Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут.
А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение.
Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку.
Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
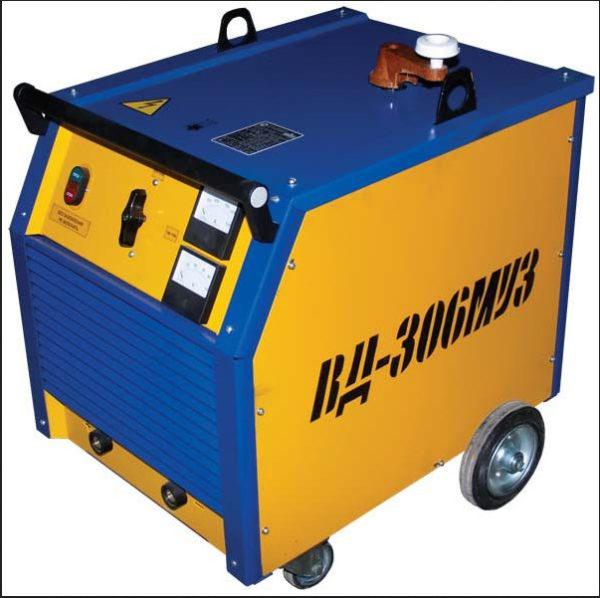
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта.
При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение.
Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше.
На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
- Стабилизатор напряжения для сварочного инвертора
Инверторные сварочные аппараты малой мощности, преимущественно до 4 кВт, есть сейчас в хозяйстве каждого мастеровитого хозяина. Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…. - Подключение сварочного инвертора к бытовой сети
Сварочный аппарат бытового класса сейчас есть в арсенале у многих хозяев, которым приходится часто сталкиваться с работами по сварке листового металла, арматуры и прочих изделий. И часто владельцы таких устройств…. - Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром…. - Фото сварочного оборудования инструментов и самоделок
- Декларирование сварочного оборудования
Оборудование для сварки входит в область применения регламента ТС 010/2011 «О безопасности машин и оборудования». Согласно Приложению 3 к этому документу, для проверки соответствия проводится декларирование сварочного оборудования. Без этой….
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике. Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек – не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги. Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства: Снизить вторичное напряжение сварочного аппарата возможно простыми методами: 1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах. 2. Избавиться от тепловых потерь можно вторым методом – питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора. Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Характеристики устройства: Напряжение электросети -220/380 В. Мощность сварочного аппарата – не ограничена. Сварочный ток – не ограничен.
Напряжение холостого хода сварочной цепи – 16-36 Вольт переменного тока. Напряжение зажигания сварочной дуги -80 -120 вольт. Время зажигания сварочной дуги 8-16 мсек.
Частота сети 50 Гц. Экономия электроэнергии при ПВ 30% до 62 %.
Регулировка тока 36%.
Цели использования устройства: 1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях 2) снижение напряжения сварочной цепи до допустимых пределов 3) ограничение загрузки электросети токами холостого хода 4) понижение температуры сварочного трансформатора при работе 5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги 6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
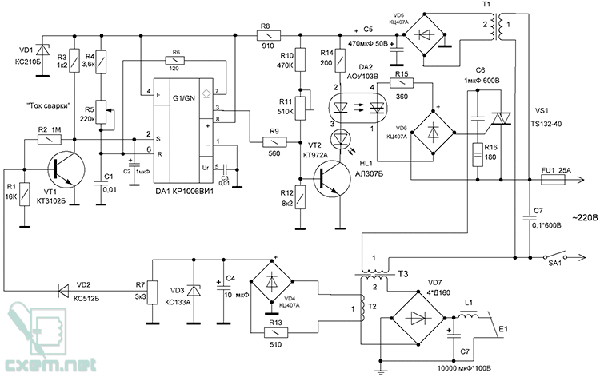
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7. В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока. Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
Программируемый аналоговый таймер на микросхеме DA1 позволяет установить необходимые режимы работы устройства по времени. Входной усилитель сигнала обратной связи на транзисторе VT1 позволяет предварительно усилить слабый сигнал до уровня достаточного для переключения таймера в рабочий режим, с отработкой функций – ограничения напряжения холостого хода, импульсного зажигания сварочной электродуги и установки рабочего тока в зависимости от сечения сварочного электрода.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3.
Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень. Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8. Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Тип применяемого симистора зависит от сварочного трансформатора. Трансформатор тока Т2 типа ТК 20 -100 / 5. Трансформатор питания Т1 – ТПП -112 на напряжение 8-10 вольт и ток не менее 100 мА, мощностью 8-15 ватт. Плата устройства ограничения холостого хода сварочного трансформатора установлена в корпусе соответствующего размера, отдельно размещен трансформатор тока Т2, возможен вариант установки устройства вне корпуса сварочного аппарата.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации.
Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература: 1.С.Замковой. Ограничитель напряжения сварочного трансформатора. “Радио” №8,1984 г. стр.55-56.
Список радиоэлементов
Скачать список элементов (PDF).
