Токарный станок 1М95 является типичным представителем универсального металлорежущего оборудования горизонтального исполнения. Предназначен для выполнения разнообразных токарных работ, а также для нарезания наружной резьбы на деталях типа тел вращения.
Наиболее распространённые операции – получение ступенчатых валов, втулок и других аксиально-симметричных деталей, имеющих отверстия, канавки и конусные поверхности. Конструкция агрегата допускает его эффективное применение в фрезерных долбёжных и сверлильных работах. Сфера практического использования – ремонтные и вспомогательные цехи и мастерские.

Оглавление
Комбинированный станок модели 1М95 является универсальным станком, предназначен для выполнения разнообразных работ:
- Токарные;
- Сверлильные и расточные;
- Вертикально и горизонтально фрезерные;
- Долбежные;
- Нарезание метрических, дюймовый, модульных резьб
Станок оснащен 2-мя основными агрегатами: токарно-фрезерным и сверлильным с самостоятельными приводами.

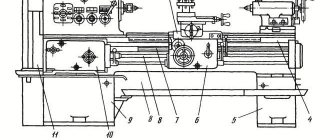
фото:токарный комбинированный станок 1М95
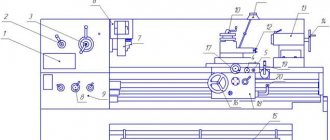
Органы управления комбинированного станка 1м95
- Гайка крепления кронштейна стола;
- Червяк вертикального перемещения стола;
- Рукоятка фиксации сверлильного стола;
- Рукоятка включения валика и винта;
- Накидная ручка конуса шестерен;
- Ручка механизма подач;
- Ручка механизма подач;
- Ручка переключения;
- Валик вертикального перемещения коробки подач;
- Винт крепления коробки скоростей;
- Рукоятка установки числа оборотов шпинделя или числа двойных ходов ползуна;
- Рукоятка установки числа оборотов шпинделя или числа двойных ходов ползуна;
- Переключение трензеля;
- Переключение фрикционной муфты коробки скоростей;
- Винт крепления коробки скоростей;
- Маховик замедленного перемещения шпинделя;
- Регулировочный винт натяжения ремня;
- Переключение скоростей вращения шпинделя;
- Включения сверлильного агрегата и реверса электродвигателя;
- Ручная ускоренная подача шпинделя
- Переключение с ускоренной на замедленную подачу шпинделя
- Крепление электролампы;
- Подача СОЖ;
- Маховик перемещения суппорт-стол;
- Автоматическое продольное перемещение суппорта-стола;
- Ручка крана СОЖ;
- Поперечная подача суппорт-стол;
- Крепление резцедержателя;
- Автоматическая поперечная подача стол-суппорт;
- Реверс продольных и поперечных подач суппорта;
- Ручное перемещение верхней части суппорта;
- Включение гайки ходового винта;
- Вертикальное перемещение каретки задней бабки;
- Крепление пиноли
- Крепление каретки задней бабки
- Маховик перемещения пиноли задней бабки
- Выключатель;
- Штепсельная розетка;
- Выключение насоса охлаждения;
- Включение освещения;
- Пуск и остановка главного двигателя;
- Реверс электродвигателя главного привода;
- Выключатель заточного приспособления
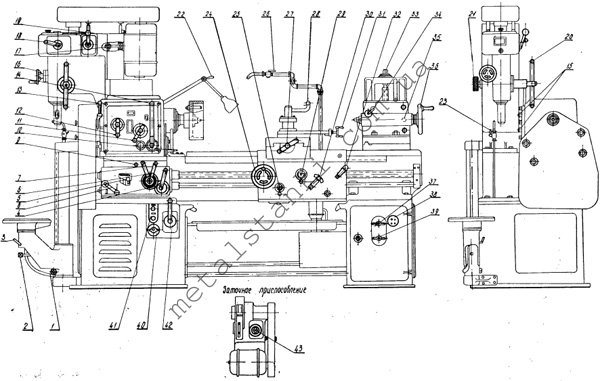
фото:органы управления токарного комбинированного станка 1М95
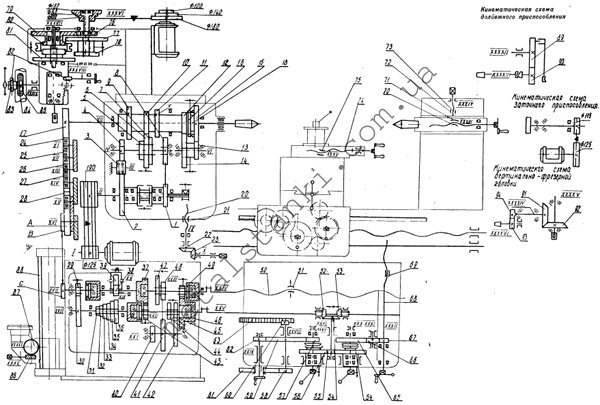
Кинематическая схема токарного комбинированного станка 1М95
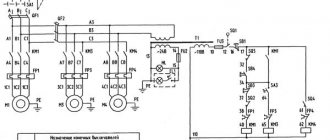
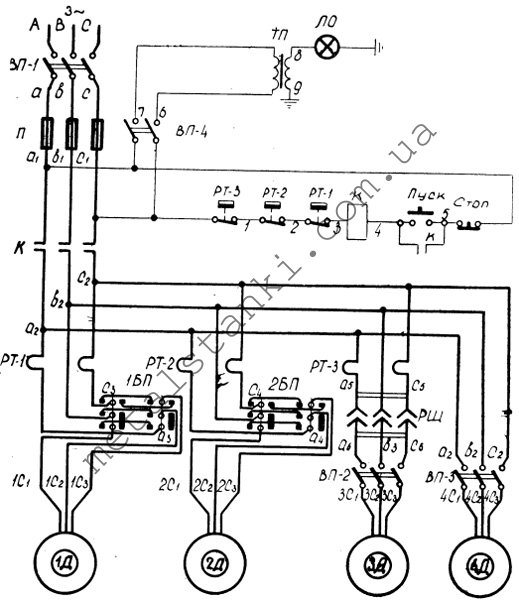
Электрическая схема токарного комбинированного станка 1М95
Описание устройства комбинированного станка 1М95
Станина представляет собой коробчатую форму с поперечными ребрами жесткости и имеет две призматические направляющие. Передние направляющие предназначены для перемещения по ним каретки станка, а задние — для перемещения задней бабки станка. Монтаж станины осуществляется на две пустотелые тумбы. В левой тумбе устанавливается главный электродвигатель.
