Электронно-лучевая сварка (она же электроннолучевая, электронно лучевая сварка, ЭЛС) — это довольно быстро развивающийся вид сварки. С его помощью можно сварить практически все: и сплавы высокой прочности, и химически активные металлы, и тугоплавкие материалы. Словом, сфера применения очень большая.
В этой статье мы подробно расскажем, что такое ЭЛС сварка, какие есть достоинства и недостатки у такой технологии, и какие особенности нужно учитывать.
Содержание
- Сущность процесса электронно-лучевой сварки
- Параметры и показатели ЭЛС
- Схема установки электронно-лучевой сварки
- Технология электронно-лучевой сварки
- Техника ЭЛС
- Технологические приёмы ЭЛС
- Оборудование для электронно-лучевой сварки
- Классификация и состав установок для ЭЛС
- Электронно-лучевые пушки
- Источники питания электронно-лучевой пушки
Виды
В промышленности используют два основных типа: с прямым или косвенным накалом катодов, отдельные установки ЭЛС проводят обработку поверхностей по криволинейным траекториям. Сложность конструкции аналогичных установок влияет на конечную цену изделия, поэтому оборудование этой классификации относится к разряду дорогих.
Контроль исполнения задачи производится установленным компьютером, в памяти которого заложена необходимая программа сварки.
Сварка на электронно-лучевых сварочных установках отличается повышенной опасностью для персонала из-за возможного облучения, что является основным минусом такого производства.
Сущность процесса электронно-лучевой сварки
Электронно-лучевая сварка (ЭЛС) осуществляется в вакууме, с помощью сфокусированного потока электронов с большой удельной мощностью, который воздействует на сварные кромки, расплавляя их.
Сварка тонкого металла проводится потоком мощностью, примерно, 104 Вт/см2. Для однопроходной сварки больших толщин металла, порядка 200-300мм, необходима мощность 105-106 Вт/см2.
Высокая концентрация энергии в лучевом потоке позволяет получать узкие и глубокие сварные швы с минимальной зоной термического влияния и высокими механическими свойствами при этом, сварка выполняется на больших скоростях.
Сущность процесса и область его применения
Электроннолучевую сварку применяют при обработке тугоплавких металлов, легко окисляемых сплавов, которые невозможно варить другими методами. Под электронным лучом образуется расплав, который заполняет стык на всю глубину. Электроны одновременно воздействуют на металл по всей поверхности стыка. Функции сварочного устройства выполняет электронная пушка. Из разогретого тугоплавкого металла в глубоком вакууме до 10-6 Па вырываются электроны, они ускоряются под силовым воздействием тока, устремляются в рабочую зону. ЭЛС действует аналогично лазерной, только в отличие от светового луча пучок электронов невидим. Энергия его значительно превосходит лазер, площадь воздействия меньше.
Параметры и показатели ЭЛС
К характеристикам электронного луча, измеряемым в процессе сварки, относятся сила тока луча I, ускоряющее напряжение U, сила тока фокусирующей системы Iф, рабочее расстояние (расстояние от центра фокусирующей системы до сварных кромок) L, угол сходимости луча а, скорость перемещения лазерного луча V. Мощность луча Q=IU, Вт. Эти параметры задаются при сварке и с помощью них можно определить удельную мощность Qу, Вт/см2 и диаметр электронного луча d:
Qу=IU/(3,14d24).
Если сварка ведётся в импульсно-периодическом режиме, то среднюю мощность луча можно определить по формуле:
Qср=IиUft,
где Iи — сила тока луча в импульсе, А; U — ускоряющее напряжение, В; f — частота импульсов, Гц; t — продолжительность импульса, с. Скорость сварки в импульсном режиме определяется по формуле:
Vи=b(L-K)f,
где K — коэффициент перекрытия точек (обычно находится в пределах 0,5-0,9); b — диаметр сварной точки, см.
Наиболее распространённые значения параметров электронного луча для сварки находятся в следующих пределах: Q=1-120 кВт, при U=25-120 кВ, а=1-5°, t=20-200 мм; Vи=0,1-3 см/с; d=0,1-3 мм, f=1-100 Гц, t=5-100 мс, К>10.
Схема установки электронно-лучевой сварки
Электронно-лучевая сварка, в большинстве случаев, выполняется вертикальным, либо горизонтальным лучом в вакуумных камерах, размер которых зависит от размеров свариваемого изделия. Объём сварочных камер может составлять от 0,1 до сотен кубических метров. На рисунке ниже показана схема установки ЭЛС:
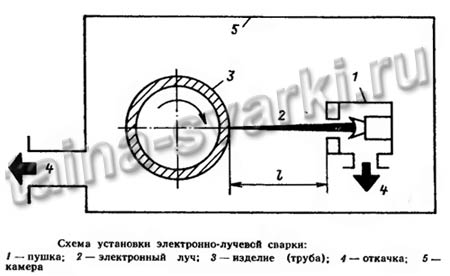
Электронная пушка, расположенная в камере (или на камере) создаёт электронный луч. В камере создают вакуум, который может колебаться в широких пределах: 1-10-3 Па. Но даже в низком вакууме (1Па), содержание кислорода в 17 раз, а азота в 10 раз меньше, чем в особо чистом аргоне, поэтому, защита зоны сварки в вакуумной камере очень эффективна.