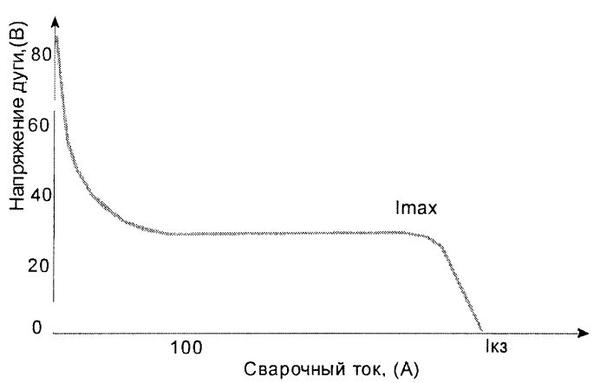
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ). Ниже показана вольт – амперная характеристика дуги в общем виде:
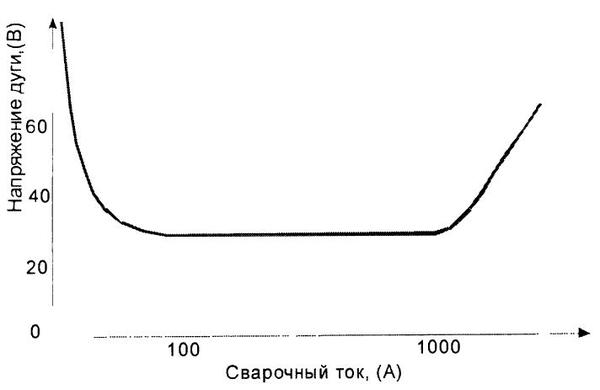
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле: Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В; b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм; Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 ВПри атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон.
Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
Сварочный инверторный аппарат — это источник постоянного тока для питания электрической дуги. Обычный инверторный источник питания для сварки снижает зависимость от стабильности характеристик электросети. Он способен выдержать падение напряжения с 220 до 180-190В вместо 220. Однако, если напряжение падает еще ниже, такой аппарат перестает нормально работать или отключается. Сварочные инверторы с пониженным напряжением способны продолжать работу и при самых низких параметрах сети.
Принцип работы
Инверторный сварочный аппарат: что это значит? Сварочный инвертор –это преобразователь переменного тока 220 вольт в постояный 70-120 вольт. То же самое делает и морально устаревший сварочный выпрямитель. Качество шва, выполняемого с помощью трансформатора-выпрямителя, сильно зависит от стабильности характеристик в электросети. Работа самого аппарата может сильно влиять на стабильность параметров сети, при зажигании дуги начинаются броски напряжения.
Что же такое инверторная сварка? Сварочный инвертор также выдает на выходе 70-90 вольт, но преобразование проводится следующим образом.
- переменный ток 220вольт 50 герц выпрямляется и подается на вход высокочастотного генератора;
- генератор создает высокочастотный (20-50 килогерц) сигнал;
- он подается на трансформатор, который понижает напряжение до 70-90 вольт;
- ток выпрямляется вторым выпрямителем и постоянный ток подается на электрод и заготовку;
- зажигается электродуга, кромки заготовки оплавляются, плавится и электрод, образуя облако защитных газов и пополняя сварочную ванну;
- после остывания материала шва образуется неразъемное соединения высокой прочности и долговечности.
Теперь становится понятно, что значит инверторный: это преобразователь с двукратной инверсией (от латинского inversio переворачивание, перестановка) напряжения из переменного в постоянное и обратно.
Преобразование тока на высокой частоте позволило во много раз снизить вес и габариты трансформатора. Управление процессом на каждом этапе с помощью электронных схем позволило обеспечить высокую стабильность напряжения на выходе, независимость его от перепадов в питающей электросети (в определенных пределах) и исключило негативное влияние самого инвертора на скачки параметров этой сети. Кроме того, сварочные инверторы обеспечивают высокую стабильность дуги, облегчают ее розжиг и препятствуют «залипанию» электрода.
Устройство сварочного выпрямителяю. Низкочастотный трансформатор орпеделяет громоздкие габариты и большой вес устройства. Это основные отличия инвертора от сварочных выпрямителей. На базе инверторного источника тока строятся и сварочные полуавтоматы подающие в рабочую зону сварочную проволоку вместо стержневого электрода.
Если же параметры электросети гуляют существенно ниже, чем 180-190 вольт, то обычный инвертор уже не может компенсировать такое падение напряжения. Зачастую в удаленных районах оно падает и до 150 вольт. В этом случае на помощь приходят инверторы, способные работать на пониженном напряжении. в их конструкции есть два блока, призванных исправить положение:
- стабилизатор с расширенным диапазоном он поддерживает заданное выходное напряжение, несмотря на колебания на входе;
- корректор коэффициента мощности: электронная схема, адаптирующая работу всего аппарата к изменившимся условиям электропитания.
Эти блоки не совершают чудес и не нарушают закона сохранения энергии. Если на входе будет ниже 135 вольт, работать сварочным аппаратом не удастся.