Коробка скоростей комбинированного станка фиксируется и может перемещаться по сверлильным направляющим стойки. Вращательное движение коробки скоростей осуществляется от отдельного электродвигателя через клиноременную передачу, расположенного в левой тумба станка. Далее вращение осуществляется через валик фрикциона и шестеренный механизм к непосредственно самому шпинделю и цепи подач. Коробка скоростей имеет шесть различных скоростей шпинделя при прямом вращении двигателя и шесть при обратном.
Коробка подач станка получает вращательное движение от коробки подач через сменные зубчатые колеса (гитару). Коробка подач дает возможность получать необходимые подачи для обработки деталей, а также для нарезания метрических, дюймовых, модульных и других резьб.
Смазка комбинированного станка 1М95
Смазка механизма передней бабки и коробки подач осуществляется при помощи масляной ванны.
Смазка механизма фартука, суппорта выполняется централизованно, от плунжерного насоса.
Все остальные смазываемые места имеют ручную смазку при помощи масленок.
Применяемое масло — индустриальное И20 ГОСТ 1707-51
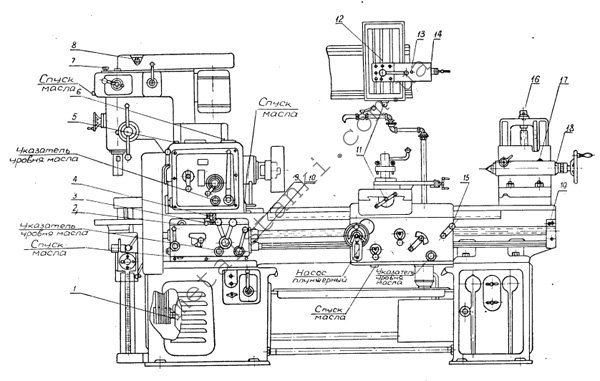
фото:смазка токарного комбинированного станка 1М95
Достоинства и недостатки
Преимуществом токарного станка 1М95 является его универсальность и возможность без существенных переналадок выполнять большинство операций обработки металлов резанием, включая точение (черновое и чистовое), продольное и поперечное фрезерование, долбление, сверление и зенкование вертикальных отверстий и полостей. При установке дополнительных приспособлений возможна черновая шлифовка поверхности.
Наличие универсальной резьбонарезной головки позволяет получать на токарном станке 1М95 метрическую, дюймовую и питчевую резьбу, что особо ценно при проведении ремонтных работ и изготовлении запасных деталей к различным трубопроводам.
Ограничения агрегата заключаются в относительно малой долговечности систем включения. Фрикционные муфты часто выходят и строя по износу рабочих поверхностей, а жёсткие муфты – вследствие выкрашивания кулачковых пазов. Восстановление последних характеризуется высокой трудоёмкостью и часто требует замены всего узла. Причиной интенсивного износа элементов системы управления являются высокие значения пускового момента на электродвигателях и ступенчатый принцип регулировки скоростями перемещения движущихся частей.
Для продления сроков межремонтного и регламентного обслуживания рекомендуется использовать высокоэффективные смазочно-охлаждающие среды, снижающие предельные температуры в узлах трения, что уменьшает износ подшипников.
Плюсы и минусы, особенности эксплуатации токарного станка 1М95, видео
Комбинированный станок 1М95
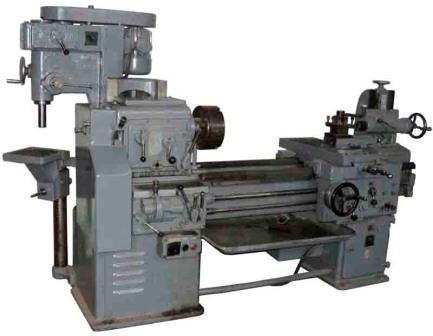
Комбинированный станок модели 1М95 предназначен для работы в передвижных и стационарных мастерских.
Станок состоит из 2-х основных агрегатов: токарно-фрезерного и сверлильного, каждый с самостоятельным приводом.
Благодаря переменной высоте центров и наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы.
Сведения о производителе токарно-винторезного комбинированного станка 1А95
Изготовитель токарно-винторезного комбинированного станка модели 1А95 — Новосибирский станкостроительный завод XVI партсъезда, основанный в 1931 году.
Более совершенные комбинированные токарно-винторезные станки 1М95
,
1Д95
,
1Е95
выпускал —
Алма-Атинский станкостроительный завод.
Станки, выпускаемые Новосибирским станкостроительным заводом XVI партсъезда, СтанкоСиб
- 1А95
— автомат токарно-револьверный Ø 40 - 1А730
— токарный многорезцовый копировальный полуатомат Ø 400 - 1Н713
— токарный многорезцовый копировальный полуатомат Ø 400 - 11Б40ПФ4
— станок токарно-револьверный прутковый автомат Ø 40 х 100
Паспорт станка 1М95
Данное руководство по эксплуатации «Паспорт станка 1М95» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации токарно-винторезного станка 1М95.
