- Работать с таким покрытым электродом могут начинающие сварщики.
- На рынке представлен широкий ассортимент элеткродов, покрытых рутилом.
- Рутиловые электроды при нагреве формируют зону с высоким содержанием водорода, который негативно сказывается на качестве шва.
- При работе возможно сильное разбрызгивание расплавленного металла.

При выборе стержней эдля электросварки необходимо обращать внимание на маркировку. Последняя позволяет понять, для каких металлов подходят электроды.
Назначение электрода
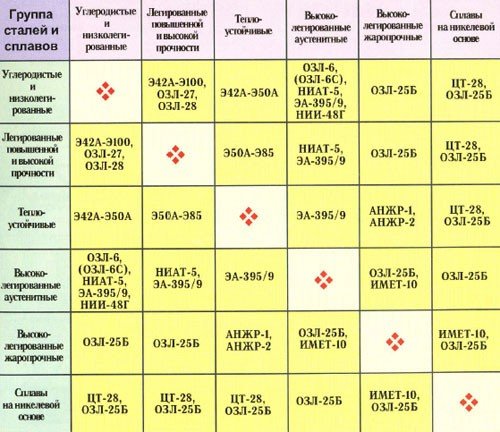
Таблица видов электродов для сварки.
По назначению электроды разделяют для:
- работы со сталями с высоким уровнем легирующих элементов;
- со средним содержанием легирующих элементов;
- сварки конструкционных сталей;
- пластичных металлов;
- наплавления;
- теплоустойчивых сталей.
Таким образом, можно подобрать электроды для каждой конкретной задачи.
Отдельное внимание следует обратить на защитное покрытие. Обмазка электродов – важная составляющая, к которой предъявляются особые требования. Кроме того для нее характерен определенный состав.
Они представляют собой стержень, покрытый особой оболочкой. Мощность зависит от того, какой у него диаметр.
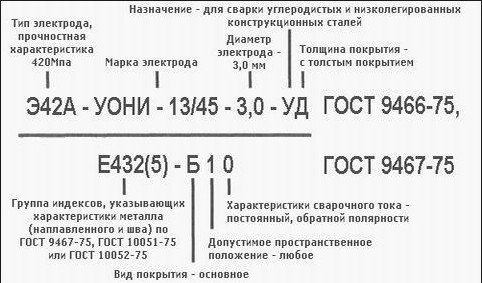
Наиболее популярными являются электроды УОНИ. Существует несколько марок данного материала и все они используются для ручного сваривания.
УОНИ 13-45 позволяют получать швы приемлемой вязкости и пластичности. Они применяются для сварки при литье и поковки. В составе таких стержней содержится никель и молибден.
УОНИ 13-65 подходят для работы на конструкциях с повышенными требованиями. Они могут осуществлять соединения в любых положениях. Диаметр варьируется от двух до пяти миллиметров, чем он больше, тем больше сварочный ток.
В большинстве характеристик данные стрежни схожи между собой. Могут функционировать при пониженных температурах, при этом обеспечивают надежный плотный шов с высокими механическими параметрами.
Кроме того соединения, полученные с их помощью, характеризуются высокой ударной вязкостью и в них не формируются трещины. Все это делает их наиболее перспективными в работе с ответственными конструкциями, к которым предъявляются жесткие требования.
Помимо этого данные конструкции оказываются устойчивыми к перепадам температур, вибрациям и нагрузкам. Важной особенностью стержней данного типа является существенная стойкость к действию влаги и возможность длительного прокаливания.
Виды покрытия
Покрытия электродов включают следующие составляющие:
- раскисляющие вещества;
- компоненты для стабильного горения дуги;
- элементы, обеспечивающие пластичность, такие как каолин или слюда;
- алюминий, кремний;
- связующие вещества.
Ко всем электродам для точечных или ручных сварочных работ с покрытием предъявляют ряд требований:
- высокая эффективность;
- возможность получение результата с необходимым составом;
- незначительная токсичность;
- надежный шов;
- стабильное горение дуги;
- прочность покрытия.