Сущность процесса ЭЛС
Электронная пушка применяется в качестве генератора светового пучка. К ее особенностям отнесем следующие моменты:
- В качестве генератора пучка и его перенаправления устанавливаются электроды и катоды.
- Для того чтобы сфокусировать луч устанавливается оптический элемент. В зависимости от типа оборудования он может изготавливаться из различных материалов.
- В качестве питания применяется бытовая сеть. Увеличить напряжение и другие параметры можно за счет встроенного трансформатора.
Технология электронно лучевой сварки предусматривает фокусирование луча за счет магнитной линзы. При касании электроны соударяются на большой скорости с небольшой поверхностью, при возникновении трения вырабатывается тепловая энергия. На этом этапе пучок кинетическая энергия становится тепловой, повышается пластичность обрабатываемого материала, и он плавится.
Процесс электронно лучевой сварки связан с применением специального оборудования. Оно позволяет получить качественное соединение, которое будет выдерживать существенное механическое воздействие и окружающей среды.
Существенно снизить потери энергии можно при проведении рассматриваемого процесса в условиях вакуума. За счет этого исключается вероятность термической деформации. Вакуумная среда выполняет несколько основных функций, которые должны учитываться:
- Если сравнивать применение вакуумной среды с газовой или флюсом, то она защищает обрабатываемую поверхность более эффективно.
- Обеспечивается высокая химическая защита катода.
- Снижается потеря кинетической энергии. Это связано с тем, что частицы сфокусированного луча не соприкасаются с молекулами воздуха.
- Повышается эффективность дегазации сварочной ванной. Вакуумная среда исключает вероятность появления оксидной пленки.

Однако, применение вакуумной среды существенно повышается стоимость процедуры. Это связано с тем, что специальное оборудование обходится достаточно дорого.
Технология электронно-лучевой сварки
Техника ЭЛС
Электронно-лучевую сварку можно выполнять в нижнем положении вертикальным лучом, а также её можно применять при сварке вертикальных и горизонтальных швов на вертикальной стене. В этом случае электронный луч будет горизонтальным.
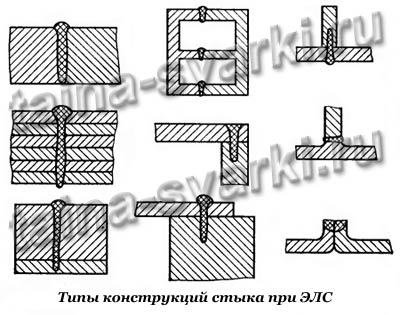
Сварка в нижнем положении рекомендуется при сваривании сталей толщиной до 40мм, или при сварке титановых и сварке алюминиевых сплавов толщиной до 80мм. С помощью горизонтального луча можно проварить металл толщиной до 400 мм со сквозным проплавлением. Для однопроходной ЭЛС конструкция должна учитывать глубокое проникновение луча в металл. На рисунке слева даны распространённые примеры конструкций, свариваемые электронным лучом.
Зазор в стыке составляет 0,1-0,2мм при сварке металла толщиной до 30мм. При сварке металла с толщиной более 30мм, величина зазора составляет 0,3мм. В общем случае, диаметр луча должен быть больше величины зазора.
Технологические приёмы ЭЛС
При электронно-лучевой сварке есть ряд специальных приёмов, позволяющих улучшить качество сварного шва:
1. Сварка наклонным лучом (отклонение луча составляет порядка 5-7°) позволяет уменьшить такие дефекты в сварном шве, как поры и несплошность металла, а также позволяет добиться равномерной кристаллизации металла.
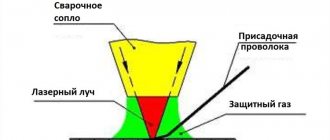
2. Для легирования металла шва и для восполнения испаряющихся в процессе сварки элементов, используют присадку.
3. Для улучшения отхождения газов и пара из металла, сварку ведут на дисперсной прокладке из гранул или мелко нарубленной сварочной проволоки. Толщина прокладки составляет 40мм.
4. Сварку в узкую разделку (0,8-8мм) выполняют в нижнем положении за счёт наплавки присадочного материала в прямоугольную разделку кромок.
5. Сварку ведут тандемом из двух электронных пушек разной мощности. Более мощная пушка выполняет проплавление, а менее мощная пушка формирует корень канала, либо хвостовую часть ванны.
6. Для проверки позиционирования луча и очистки свариваемых кромок применяют предварительные проходы лучом.
7. Двустороннюю сварку выполняют одновременно с двух сторон стыка или последовательно, примерно на половину толщины металла.