СОДЕРЖАНИЕ
Назначение и краткая техническая характеристика
Транспортировка станка
Фундамент и установка станка
Подготовка станка к первоначальному пуску
Паспорт станка
- Токарно-фрезерный агрегат
- Шпиндель
- Передняя бабка
- Стойка с задней бабкой
- Суппорт-стол
- Сверлильный агрегат
- Вертикально-фрезерная головка
- Долбежное приспособление
- Принадлежности и приспособления
- Общий вид станка со спецификацией органов управления
- Кинематическая схема
- Спецификация зубчатых и червячных колес, винтов и гаек
- Механика станка
- Механизм главного движения токарно-фрезерного агрегата
- Механизм главного движения сверлильного агрегата и вертикально фрезерной головки
- Механизм движения долбежного приспособления
- Механизм подач
- Настройка станка для нарезания резьб
- Спецификация подшипников
- Схема расположения подшипников
Описание станка
Смазка станка
Регулирование станка
Электропаспорт
Чертежи быстроизнашивающихся деталей
Скачать паспорт комбинированного станка 1М95 в хорошем качестве можно по ссылке расположенной ниже.
Паспорт станка 1М95, комбинированный. Скачать бесплатно.
Описание комбинированного токарно-винторезного станка 1А95
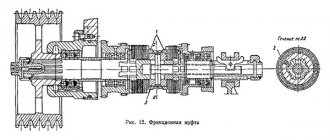
Привод шпинделя токарно-фрезерного агрегата осуществляется от электродвигателя через двухстороннюю фрикционную муфту, реверсирование которой связано с увеличением числа оборотов шпинделя. Одновременный реверс электродвигателя и муфты дает дополнительно к основным 6 числам оборотов шпинделя еще 6 ускоренных.
Привод шестерни 30 коробки подач осуществляется через трензель и набор шестерен 26, 27, 28, 29 гитары, положение которых остается постоянным даже при максимальном подъеме передней бабки как во время точения и фрезерования, так и нарезания метрических резьб. Для нарезания дюймовых резьб шестерни гитары устанавливаются по таблице пли руководству.
Подачи несколько ниже табличных можно получить, если сменить местами шестерни 28 (z = 52) и 26 (z = 65), подачи и метрические резьбы вчетверо больше табличных — сменой мест шестерен (z = 47) и 30 (z = 74).
Привод шпинделя сверлильно-фрезерного агрегата осуществляется от отдельного электродвигателя через трехступенчатый шкив, редуктор и перебор.
фрезерно-сверлильное приспособление токарно-винторезного станка 1А95
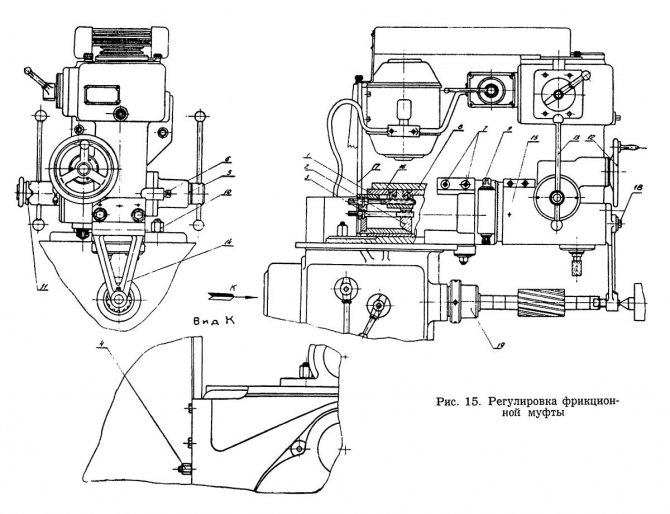
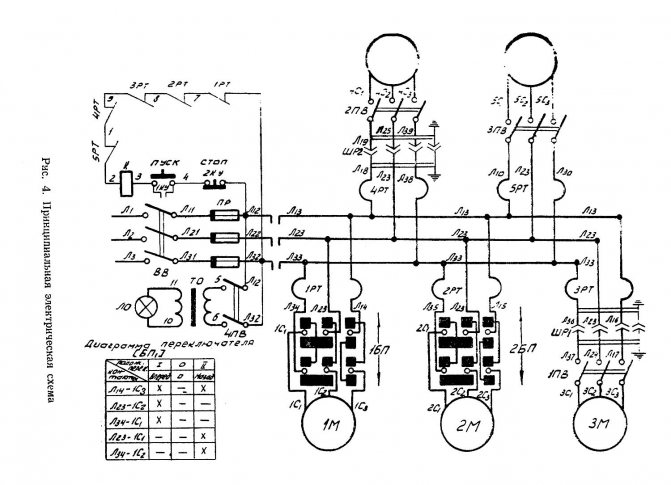
Схема электрическая станка 1М95
Ниже приведен эскиз одной страницы документации «Схема комбинированного станка 1М95«
Скачать бесплатно электрическую схему станка 1М95 комбинированного в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая станка 1М95, комбинированного. Скачать бесплатно.