Виды покрытия электродов.
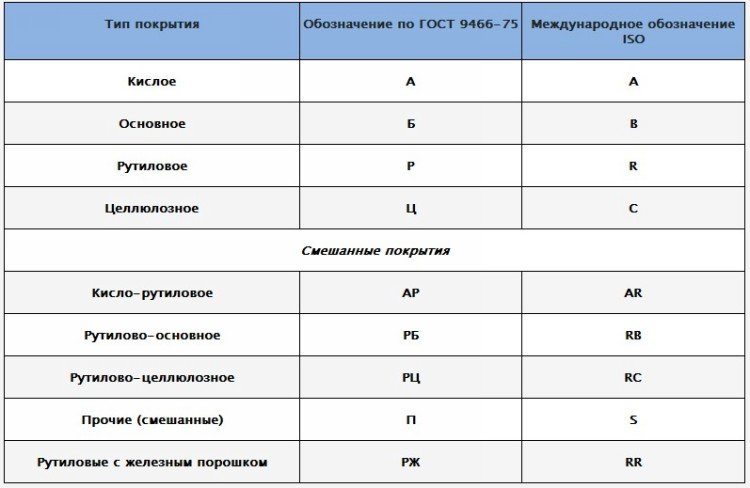
Выделяют следующие виды покрытий электродов:
- целлюлозное;
- кислое;
- рутиловое;
- основное.
Первый тип позволяет выполнять работу во всех пространственных положениях постоянным и переменным током. Они наиболее широко применяются в монтаже. Характеризуются существенными потерями на разбрызгивание и не допускают перегрева.
Рутиловое и кислое позволяют варить во всех положениях, кроме вертикального, постоянным и переменным током. Второй тип покрытия не целесообразен для работы со сталями с высоким содержанием серы и углерода.
Основное покрытие применимо для формирования соединений металла большой толщины постоянным током обратной полярности. Также не позволяет работать в вертикальном положении сверху-вниз.
Перечисленные выше типы оболочек подразумевают использование только одного конкретного вида покрытия. Однако возможны сочетания нескольких вариантов. Комбинации могут складываться из нескольких типов в зависимости от решаемой задачи.
Комбинированные оболочки относятся к отдельному классу и их не причисляют к основным четырем видам.
Существует также классификация в зависимости от толщины покрытия.
Каждой толщине присваивается отдельное буквенное обозначение:
- тонкие – М;
- средней толщины – С;
- толстые – Д;
- особо толстые Г.
Конечно же, стержни выбираются в соответствии с поставленными целями. Правильный выбор гарантирует высокое качество выполняемой работы.
https://youtu.be/AvCg7p3no98
Марки электродов
Расшифровка маркировки электрода.
Существуют различные марки электродов, предназначенные для решения определенных задач. Они характеризуются определенными свойствами, что позволяет подобрать наиболее подходящий материал.
Марка ОК-92.35 характеризуется удлинением в шестнадцать процентов и пределом текучести и прочности в 514 МПа и 250 НВ соответственно. Предел текучести ОК-92.86 составляет 409 МПа.
Марки электродов для ручной сварки Ок-92.05 и ОК-92.26 обладают относительным удлинением в 29% и 39%, а пределом текучести – 319 и 419 МПа соответственно.
Предел текучести ОК-92.58 составляет 374 МПа.
Все вышеперечисленные электроды используются для ручной дуговой сварки по чугуну. В зависимости от того, с каким металлом предстоит работать, выбирают также специальный тип стержня. Например, для меди – АНЦ/ОЗМ2, чистого никеля – ОЗЛ-32, алюминия – ОЗА1, монеля – В56У, силумина – ОЗАНА2 и т.д.
Все электроды должны соответствовать нормам ГОСТ. Этим будет определяться качество и надежность выполняемых работ.
Кроме того, сварщику необходимо также контролировать качество свариваемых деталей. В зависимости от материала, условий работы, положения шва и других факторов, выбирают соответствующий электрод, который обеспечит наилучшее качество соединения.