8. В процессе сварки применяют развёртку электронного луча, тем самым создают лучшие газо- и гидродинамические условия формирования канала. Развёртка может быть продольная, поперечная, Х-образная, по окружности, по эллипсу и др. Двойное преломление луча в процессе развёртки позволяет качественнее проварить корень шва и снизить дефекты в нём.
9. Для сварки одновременно двух и более стыков выполняют расщепление луча с помощью отклоняющей системы.
10. Для управления теплоотдачей в сварной шов используют модуляцию тока луча, чаще всего с частотой 1-100Гц.
11. По окончании сварки выполняют так называемый «косметический» проход. Это повторный проход, который призван устранить дефекты сварного шва как внешние, так и внутренние.
Достоинства и недостатки
Сварка электронная с применением луча имеет несколько весомых плюсов, благодаря которым она и получила свое широкое распространение. Прежде всего, детали при сварке не коробятся, поскольку на деталь воздействует малое количество тепла. В среднем оно в 5 раз меньше, чем при других технологиях сварки.
Второе достоинство — это большие возможности. Вы можете сварить любые металлы и даже не металлы. Сварка керамики с вольфрамом? Пожалуйста! К тому же, можно настроить фокусировку луча и нагреть зону диаметром менее 1 миллиметра. Это впечатляет. Можно сварить детали практически любого размера.
Еще один плюс — это высокое качество шва. И не важно, что вы варите: обычную сталь или химически активные металлы вроде титана. В любом случае, качество соединения вас приятно удивит. А порой благодаря ЭЛС сварке удается достичь и улучшения характеристик металла. Вы также можете сварить любые сплавы, в том числе стойкие к коррозии. Возможности безграничны!
ЭЛС очень экономичная, поскольку потребляется мало электроэнергии. К тому же, технология универсальна и позволяет варить любые металлы. Вы также можете не разделывать кромки, если у вас нет такой возможности.
Что ж, достоинства весомые. Но что насчет недостатков? И без них не обошлось. Например, при сварке металлов с высокими теплопроводными свойствами велика вероятность образования отверстий в корне шва. Это влияет на прочность сварного соединения. И влияет негативно.
Также применение электро-лучевой сварки не всегда оправдано. Она незаменима при работе в труднодоступных местах, но если говорить о сварке в заводских условиях, то достоиснтва не всегда оправдывают себя.
Расчёт некоторых параметров режима ЭЛС
Скорость сварки, необходимая для проникновения луча на глубину Н, определяется по формуле:
Vсв<4Q/(3,14dHSкип)
Для сварки титана экспериментально установлены значения: Q=54кВт, Н=10см, Vсв=0,5м/с, d=2,7мм, Sкип=50 кДж/см3.
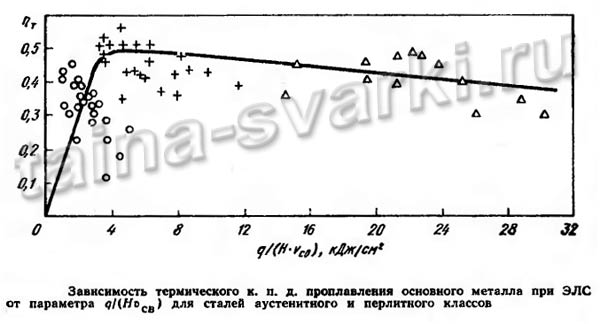
На рисунке ниже представлена экспериментальная зависимость термического КПД nт проплавления от параметра Q/(HVсв) для сварки сталей:
Связь параметров электронного луча с геометрическими характеристиками определяется по формуле:
B=(4nпnтQd/3,14VсвHSпл)1/2, где В — ширина сварного шва.
Недостатки
Разумеется, есть у электронно-лучевой сварки и недостатки. Основной — высокая стоимость самой установки. К другим относятся:
- сложность контроля проплавления толстого металла — у основания шва могут сохраниться лакуны, воздушные поры;
- теоретическая возможность повышенного количества брызг металла, появления подрезов или провисов (что характерно и для других методов сварки);
- длительная и сложная настройка оборудования, требующая высокой квалификации от наладчика;
- для каждой операции установку требуется перенастраивать, что на практике уменьшает диапазон ее возможностей. Не каждое соединение целесообразно выполнять на станке электронно-лучевой сварки.
Кроме того, перед началом электронно-лучевой сварки детали необходимо очень тщательно зачистить. Первый этап зачистки проводят механическими способами, а второй — физико-химическими, с помощью специальных растворителей.
В некоторых случаях применяется еще и третий — незначительное оплавление краев соединяемых деталей перед сваркой включением установки на малой мощности.
Оборудование для электронно-лучевой варки
Классификация и состав установок для электронно-лучевой сварки
По степени специализации установки для электронно-лучевой сварки делятся на универсальные и специализированные. По давлению в рабочей камере: с высоким вакуумом (с давлением в камере менее 1Па), с промежуточным вакуумом (давление в камере от 1 до 10 Па) и для сварки в среде защитных газов или в атмосфере (с давлением 1000-100000 Па).