Посмотреть еще дополнительную информацию по «Станок 1М95» можно по ссылке расположенной ниже:
Поиск по сайту по теме «Станок 1М95»
Электрическая схема токарно-винторезного станка 1А95
Электрическая схема токарно-винторезного станка 1А95
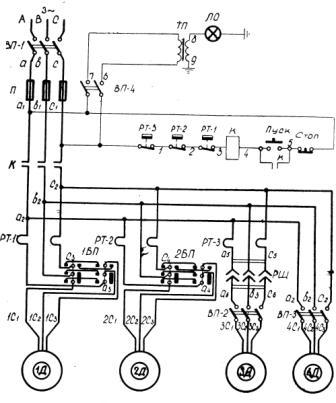
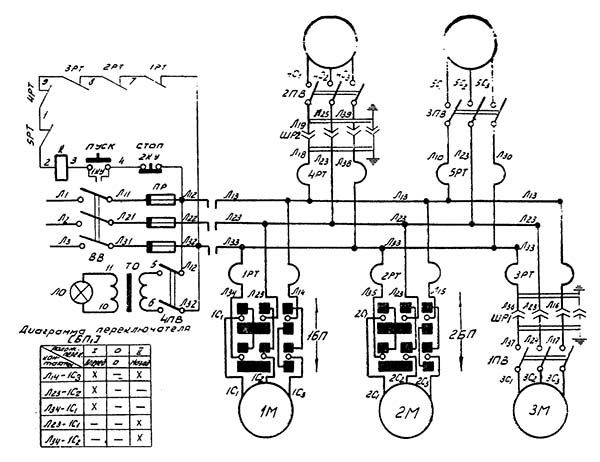
Электрооборудование станка (рис. 3, 4, 5) рассчитано на напряжение 380 или 220 вольт трехфазного переменного тока (В зависимости от заказа) и состоит из 5 электродвигателей с короткозамкнутым ротором, пульта управления с кнопками, переключателя электродвигателя 1М, переключателей электродвигателя 2М, выключателей электродвигателей 3М, 4М, 5М и панели с аппаратурой, размещенной в правой тумбе станка.
Местное освещение осуществляется от сети переменного тока через понижающий трансформатор 380/36 или 220/36 в. Для осветительных приборов предусмотрен кронштейн с арматурой.
Электрооборудование станка, обеспечивающее раздельное управление всему электродвигателями и нулевую защиту от перегрузок и токов короткого замыкания, работает по схеме (рис. 4):
Токарный станок 1М95
Высокоточные токарные винторезные станки пользуются неизменным спросом. Они востребованы в ремонтных мастерских, инструментальных цехах, на машиностроительных предприятиях. Еще больше привлекает потребителей оборудование, способное решать расширенный набор задач. Именно там можно охарактеризовать токарный станок 1м95. Это устройство, кроме проведения типичного набора операций, способно сверлить, фрезеровать, проводить работы долбления. Данный комбинированный станок сегодня уже не выпускается. Ему на смену пришли более современные модификации, что однозначно говорит о применении удачных инженерных решений и компоновки в исходной модели.
История создания и производства
Комбинированный токарно-винторезный станок 1М95 был разработан в СКБ Алма-Атинского станкостроительного предприятия им. 20 лет Октября (Казахстан). Со времени обретения независимости и до 2011 г. завод не функционировал, но сейчас возобновил выпуск металлорежущего оборудования.
Начало серийного выпуска 1М95 датируется 1966 годом, однако спустя 11 лет станок был снят с производства в связи с созданием более современных моделей 1Д95 и 1Е95. На производственных мощностях предприятия производится также капитальный ремонт токарно-винторезного оборудования собственного производства, работающего на машиностроительных предприятиях республики.
Кроме Алма-Аты аналогичное оборудование единично производилось также на некоторых оборонных предприятиях бывшего СССР по программам конверсии, однако преимущественно для собственных нужд.

Описание
Станок 1м95 выпускался в период с 1966 до 1977 года. Производитель базовой модели, положившей начало рождению целой серии модификаций — Станкостроительный завод города Алма-Аты. Сегодня данное предприятие выпускает изделия 1е95, 1д95, отличающиеся расширенными возможностями обработки металлических деталей.
Известна еще одна модификация базовой модели комбинированного агрегата, под маркировкой 1а95. Данное изделие выпускалось в рамках программы конверсии целым рядом Российских предприятий. Самое заметное отличие от модели 1м95 — наличие специальной системы крепления детали, которая позволяла делать обработку с большим подъемом оси центров, а также предлагала удобный шаг изменения данного параметра.
При разработке 1м95 конструкторы четко очерчивали будущую область использования оборудования. Оно рассчитано на мелкосерийное производство, в том числе в условиях малых стационарных либо мобильных ремонтных мастерских. Паспорт гласит, что устройство способно проводить базовый набор токарных операций:
- точение поверхностей вращения, цилиндрических, конусных, сложной переменной формы;
- допустима обработка не только внешних, но и внутренних поверхностей;
- нарезка резьб модульного, дюймового, питчевого, модульного, метрического класса;
- обработку заготовок при установке в центрах или после зажима в патроне шпинделя.
Комбинированным станок называется потому, что у него присутствует два основных конструкционных решения. Фактически, это самостоятельный токарно-фрезерный агрегат и сверлильная установка. Каждый из функциональных блоков оснащен собственным приводом на базе электродвигателя.
Значительное расширение набора операций, выполняемых станком, достигается применением дополнительных приспособлений. В их перечень входит блок горизонтального и вертикального фрезерного механизма, специальное заточное устройство, долбежный узел и многое другое. Благодаря этому — станок может заменить большое количество оборудования в мастерской, предлагая качественное выполнение широкого спектра операций.
Ремонт и Востановление токарного 1М95
Ремонт и Востановление токарного 1М95
Слесарь ремонтник (22 January 2014 — 22:47) писал:
Снимите патрон и проверьте биение шпинделя и на отгиб.. За одно и ПБ возле патрона на отгиб проверьте, где то ж должен быть люфт.. Проверил на флянцах ПБ отгиба практически нет 0.002мм, план шайбу открутить не удается!
Сообщение отредактировал Frezchik: 23 January 2014 — 02:46
Ремонт и Востановление токарного 1М95
Frezchik (23 January 2014 — 02:41) писал:
план шайбу открутить не удается! Прикрепленное изображение: Фото-08804.jpgТеперь это не нужно. Проверьте на план шайбе, потом ставьте патрон и проверяйте на отгиб, сам патрон… Ремонт и Востановление токарного 1М95 Следующие измирения показали, 1.- Биэние план шайбы передней части где садится патрон 0.08мм. И биение план шайбы задней части 0.08мм и также в одном и томже месте биение что и на передней части2. При замере наружной поверхности шейки план шайбы где накручивается на шпиндель стрелка отклонилась всего на 0.02..0.03мм3. Одгиб план-шайбы при усили 25-30кг, и гдето 400…500мм длиной труба вставленая в шпиндель, индикатор показал 0.04…0.05мм в одну сторону, тоисть эсли жать на себя, и столько же в другую сторону.4. При замере патрона на отгиб индикатор показал при усилии 25-30кг в пределах 0.05..0.06мм, но при большем усилии показывает больше розумееться. Эсли качать быстрыми движениями в перед-назад, стрел скачет в пределах 0.08…0.10мм
какими тбудут выводы, кто подскажет в этой ситуации?