Технология ручной дуговой сварки
Перед началом сварных работ металл защищается и нарезается на заготовки. Далее запускается источник питания.
Дуга зажигается в два приема:
- Электрод соприкасается с поверхность, что приводит к короткому замыканию.
- Электрод отводится от поверхности на расстояние, равное диаметру стержня.
При необходимости зажигание осуществляют путем чиркания электрода по поверхности. В этом случае металл нагревается в нескольких зонах.
После зажигания в месте, к которому подводится электрический тог, формируется расплав материала. Для создания прочного соединения сварщик должен до окончания работ удерживать дугу длиной от 0,5 до 1,1 от диаметра стержня.
Перемещение электрода
При РДС сварке рекомендуется вести стержень, совершая колебательные движения из стороны в сторону вдоль линии будущего шва. Благодаря этому соединение получится прочным.
В зависимости от положения заготовок применяются следующие техники сваривания:
- нижнее положение — проводится полное проплавление соединений;
- вертикальное положение — стержень ведется сверху вниз, чтобы расплавленный металл стекал в сформировавшееся соединение;
- потолочное положение — постоянно приостанавливать сварочные работы, чтобы уменьшить размеры расплава и исключить падение металла вниз.
Ширина получаемого шва напрямую зависит от диаметра используемого стержня.
Правила безопасности при электродуговой сварке
Использование технологии электродуговой сварки требует жесткого исполнения целого ряда правил безопасности:
- работать можно только в затемняющем щите поляризационного типа – он защищает веки, лицо, глаза от ожогов при вспышках;
- работы должны вестись в специальных перчатках из плотной резины на диэлектрическом слое, благодаря которым предотвращается прохождение заряда через тело сварщика и замыкание типа «поверхность сварки-баласник»;

- необходимо быть максимально осторожным при оплавлении и нагревании сварочных поверхностей;
- нельзя допускать попадания на электрические провода и кабели снега или воды, поскольку это может привести к короткому замыканию.
Меры безопасности
Во время проведения электродуговой сварки обязательно следует соблюдать следующие меры безопасности:
- Обязательно требуется надевать защитную форму и обувь из плотного материала. Данные средства смогут защитить тело от раскаленного металла, который может вызвать сильные ожоги. Рукава требуется плотно застегнуть, на кисти рук надеваются перчатки.
- Если нет защитной формы, то вместо нее можно воспользоваться хлопчатобумажной одеждой.
- От яркого света и искры от раскаленного металла лицо и глаза необходимо закрыть защитной маской.
- Сварочные работы должны выполняться в проветриваемых помещениях.
- Перед началом работ рекомендуется подготовить воду или огнетушитель. Раскаленные частицы металла, искры могут привести к пожару, поэтому все средства для его предотвращения должны быть под рукой.
Обратите внимание! Технику безопасности обязательно нужно строго соблюдать. Если этого не делать, то во время сварочного процесса можно по неосторожности получить серьезные травмы.
Электродуговая сварка является популярной технологией, которая отлично подходит для сваривания разных видов металлов. Проведение процесса должно осуществлять правильно с соблюдение важных принципов. Работу требуется делать все поэтапно, это позволит подучить ровный и прочный шов. Но не стоит забывать про необходимые меры безопасности, которые защитят от травм и помогут сделать все правильно.
Этапы процедуры
Все профессиональные сварщики и любители действуют по алгоритму:
- Подготовка предполагает тщательное очищение всех поверхностей и закрепление заготовки на рабочем месте.
- Появление дуги. Чтобы она образовалась, необходимо подать напряжение и 2-3 раза быстрыми движениями прикоснуться наконечником к металлу.
- Проведение шва – скорость и угол варьируется в зависимости от физических характеристик материала.
- Финальная обработка – следует снять неровности, убрать лишнюю окалину, зачистить соединение.
Иногда требуются дополнительные операции, например, предварительный нагрев заготовки или подача защитного газа. Однако основные элементы алгоритма отражены верно.