По способу создания вакуума в зоне сварки различают камерные электронно-лучевые установки (когда изделие находится внутри рабочей камеры) и с локальным вакуумированием (вакуум создаётся только в зоне сварки).
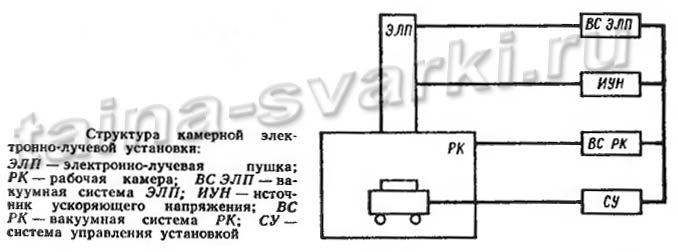
На рисунке выше показана структура камерной установки для ЭЛС. В состав любой подобной установки обязательно входит электронно-лучевая пушка, источник питания, система создания вакуума, система управления.
Электронно-лучевые пушки
Электронно-лучевые пушки создают электронный луч. Основные узлы пушки показаны на рисунке слева. Это генератор электронов и система проведения луча. В состав генератора электронов входит катод, управляющий электрод и анод. В систему проведения луча входят юстирующие, фокусирующие и отклоняющие катушки.
Катоды бывают накальными (термокатоды) или плазменными. Термокатоды изготавливают из вольфрама, тантала, сплавов этих металлов с рением, или из гексаборида лантана.
Высоковольтные изоляторы изготавливают из керамики, стекла или специальных пластмасс. Анод и управляющий электрод изготавливаются из меди или нержавеющей стали.
Между анодом и катодом проложено ускоряющее напряжение. Управление лучом происходит путём изменения потенциала управляющего электрода по отношению к катоду.
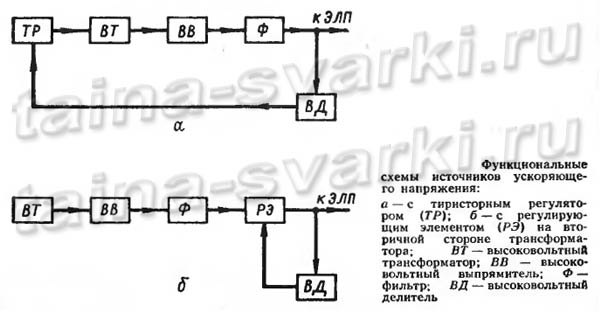
Источники питания электронно-лучевой пушки (ЭЛП)
В состав источников питания ЭЛП входит источник ускоряющего напряжения, а также источники питания управляющего электрода, катода, юстирующей катушки, фокусирующей катушки и отклоняющей катушки. В состав источника ускоряющего напряжения входит регулирующий элемент на первичной или вторичной стороне высоковольтного трансформатора с преобразованием частоты питающего напряжения, или без него. На рисунке ниже показана схема источников ускоряющего напряжения.
Регулируют напряжение тиристорами или транзисторами на первичной стороне. Регулировка на вторичной стороне происходит при помощи специальных высоковольтных ламп. Для предохранения ЭЛП от электрических пробоев, источники ускоряющего напряжения оснащаются устройствами автоматического повторного включения. Это оснащение позволяет успешно выполнять сварку при частых пробоях при этом, значительного снижения качества сварки не происходит.
Источники ускоряющего напряжения располагают в баке с трансформаторным маслом, которое, кроме всего прочего, играет роль охлаждающей среды. Существуют также источники ускоряющего напряжения до 60 кВ, в которых в качестве охлаждения применяется воздух или компаунд.
Для гальванического разделения в источнике питания управляющего электрода предусмотрены трансформаторы высокой чистоты или совместно используемые светодиод/фототранзистор, соединённые между собой световодом. Для обеспечения постоянных параметров системы проведения луча, питание юстирующей, фокусирующей и отклоняющей катушек осуществляется при помощи регулятора тока.
Вакуумная система электронно-лучевой установки ЭЛУ
Вакуумная система ЭЛУ необходима для обеспечения требуемого давления в ЭЛП и в рабочей камере. В большинстве случаев, давление составляет 0,1-0,001 Па в ЭЛП и 0,01-10 Па в рабочей камере. ЭЛП изолируется от рабочей камеры посредством специального вакуумного клапана, который открывается на время проведения сварки. На рисунке справа представлена схема типичной вакуумной камеры электронно-лучевой установки.
В качестве механических насосов с максимальным давлением 0,1-10 Па, на практике применяются шиберные или золотниковые насосы и агрегаты на их основе. В их составе также используются двухроторные насосы. В случае необходимости создания высокого вакуума, применяют высоковакуумные паромасляные или турбомолекулярные насосы.
Система управления электронно-лучевой установкой
Система управления должна обеспечивать выполнение следующих задач:
1. Программное управление функционированием всех систем установки.