Сообщение отредактировал Frezchik: 23 January 2014 — 13:35
Ремонт и Востановление токарного 1М95
Frezchik (23 January 2014 — 13:33) писал:
Биэние план шайбы передней части где садится патрон 0.08мм индикатор показал 0.04…0.05мм в одну сторону При замере патрона на отгиб индикатор показал при усилии 25-30кг в пределах 0.05..0.06мм, Планшайбу проточить однозначно, но сначала подтянуть подшипники.. Отгиб меряют, в одну сторону.. Планшайба сварная!? Какой патрон? Ремонт и Востановление токарного 1М95 Frezchik, У меня была похожая проблема.При отрезании заготовки было сильное дробление.Замеры биения подшипников не делал, решил все подшипники шпинделя поменять на новые. После разборки был сильно изношен упорный подшипник, шарики были практически квадратные. Поменял все подшипники. После сборки и испытания дробление уменьшилось но не намного. Опустил переднюю бабку до упора, поджал насколько возможно клинья суппорта, дробление еще уменьшилось но совсем так и не исчезло. Может быть у этого станка слабая жесткость станины. По поводу подтяжки переднего подшипника. На этом станке предварительный натяг в подшипнике производится шлифовкой упорных полуколец и последующей подтяжкой гайки внутри передней бабки. Затяжка только гайки без шлифовки полуколец результата недаст. Ремонт и Востановление токарного 1М95 Frezchik, Там подшипник по паспорту собирается на шпинделе и вставляется в станок . Во время сборки подшипника вытачиваются полу кольца и всё это зажимается и только потом вставляется . Тоже были похожие проблемы после того как поменял подшипник и собрал его как сказано в паспорте всё гуд . Ну правда есть рябь когда режеш большой диаметр но с этим пока не заморачиваюсь .
Сообщение отредактировал Slonopotam7: 23 January 2014 — 23:25
Ремонт и Востановление токарного 1М95
Фермер59 (23 January 2014 — 23:10) писал:
Slonopotam7 (23 January 2014 — 23:24) писал:
Тоже были похожие проблемы после того как поменял подшипник
Большое спасибо пацаны, Паспорт у меня эсть даже в розпечатаном виде, вот то небольшой вопросик, там подшипник вроде высокого класа (А) должен по прспорту быть, какие вы поставили подшипники когда покупали простые 3182115 без класа точности? Ремонт и Востановление токарного 1М95
Фермер59 (23 January 2014 — 23:10) писал:
Затяжка только гайки без шлифовки полуколец результата недаст.
Да вы правы, затянул внутренью гайку но изминений никаких. Тоисть обезательно придеться точить новые кольца и шлифовать? Ремонт и Востановление токарного 1М95
Самоучка.Учили в СССР. (13 January 2014 — 10:17) писал:
Ребят,нужна помощь.При перевозке станка сломали пластину (и потеряли отломанную часть) установленную на гитаре,испльзуется при подъеме коробки передач.Чтобы шестерни были в зацепе.Может кто может обвести ее на бумаге и сбросить на почту.
Вот ваша пластина Геннадий, как и обещал! выложил сюда может ище комуто пригодиться! вы уж извиняйте за неправильное начертание, такой уж я чертежник х…ый
Сообщение отредактировал Frezchik: 24 January 2014 — 04:02
Ремонт и Востановление токарного 1М95 в своё время пришлось работать на таком станке. впечатление двоякое. триедин в трёх лицах.отсюда посредственные характеристики как токарные так и фрезерные исверлильные.но для дома отличный станок. сразу вся металлорежущая группа+ экономия площади домашней мастерской.главное не забывать при работе на нём-шпиндельная группа слаба и обработка деталей большого диаметра вызывает дробление отсюда частая подтяжка фрикционов и внимательно следить за передним опорным подшипником(у него есть тенденция к разрушению при чрезмерном зазоре) Ремонт и Востановление токарного 1М95
Frezchik, Положите сюда картинку шпинделя в сборе, а то у меня закачан другой станок, а ваш, искать надо.. Я гляну, что там за подшипники с кольцами..
Ремонт и Востановление токарного 1М95 Слесарь ремонтник,
Слесарь ремонтник (24 January 2014 — 05:00) писал:
Положите сюда картинку шпинделя в сборе, а то у меня закачан другой станок, а ваш, искать надо.. Я гляну, что там за подшипники с кольцами..
К сожалению в данный момент немогу выложить изображение шпинделя, так как до этого ище не дошел и не розбирал, надо снимать розмеры чтобы получить подробный чертеж. На первое время общий чертеж эсть в паспорте, паспорт для себя розпечатал уже давно ище до покупки станка. А так искать чертежи шпинделя без полезно, на просторах инета пока что такого не существует! Ремонт и Востановление токарного 1М95
Я свой 1М95 где-то год назад запустил, тоже подшипники шпинделя менял, правда с шайбами шлифованными заморачиваться не стал, выкинул их, а чистота обработки от этого не улучшилась, начал смотреть дальше, выяснил что был люфт в соединении фланца поворота малой продольной (крепежными болтами потянуло) временно подложил под заднюю и переднюю части полоски медной фольги, на шлифовку унести руки не доходят. Так же обратил внимание что при опускании до конца передней бабки, опорные выступы с передней стороны не соприкасаются со станиной, и получается что она висит только на колонне, и несмотря на кажущуюся жесткость имеет некоторую подвижность, чтобы хоть немного ограничить ёё я отжал ломиком переднюю бабку (там где выходит валик для поднятия-опускания есть щель) и подсунул под опоры пластинки трансформаторного железа. После этого отрезать стало нормально, и при протачивании поверхность как хромированная (не на Ст3).