Кроме того, использовать можно будет только самые тонкие электроды или проволоку. Корректор будет пытаться сохранить мощность, отдаваемую в дугу, на прежнем уровне.
[my_custom_ad_shortcode1]
Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
Плюсы и минусы
Основные плюсы таких устройств следующие:
- возможность снижать напряжении питающей сети до 135 вольт;
- обеспечение стабильной мощности дуги при бросках большой амплитуды;
- компенсация потерь при подключении через удлинители большой длины.
Имеются и минусы:
- при пониженном напряжении приходится работать на более тонких электродах или проволоке;
- толщина свариваемых заготовок также ограничена;
- стоимость такого аппарата превышает обычный на четверть (при равной мощности и общей функциональности).
Если сопоставить основные преимущества и недостатки, присущие сварочным инверторным аппаратам с пониженным напряжением, становится очевидной сфера их применения. Это:
- удаленные районы с низким качеством электроснабжения;
- необходимость работы от бытового электрогенератора;
- подключение через удлинители от 50 метров.
Аппараты позволят выполнять швы хорошего качества и в таких сложных условиях.
[my_custom_ad_shortcode2]
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Обеспечение эффективности
Нестабильность параметров электросети обуславливается неравномерностью распределения потребителей электроэнергии между фазами. В сетях старого образца нет возможности автоматической межфазовой балансировки нагрузки. Вторая причина- сильная изношенность технических средств коммутации и распределительных сетей, плохое состояние изоляции, недостаточное сечение кабелей. Все вместе эти факторы приводят к тому, что, при стандартном значении 220 вольт фактически измеренное колеблется между 140 и 270.
И такая ситуация характерна и привычна для большинства сельских районов, удаленных от райцентров и больших трасс. Чтобы справится с нестабильностью напряжения сети и обеспечить эффективное функционирование сварочного аппарата, используют следующие приемы:
- подключение через мощный стабилизатор напряжения, запас по мощности должен быть как минимум 40% от паспортного значения для инвертора;
- использование сварочного аппарата инверторного типа с функцией коррекции мощности ККМ;
- включение в схему осциллятора, генерирующего высокочастотные импульсы и облегчающего поджиг и поддержание электродуги;
- подбор сварочных материалов и режимов сварки, позволяющих добиться высокого качества шва.
Мощный стабилизатор громоздок и тяжел, цена его примерно 1-2 тыс. рублей за киловатт мощности. Если же стабилизирующий блок встроен в сам сварочный аппарата, это позволяет существенно снизить затраты.
Функция коррекции мощностного коэффициента также позволяет повысить стабильность дуги и качество шва, избежать залипания электрода и прожогов, а также потреблять несколько меньше электроэнергии.
[my_custom_ad_shortcode3]
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.
Рекомендуемые при пониженном электропитании
Обычные модели сварочных инверторов уверенно работают в диапазоне напряжений от 190 до 240 вольт. Для рынков развивающихся стран и специальных условий эксплуатации ведущие производители оборудования предлагают специально доработанные инверторы, способные работать при пониженном входном напряжении. Какой инвертор лучше? При выборе устройства необходимо обратить внимание на следующие параметры и особенности:
- достаточный для местности использования диапазон входного напряжения;
- широкие возможности настройки рабочего тока;
- стабильность напряжения холостого хода;
- опции «горячий старт» и «антизалипание»;
- диапазон рабочих температур, подходящий к климатическому поясу;
- возможность длительной непрерывной эксплуатации.
Перечисленным условиям отвечают ряд моделей.
[my_custom_ad_shortcode4]
Как проверить напряжение холостого хода сварочного инвертора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Aurora PRO Inter 200
Эта новинка выделяется возможностями своего стабилизатора и блока ККМ. Тест подтвердил способность эффективно варить даже от 140 вольт. При этом развивается рабочий ток от 20 до 200ампер. Поддерживает работу со 100-метровым удлинителем, если сечение провода 2,5 мм и более. Может работать непрерывно до 60% от общего времени.
Все перечисленные модели отличаются компактностью и скромным весом, не превышающим 8 кг. Разумеется, при работе на нижнем пределе значений питающего напряжения не стоит рассчитывать на максимальный сварочный ток и 5-миллиметровые электроды.
Но 1,6 и 2 миллиметровые будут варить стабильно, без залипаний и досадных прожогов тонких заготовок и мелких частей. При продолжительной работе износ деталей и узлов блока питания устройства будет повышенным.
Важно также учитывать репутацию фирмы-изготовителя. Малоизвестные компании, недавно появившиеся на рынке, часто выставляют свою продукцию за малую по сравнению с известными марками цену. При этом они обещают чудеса, противоречащие закону сохранения энергии, например, работу при входном напряжении 90 вольт. Это может означать только одно: очевидный пример недобросовестной рекламы. Входное напряжение в этом случае будет близко к выходному, и, сколько бы его ни преобразовывали, выдержать требуемые параметры по току никак не получится.
[my_custom_ad_shortcode2]
Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.