2. Мониторинг и диагностику работы всех систем установки.
3. Контроль и управление положением электронного луча по отношению к сварному стыку.
4. Контроль и управление пространственными, энергетическими и временными характеристиками электронного луча.
5. В случае работы установки в составе гибкой производственной системы — обеспечивать связь с системой управления более высокого уровня.
Элементарной базой системы управления является микропроцессор. Всё программное управление может осуществляться одним достаточно мощным компьютером, либо системой компьютеров, среди которых есть центральный и местные микропроцессоры, на которых выполняется локальное управление одним, или несколькими устройствами.
Оборудование
На сегодняшний день электронно-лучевое оборудование производится как у нас, так и за рубежом. Практически все модели оснащены пушками с косвенным или прямым каналом катодов. В целом, отечественная продукция мало в чем уступает зарубежной, при этом стоит дешевле. Да, у нее не такой футуристичный дизайн, но она справляется со всеми задачами. А это самое главное.

Существуют модели, у которых лучевые пушки располагаются в камере. С помощью таких установок можно выполнять сварку лучом со сложной траекторией движения. Во всех современных моделях используются компьютерные технологии, так что вероятность человеческого фактора крайне мала. Многие процессы вообще проходят в автоматическом режиме, оператор может не присутствовать на рабочем месте.
Несмотря на всю технологичность, сварочное оборудование для ЭЛС сварки довольно просто обслуживается и не требует долгого обучения сотрудников. Нужно один раз запрограммировать установку и проследить, чтобы луч фокусировался в нужном месте. Единственное, что затем придется делать каждый раз — это регулировать фокусировку или изменять мощность самого луча. Больше не нужно никаких настроек.
Дефекты сварных швов при электронно-лучевой сварке
Наиболее характерными дефектами при электронно-лучевой сварке с несквозным проплавлением являются не заполненные металлом полости, размером 5-10мм и периодическое несплавление корня шва.
Возникают дефекты из-за изменения глубины проплавления. Глубина проплавления может быть различной при одной и той же удельной мощности электронного луча и зависит она от скорости сварки. Чем меньше скорость сварки, тем больше глубина проплавления.
На рисунке сбоку показано формирование полости внутри сварного шва в сварочном канале. При уменьшении скорости сварки глубина канала увеличивается, и на выходе из канала возникает вероятность его захлопывание жидким металлом и образование полости в металле шва.
Формирование периодических дефектов в корне шва в виде несплавлений, амплитуда которых может достигать порядка 3-4мм, объясняется периодическими колебаниями жидкого металла в сварочной ванне и связанным с этими колебаниями периодическим перемыканием (закупориванием) канала.
Во время закупоривания энергия луча некоторое время тратится на «сверление» слоя жидкого металла, т.е. выполняется работа по формированию некоторой доли глубины канала, что реально приводит к уменьшению глубины канала именно на эту долю.
Характерными дефектами электронно-лучевой сварки также являются отклонение канала проплавления от линии стыка кромок. Происходит это из-за отклонения электронного луча по причине воздействия на него магнитного поля. Это явление наблюдается при сварке сталей с остаточной намагниченностью. Для предотвращения подобного дефекта свариваемые изделия размагничивают до начала сварки.
Область применения
Этот вид неразъёмного соединения различных материалов нашел широкое применение в авиационно-космической технике, судостроении, строительстве, микроэлектронике и других сферах человеческой жизнедеятельности, где необходимо сваривать тугоплавкие, прецизионные (особо чистые) материалы с уникальными свойствами.
Такие металлы, как вольфрам, тантал, молибден, ниобий, имеющие температуры плавления выше 2500 °C, могут быть сварены только лучевыми методами сварки.
Уникальность метода заключается в том, что с его помощью удается сваривать как сверхтонкие детали толщиной до десятков микрон, так и особо толстые (200…300 мм) конструкции из однородных и разнородных металлов и даже некоторые неметаллические материалы.
Электронно-лучевые технологии помимо традиционных применений активно используются и в аддитивных производствах.