Ремонт и Востановление токарного 1М95
Frezchik, Передний подшипник шпинделя действительно имеет повышенный класс точности. Я покупал в магазине польский за 1,5 тыр, сказали еще со времен СССР класс точности 2, но по разговорам изготовленный в СССР надежнее но и дороже. У меня станок работает мало не стал заморачиваться поставил польский.
Ремонт и Востановление токарного 1М95
Фермер59 (24 January 2014 — 13:06) писал:
Я покупал в магазине польский за 1,5 тыр, сказали еще со времен СССР класс точности 2,
Фермер59, А можна узнать где у вашего подшипника в каком месте была выбита цафра 2-го класа точности, я почему спрашиваю, спрашивал в одном магазине где продают подшипники, о класе точности, у продавца на лоб глаза чуть не выскочили, он о класах и не слышал! он показал мне похожий подшипник какойто наш ГПЗ только последние две цифры другие, там бала выбита цифра (3) на внутренней обойме конуса, походу 3-тий клас, (1) или (2) скорей всего не найти! Ремонт и Востановление токарного 1М95
Frezchik, У меня подшипник был в фирменной упаковке в коробке. На коробке в графе маркировки после обозначения ручкой отмечен класс точности. Но надпись сильно потерта не разобрать. Продавец заверил что это точно второй класс и показал на выбитую цифру на внутренней линзе. А вообще класс точности подшипника, применяемого на данном станке сильно не влияет на точность обработки. В принципе можно применять любого класса. Но знающие люди мне сказали что подшипники производства ГПЗ бывшего СССР лучше чем польские. Но учти применяя подшипник определенного класса для точности сопряжения нужно по таблице для модели устанавливаемого подшипника и класса точности подшипника найти величину предварительного натяга и рассчитать толщину регулировочных колец согласно примера указанного в паспорте на станок. Толщину колец подгоняют именно шлифовкой в вычисленный размер. Желаю удачи.
Ремонт и Востановление токарного 1М95
Frezchik, Так я и говорил , что с паспорта, а то я чеито не нашел именно на этот…
Ремонт и Востановление токарного 1М95
Фермер59, Ну ничесебе, у нас поляк с хранения 14 и15 , тоже полторы штуки, советский, штуку тянет.. Так что у вас это за даром, у нас за такие деньги, какой нибудь новодел, купить можно..
Ремонт и Востановление токарного 1М95
Слесарь ремонтник (24 January 2014 — 20:17) писал:
Так я и говорил , что с паспорта, а то я чеито не нашел именно на этот…
Вот выставил картинку шпинделя как и просили! Оно?
Сообщение отредактировал Frezchik: 24 January 2014 — 22:13
Ремонт и Востановление токарного 1М95
Как не странно , я такие кольца и на 1К62 встречал, но и без кольца Кашка работает отлично .. У вас же сзади на шпинделе один подшипник и по этому, у конструкторов возникли подозрения, что подшипник пойдет на само-натяг.. Тут сильно советовать не могу, надо по-пытать у владельцев, кто снял кольцо.. Или проверить без кольца, индюхой, на сколько уходит шпиндель, а перед этим проверить тоже самое, но с кольцом..
www.chipmaker.ru
Технические показатели
Модель 1м95 по точности обработки соответствует норме Н согласно ГОСТ8-82. Технические характеристики:
- допустимый диаметр при установке детали над станиной, мм, не более — 500
- допустимый диаметр при установке детали в зоне суппорта, мм, не более — 420;
- подъем межцентровой линии, мм, относительно поверхности направляющих — 235-355;
- допустимый подъем шпиндельной оси, мм, относительно поверхности станины — 125-245;
- РМЦ-1000;
- максимальная длина точения, мм — 820;
- максимум диаметра прутка — 32 мм;
- число ступеней, позиций шестерен коробки скоростей для регулировки оборотов шпинделя — 12, 6 для каждого из направлений;
- диапазон оборотов шпинделя, в прямом, обратном направлении — от 28 до 1250;
- шпиндель имеет конус морзе 5 под патрон;
- фартук, преобразуя вращательное движение приводного винта, перемещает суппорт на максимум 820 мм в продольном, 320 мм в поперечном направлении;
- предусмотрена блокировка поперечной и продольной подачи;
- число передач коробки подач — 24 для продольного, 24 для поперечного направления;
- при фиксации в центрах ограничение массы детали, кг — 100;
- таблица резьб станке: 23 метрических, 13 модульных, 24 питчевых, 24 дюймовых,;
- максимум смещения задней бабки, мм, вертикально — 120, продольно — 820;
- смещение пиноли, для фиксации которой предусмотрена рукоятка — 120 мм;
- задняя бабка имеет допустимое боковое смещение — 20 мм в каждую сторону относительно нулевой оси;
- стандарт конуса задней бабки — морзе 4;
- передняя бабка может перемещаться вертикально на 12 см;
- максимальный диаметр отверстия, проделываемого сверлильным агрегатом — 25 мм;
- опускание шпинделя сверлильной установки — до 80 мм;
- габарит стола для расположения заготовки — 320 мм, возможность смещения по вертикали до 465 мм.