Сфокусированный электронный луч в технологических целях начали применять с конца 50‑х годов прошлого века. При этом наиболее широкое применение электронно-лучевые технологии нашли в сварочной отрасли благодаря возможности получения высококачественных сварных соединений большой толщины за один проход. Электронно-лучевая сварка (ЭЛС) по сравнению с другими способами может обеспечить преимущества по надежности получаемых конструкций и по экономическим показателям. Выгоды можно получить при внедрении в промышленное производство технологий сварки деталей большой толщины (сосуды высокого давления, роторы турбин и т. п.), при создании сварных комбинированных конструкций из разнородных металлов и сплавов (диафрагмы паровых турбин, биметаллические бандажи роторов электрических машин и т. п.), при изготовлении конструкций из тугоплавких материалов и соединении деталей в труднодоступных местах, а также в ряде других случаев. Возросшие инвестиции в автоматизацию сварочного производства промышленно развитых стран предопределили дальнейшее развитие плазменной, лазерной и электронно-лучевой сварки. Особенно влияние этих мер ощущается в авиакосмической промышленности, судостроении, на предприятиях энергетического машиностроения и военно-промышленного комплекса. Однако, как и 20 лет назад, при внедрении ЭЛС в промышленное производство имеется ряд проблем. Одна из них — высокая стоимость отечественного оборудования для электронно-лучевой сварки, не всегда сочетающаяся с его надежностью, поэтому ряд предприятий решает задачи внедрения путем импорта еще более дорогого зарубежного технологического оборудования таких фирм, как Sciacky (США), Evo Beam (США-Германия), Pro Beam (Германия), Steigerwald Strahltechnik (Германия), Focus (Германия) и других. Другая — дефицит высококвалифицированных специалистов, способных обслуживать сложные технологические комплексы и разрабатывать новые технологические процессы. К проблемам сегодняшнего дня также следует отнести отсутствие надежных методов управления качеством при изготовлении сварных конструкций. Вместе с тем на ряде предприятий и в вузах сохранились островки отечественной научной и технологической школы, которые могут проводить исследования, разрабатывать оборудование и техпроцессы, а также внедрять их на отечественных предприятиях. Например, на кафедре Технологии металлов НИУ МЭИ, созданной пионером отрасли проф. д.т.н. Н. А. Ольшанским, с 1960‑х годов ведутся фундаментальные и прикладные исследования по свариваемости различных материалов электронным лучом. Накоплен большой опыт эксплуатации электронно-лучевых комплексов отечественного и зарубежного производства. Изучены особенности эксплуатации электронно-лучевых пушек в условиях реальных технологических процессов сварки. Проведены научно-исследовательские работы в рамках федеральных программ по исследованию процессов взаимодействия мощных электронных пучков с материалами, по сварке разнородных материалов и созданию комбинированных конструкций, разработаны оборудование и технология для электронно-лучевой сварки деталей больших толщин. Кроме того, на кафедре не прекращались работы по разработке новых технологий электронно-лучевой сварки ответственных изделий из сталей различных структурных классов, титановых и алюминиевых сплавов, бронз и тугоплавких материалов в энергетической, аэрокосмической и военной отраслях. Проводятся работы по созданию энергетического комплекса для реализации экологически чистых технологий электронно-лучевой сварки изделий энергомашиностроения. Также следует отметить появление отечественных предприятий, сумевших после длительной паузы в развитии электронно-лучевого оборудования консолидировать имеющиеся интеллектуальные и финансовые ресурсы для модернизации оборудования, разработки и организации производства новых электронно-лучевых установок. Например, фирма ТЭТА (Томск), изначально специализирующаяся на энергетических комплексах на основе электронных пушек с плазменным катодом, производит оборудование в широком диапазоне технических характеристик, в том числе с использованием пушек с термоэмиссионным катодом как прямонакальных, так и косвенного подогрева. Кроме сварки электронные пучки сравнительно небольшой мощности применяются в различных технологических процессах наплавки, термической обработки, гравировки, перфорирования и др. особое внимание исследователей и промышленников. В последние годы привлекают аддитивные технологии, которые являются перспективным направлением для мелкосерийного или единичного производства. Эти технологии основаны на выращивании детали путем послойной подачи материала, который разогревается выше температуры плавления электронно-лучевой пушкой, лазером или плазмотроном, при этом коэффициент использования материала достигает 0.99 [1]. Технология многопроходной электронно-лучевой наплавки основана на использовании эффекта концентрации энергии электронного пучка в микрообъеме жидкометаллической ванны наплавляемого изделия, куда порошковым дозатором или механизмом подачи проволоки подается наплавочный материал. Большая скорость кристаллизации способствует формированию однородной мелкодисперсной структуры наплавленного слоя. Этот метод производства деталей произвольных форм позволяет создавать из порошка металлические модели высокой плотности [2]. Изделия создаются на основе трехмерных цифровых моделей с настолько высокой точностью, что их механическая обработка и доводка практически не требуется. Современные производственные методы с использованием программного управления основываются на обработке трехмерной цифровой модели для создания алгоритмов, используемых в машинной обработке (в G кодах). Алгоритмы служат для определения траектории движения режущих инструментов в процессе создания готового изделия из заготовки. В случае электронно-лучевой наплавки процесс имеет прямо противоположное направление: те же самые цифровые модели используются для выработки производственных алгоритмов, регулирующих не удаление лишней массы, а нанесение необходимого материала. Технология использует электронные излучатели высокой мощности в вакуумной камере для плавки металла. Электронный пучок передвигается по рабочей поверхности, повторяя контуры цифровой модели, в то время как металлическая проволока или порошок постепенно подается в точку фокусирования пучка. Расплавленный материал немедленно кристаллизуется, формируя прочные слои заданной модели. Процесс повторяется до построения цельной модели, требующей лишь минимальной обработки внешней поверхности. Технология электронно-лучевой наплавки позволяет создавать объекты размером от нескольких миллиметров до нескольких метров. Практические ограничения по объему построения накладываются физическими размерами вакуумной рабочей камеры и количеством доступного расходного материала. Благодаря работе в вакуумных рабочих камерах возможно построение моделей из материалов, активно взаимодействующих с газами атмосферы, например титаном. Расходные материалы состоят из металлического порошка без связующего наполнителя или проволоки, а готовые модели по своим свойствам не уступают изделиям, полученным традиционными способами [3]. Электронно-лучевая наплавка проводится при повышенных фоновых температурах, достигающих порядка 700–1000°C [4], что позволяет создавать детали, имеющие низкий уровень остаточных напряжений, вызываемых градиентом температур между охлажденными и горячими слоями [5]. Это позволяет изготавливать детали без дополнительной термической обработки. Внедрение аддитивных технологий наиболее заметно в авиационной промышленности, судостроении, энергетическом машиностроении, а также стоматологии и восстановительной хирургии [7], так как электронно-лучевой наплавкой достигается создание деталей с плотной однородной структурой, сложной геометрией, полуфинишного качества с минимальными дополнительными затратами на материал заготовки. Можно вырастить также деталь с переменными по толщине свойствами материала (так называемые градиентные материалы), можно выращивать сетчатые конструкции, которые невозможно получить ни литьем, ни механической обработкой. Известно, что электронно-лучевая плавка используется зарубежными фирмами Boeing, Lockheed Martin, NASA Adler Ortho и Lima Corporate для получения медицинских имплантатов и деталей реактивных ракетных двигателей [8] (рис. 1).
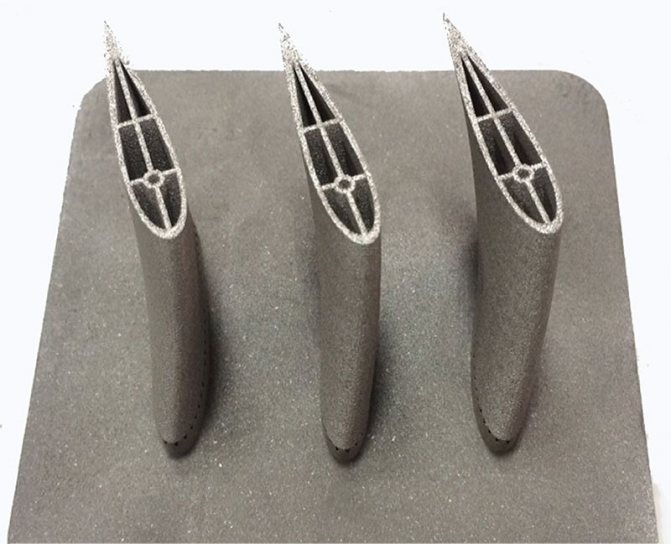
Рис. 1. Лопатки с замкнутыми полостями

Рис. 2. Вставка для ТПА и отливки Одним из перспективных направлений применения аддитивных технологий является изготовление технологической оснастки — приспособлений и инструментов для серийного производства. В частности, изготовление вставок для термопласт-автоматов (ТПА) (рис. 2) [9]. По этой причине в ряде случаев отпадает необходимость в дорогостоящей инструментальной оснастке, выдерживающей десятки и сотни тысяч циклов. Посредством аддитивных технологий можно сделать матрицу или пресс-форму из легкого сплава с меньшим ресурсом. Литейные пресс-формы также могут быть выращены вместе с каналами охлаждения произвольной конфигурации, что невозможно сделать при обычных методах механической обработки. Каналы охлаждения прокладываются в массиве формы так, как необходимо, а не так, как позволяют традиционные технологии. Применение литейных форм с равномерным или регулируемым охлаждением позволяет сократить время пребывания отливки в форме до 30% (рис. 3).