Технические характеристики станка 1А95
| Наименование параметра | 1А95 | 1М95 | 1Д95 | 1Е95 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 420 | 500 | 400 | 400 |
| Наибольший диаметр заготовки над выемкой станины (по заказу), мм | — | — | 550 | 570 |
| Наибольший диаметр заготовки над суппортом, мм | 420 | 210 | 210 | |
| Высота центров над направляющими станины, мм | 235..355 | 210 | 210 | |
| Высота оси шпинделя над суппорт-столом, мм | 175..420 | 125..245 | ||
| Наибольшая длина заготовки (РМЦ), мм | 1000 | 1000 | 1000 | 1000 |
| Наибольшая длина обтачивания, мм | 820 | 950 | 950 | |
| Наибольшая масса заготовки в патроне, кг | ||||
| Наибольшая масса заготовки в центрах, кг | 100 | |||
| Передняя бабка | ||||
| Наибольшее вертикальное перемещение передней бабки, мм | 120 | нет | нет | |
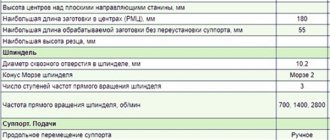
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 | 52 | 52 |
| Наибольший диаметр прутка, мм | 32 | 32 | 50 | 50 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 16 | 16 |
| Частота прямого вращения шпинделя, об/мин | 23..1000 | 28..1250 | 16..1250 | 20..1600 |
| Размер внутреннего конуса в шпинделе | Морзе 5 | Морзе 6 | Морзе 6 | Морзе 6 |
| Конец шпинделя по ГОСТ 12593-72 | М68 х 6 | 6К | 6К | |
| Торможение шпинделя | нет | Электрическое | Электрическое | |
| Суппорт-стол. Подачи | ||||
| Размеры рабочей поверхности фрезерного стола, мм | 300 | 280 х 700 | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 820 | 950 | 950 | |
| Наибольшее поперечное перемещение суппорта, мм | 320 | 300 | 275 | |
| Наибольшее поперечное перемещение верхнего суппорта (резцовые салазки), мм | 110 | 100 | 130 | |
| Число ступеней продольных и поперечных подач | 15 | 24 | 16 | 48 |
| Пределы скорости продольных подач, мм/об | 0,13..1,17 | 0,13..1,87 | 0,0028..0,078 | 0,03..4,21 |
| Пределы скорости поперечных подач, мм/об | 0,07..0,65 | 0,072..1,016 | 0,0014..0,039 | 0,015..2,1 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | 4/ 2 | 4/ 2 | |
| Продольное перемещение на одно деление лимба, мм | 1,0 | |||
| Продольное перемещение на одно деление нониуса, мм | ||||
| Поперечное перемещение суппорта на одно деление лимба, мм | 0,05 | |||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | |
| Количество нарезаемых резьб метрических | 23 | 18 | 26 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..18 | 1..12 | 0,5..14 | 0,5..56 |
| Количество нарезаемых резьб дюймовых | 28..3 | 24 | 35 | 39 |
| Пределы шагов нарезаемых резьб дюймовых | 3..28 | 60..3,5 | 56..0,5 | |
| Количество нарезаемых резьб модульных | 13 | 18 | 22 | |
| Пределы шагов нарезаемых резьб модульных | 0,25..35 | 0,5..7 | 0,5..28 | |
| Количество нарезаемых резьб питчевых | 24 | 35 | 32 | |
| Пределы шагов нарезаемых резьб питчевых | 8..112 | 56..2,0 | ||
| Предохранитель от перегрузки | есть | |||
| Блокировка продольных и поперечных подач | есть | |||
| Выключающие продольные упоры | нет | |||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | Ra 2.0 | |||
| Задняя бабка | ||||
| Наибольшая длина перемещения задней бабки вдоль станины, мм | 820 | |||
| Наибольшая длина вертикального перемещения задней бабки, мм | 120 | нет | нет | |
| Наибольшая длина перемещения пиноли задней бабки, мм | 165 | 120 | 120 | |
| Наибольшее перемещение задней бабки, мм | ±20 | |||
| Размер внутреннего конуса | №4 | Морзе 4 | Морзе 5 | |
| Сверлильный агрегат | ||||
| Наибольший диаметр сверления, мм | 25 | 25 | 25 | |
| Наибольший ход шпинделя, мм | 80 | 80 | 80 | |
| Вылет оси сверлильного шпинделя, мм | 290 | 210 | 210 | |
| Диаметр сверлильного стола, мм | 320 | 280 х 280 | ||
| Вертикальное перемещение сверлильного стола, мм | 465 | |||
| Размер внутреннего конуса сверлильного шпинделя | №3 | Морзе 3 | ||
| Расстояние от конца шпинделя до сверлильного стола, мм | 40..540 | 400 | ||
| Количество скоростей шпинделя | 6 | |||
| Частота прямого вращения шпинделя, об/мин | 62..1118 | 11..78 | ||
| Вертикально-фрезерная головка | ||||
| Вылет оси шпинделя фрезерной головки, мм | 380 | |||
| Расстояние от конца шпинделя до суппорт-стола, мм | 120..240 | |||
| Наибольшее продольное перемещение суппорт-стола, мм | 320 | |||
| Размер внутреннего конуса фрезерной головки | №3 | |||
| Шлифовальное приспособление | ||||
| Диаметр шлифуемой заготовки при наружном шлифовании, мм | 25..210 | 20..210 | ||
| Диаметр шлифуемой заготовки при внутреннем шлифовании, мм | 30..300 | 30..300 | ||
| Частота вращения шпинделя при наружном шлифовании, об/мин | 5950, 3560 | 4400 | 4400 | |
| Частота вращения шпинделя при внутреннем шлифовании, мм | 11000 | 11000 | ||
| Долбежное приспособление | ||||
| Длина хода долбяка, мм | 100 | 100 | ||
| Вылет суппорта долбяка, мм | 310 | |||
| Наибольшая высота долбления, мм | 80 | |||
| Наибольшая длина долбления, мм | 280 | |||
| Наибольшая ширина хода долбления, мм | 320 | |||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 5 | 4 | 6 | |
| Электродвигатель главного привода, кВт (об/мин) | 3 (1430) | 4 | 4 | 5,5 |
| Электродвигатель привода ускоренных перемещений, кВт | — | — | 0,4 | 0,55 |
| Электродвигатель привода сверлильного агрегата, кВт | 1,1 | 1,1 | 1,1 | 1,1 |
| Электродвигатель заточного приспособления , кВт | 0,8 | 0,8 | 0,75 | 0,75 |
| Электродвигатель шлифовального приспособления , кВт | 0,8 | — | 0,27 | 0,27 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,125 | 0,125 |
| Суммарная мощность, кВт | ||||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ 1000), мм | 2800 х 1290 х 1650..1775 | 2750 х 1255 х 1670 | 3000 х 1200 х 1610 | 3000 х 1200 х 1640 |
| Масса станка (РМЦ 1000), кг | 2050 | 2170 | 2030 | 2475 |
- Руководство по монтажу и эксплуатации станка 1А95, 1967 год
- Схиртладзе А.Г, Новиков В.Ю. Технологическое оборудование машиностроительных производств, 2002, стр.162.
- Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
- Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Связанные ссылки. Дополнительная информация
- Заводы производители токарных станков
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
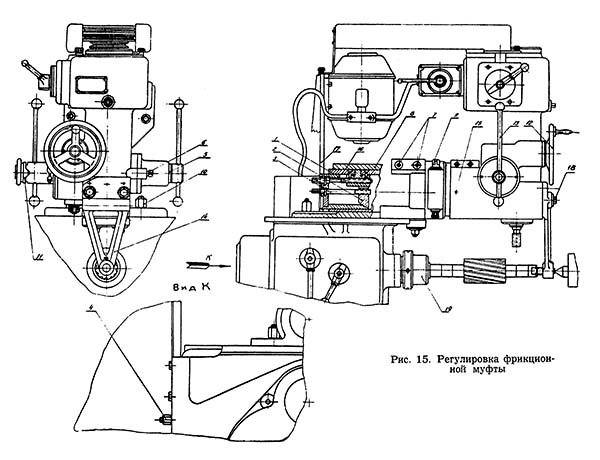
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Концы шпинделей токарных станков
- Токарные патроны. Разновидности, особенности выбора и эксплуатации
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Устройство
Станок комбинированный 1м95 имеет классическую компоновку с привычным расположением органов регулировки и настройки режима. Отдельные виды дополнительного оснащения имеют индивидуальные правила установки. К примеру, заточное приспособление, согласно документации — рекомендуется располагать отдельно от основного блока оборудования.
Станина модели 1м95 обеспечивает высокую жесткость. Она выполнена по классической схеме, имеет коробчатую форму. Стенки станины укреплены при помощи поперечных ребер. Направляющие — призматического типа, одна из них предназначена для движения каретки суппорта, по другой смещается блок задней бабки. Станина расположена на двух тумбах основания, слева монтируется основной привод, сам электродвигатель и часть электрохозяйства для его управления.
Блок коробки скоростей способна передвигаться в вертикальном направлении. Он монтируется на направляющих в левой области стола станины. Момент вращения на коробку скоростей передается посредством клиновых ремней, электродвигатель расположен в левом блоке основания.
Конструкция коробки скоростей обеспечивает надежность, стабильность работы, быстрое переключение, предоставляет привычную механику управления при помощи рукояток. Она обеспечивает по 6 ступеней переключения для прямого и обратного вращения, 12 скоростей всего. Кинематика передачи крутящего момента — привычна и стандартна, от валика фрикциона и блок шестерен на цепь подач и шпиндель.
Надежность и долговечность коробки передач достигается применением надежных материалов. Шестеренки выполняются из стали углеродистого класса, проходящей термическую закалку. Чтобы элементы конструкции служили долго — не следует изменять показатели оборотов шпинделя на рабочем ходу.
Коробка подач при нарезании резьб может легко настраиваться соответствующими рукоятками. Выбор нужного типа резьбы можно сделать, ориентируясь на таблицу, установленную на корпусе станка (на щитке коробки).
Блок суппорта также имеет привычную компоновку и конструкцию. Он двигается по направляющим стола станины продольно-поступательно и по соответствующим элементам конструкции каретки поперечно. Это может производиться как механическим способом, так и приводом посредством колеса, ручным способом. Блок резцедержки имеет допустимый угол поворота 45 градусов в каждом из направлений.
Смазка механизма производится согласно инструкции, приведенной в паспорте оборудования. В документации указаны сорта масла, периодичность проведения обслуживания и описание процедуры, а также нормы заливки технической жидкости. Смазка отдельных узлов во время работы станка производится либо методом естественного разбрызгивания с забором из ванны (передняя бабка), либо подачей плунжерным насосом (фартук, направляющие каретки и другие). Отдельный список элементов конструкции смазывается только вручную с помощью масленки.
Система управления и строение
Детального описания требуют ключевые узлы устройства.
Станина с двумя направляющими– для передвижения каретки и для передвижения задней бабки. В одной из тумб, на которых крепится станина, находится главный электродвигатель станка.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Видео: краткий обзор универсального токарного станка 1М95.
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.

Другие ключевые показатели токарного станка 1м95:
- Максимальный диаметр заготовки над станиной – 50 см.
- Максимальная масса заготовки в патроне и центрах – 100 кг.
- Максимальная длина обрабатываемой детали – 1 кг.
- Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
- Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:
Цена в полной комплектации
Поскольку токарный станок 1М95 серийно не выпускается, к продаже доступны только капитально отремонтированные единицы оборудования. Приобретать технику целесообразно через маркетинговые службы соответствующих предприятий, которые обеспечивают гарантию работоспособности станка и его соответствие действующим нормам точности.
В зависимости от региона страны стоимость токарного станка 1М95 колеблется в диапазоне 120…130 тыс. руб. Б/у станки дешевле (от 50…60 тыс. руб.), но, поскольку фактический ресурс такого оборудования неизвестен, то приобретать его нецелесообразно.