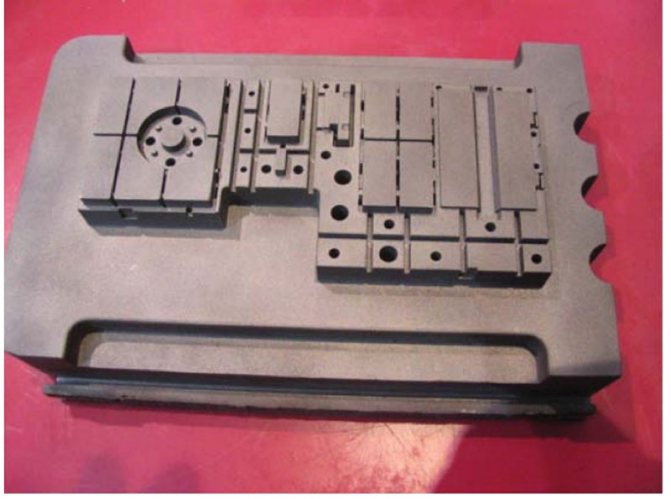
Рис. 3. Выращенная пресс-форма с внутренними каналами охлаждения
Благодаря тому, что плавку материала производят в вакуумной камере, возможно работать как с конструкционными сталями, так и с жаропрочными и высоколегированными сплавами, цветными и другими металлами, в том числе с такими химически активными материалами, как сплавы на основе титана и алюминия. Надо учесть, что электронно-лучевые установки не могут работать с материалами, которые не электропроводны при температуре плавления. Помимо электронно-лучевых следует отметить активное развитие лазерных и плазменных аддитивных технологий, основными преимуществами которых является более низкая стоимость оборудования, а в случае лазерных технологий еще и более высокая точность за счет малого диаметра лазерного пучка, который может составлять несколько десятков микрометров. При этом стоит отметить неоспоримое преимущество электронно-лучевых технологий — производительность, которая достигает 20 кг/ч за счет высокой скорости сканирования электронного пучка. Конечно, производительность зачастую ограничивается требуемой точностью изделия и имеющейся мощностью установки. Рабочие зоны установок могут иметь различные размеры, достигая 5700×1200×1200 мм (рис. 4).

Рис. 4. Электронно-лучевая установка в аддитивном производстве
В ближайшем будущем аддитивные технологии должны развиваться бурными темпами. Так, по заявлению руководства группы производства и технологии материалов компании General Electric, через 5 лет примерно половина деталей энергетических турбин и авиационных двигателей будет изготавливаться с помощью аддитивных технологий. В последние годы компания Boeing значительно увеличила номенклатуру деталей, изготавливаемых по аддитивным технологиям. Сейчас изготавливается более 25 тысяч деталей 300 наименований для 10 типов военных и коммерческих самолетов. По сообщениям представителей компании, Boeing планирует производить новый беспилотный самолет практически полностью по аддитивным технологиям. В Китае 45 университетов и 20 исследовательских организаций работают в области лазерной техники, в частности, и для нужд аддитивных технологий. В области разработок по лазерному напылению индекс научного цитирования (SCI) публикации китайских специалистов в международных журналах составляют 43% [11]. Таким образом, в ближайшем будущем следует ожидать значительного увеличения объемов изделий, полученных с применением аддитивных электронно-лучевых технологий и переключения ведущих специалистов в области электронно-лучевой сварки и производителей оборудования на развитие аддитивных технологий, совершенствование оборудования, повышение точности и механических свойств изделий.
Литература 1. Horn T. J., Harrysson O. L. A. Overview of current additive manufacturing technologies and selected applications. Science Progress 09/22/2012. Science Reviews 2000 Ltd. ISSN: 0036–8504 [Электронный ресурс] https://www.freepatentsonline.com/article/Science-Progress/306753585.html. 2. Louvis E. et. Al. Selective laser melting of aluminium components. Journal of Materials Processing Technology. Volume 211, Issue 2, 1 February 2011, Pages 275–284. Department of Engineering, The University of Liverpool, Liverpool L69 3GH, United Kingdom. 3. Robbie Adams, ION FUSION FORMATION, Pat. US 6,680,456 B2, Jan. 20, 2004. 4. Sabina L. Campanelli et. al, Capabilities and Performances of the Selective Laser Melting Process. Polytechnic of Bari, Department of Management and Mechanical Engineering, Viale Japigia, 182 Italy [Электронный ресурс], Режим доступа: https://cdn.intechweb.org/pdfs/12285.pdf. 5. Безобразов Ю. А. и др. Анализ структуры образцов, полученных DMLS- и SLM-методами быстрого прототипирования. СПбГПУ. 6. Tsantrizos P. G. et. al. Method of production of metal and ceramic powders by plasma atomization. Pat. US № 5707419. 7. Techel A. et al., Laser Additive Manufacturing of Turbine Components, Precisely and Repeatable. Fraunhofer Institute for Material and Beam Technology (IWS), интернет-издание Laser Institute of America. 8. Hohmann M., Brooks G., Spiegelhauer C. Production methods and applications for highquaIity metaI powders and sprayformed products. Produktionsmethoden und Anwendungen fur qualitativ hochwertige Metallpulver und spruhkompaktierte Halbzeuge. Stahl und Eisen 125 (2005) № 4. 9. Довбыш В. М., Забеднов П. В., Зленко М. А. Аддитивные технологии и изделия из металла [Электронный ресурс] https://tinyurl.com/pgxrkqn. 10. Beyer E. New Industrial Systems & Concepts for Highest Laser Cladding Efficiency. Fraunhofer-Institut für Werkstoff- und Strahltechnik. MAY 6, 2011 in LASER CLADDING, LASER MANUFACTURING [Электронный ресурс] https://www.lia.org/blog/2011/05/high-performance-laser-cladding. 11. Minlin Zhong. Overview of Laser Additive Manufacturing in China. Tsinghua University [Электронный ресурс] https://www.lia.org/blog/2011/05/overview-of-laser-additivemanufacturing-….