1К62Д — токарно-винторезный станок, оснащенный коробкой скоростей. Он относится к категории агрегатов нормальной точности, что дает возможность его широко применять на предприятиях мелкосерийного производства, в частных мастерских.
Универсальный токарный станок 1К62Д отличается высокой производительностью, точностью выполнения операций, способностью обрабатывать заготовки из черного и цветного металла.

История создания
Прототип современных 1К62Д — серия универсальных токарных станков ДИП 200/300/400/500, выпущенная в 1932 году на Московском станкостроительном заводе им. А. И. Ефремова «Красный пролетарий». Это были первые агрегаты, при эксплуатации которых у оператора была возможность переключать скорость вращения вала привода. Модели, входящие в состав представленной линейки, отличаются высотой центров над станиной.
В экспериментальном НИИ металлорежущих станков (ЭНИМС) в 1937 году был разработан единый стандарт, регламентирующий качественные параметры станков, технические условия для их производства, система условных обозначений. В результате образовалось цифробуквенное наименование модели 1Д62. На было начато серийное производство станков в двух модификациях шпинделя: на втулках (1Д62) и на подшипниках (1Д62М).
Инженеры предприятия постоянно работали над модернизацией оборудования, улучшением его рабочих характеристик, уровня эргономичности. На смену 1Д62 в 1948 году пришла модель 1А62. Она выпускалась до 1956 года.
Следующая модификация — 1К62, которая расшифровывается следующим образом:
1 — токарный станок;
К — поколение;
6 — токарно-винторезная подгруппа;
2 — высота центра, дм.
Она выпускалась 18 лет до 1971 года, после этого было начато производство модели 16К20.
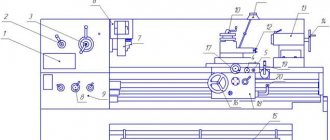
Детальное описание корпуса и конструкции
1К62Д — базовая модель серии токарных станков. Ее конструкция взята за основу при разработке всех модификаций оборудования данной линейки.

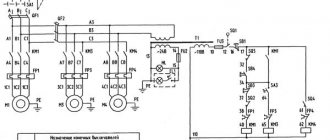
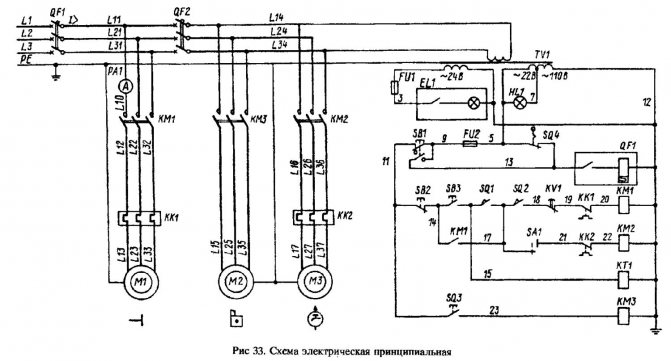
Электрооборудование
В комплекс электрооборудования токарного станка 1К62Д входит главный привод, а также двигатель, обеспечивающий движение суппорта и каретки, и насос системы охлаждения. Для управления на каретке установлена кнопочная станция с возможностью аварийного отключения. Конечный выключатель размещен на рукоятке фартука.
Для освещения рабочего места на каретке есть светильник. Шкаф управления расположен на передней бабке. Он комплектуется указателем токовой нагрузки, выключателем насоса, сигнальной лампой, показывающей текущее состояние вводного автомата, а также непосредственно коммутационно-защитным аппаратом с независимым расцепителем для подключения оборудования к питающей сети.
Схема электрическая
Стол
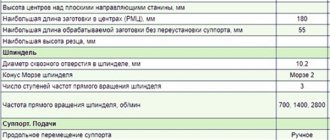
Рабочая зона токарного станка 1К62Д позволяет обрабатывать детали диаметром до 220 мм и до 1,4 м в длину. Если речь идет о заготовках, выполненных в форме диска, их диаметр не должен превышать 400 мм при высоте до 100 мм.
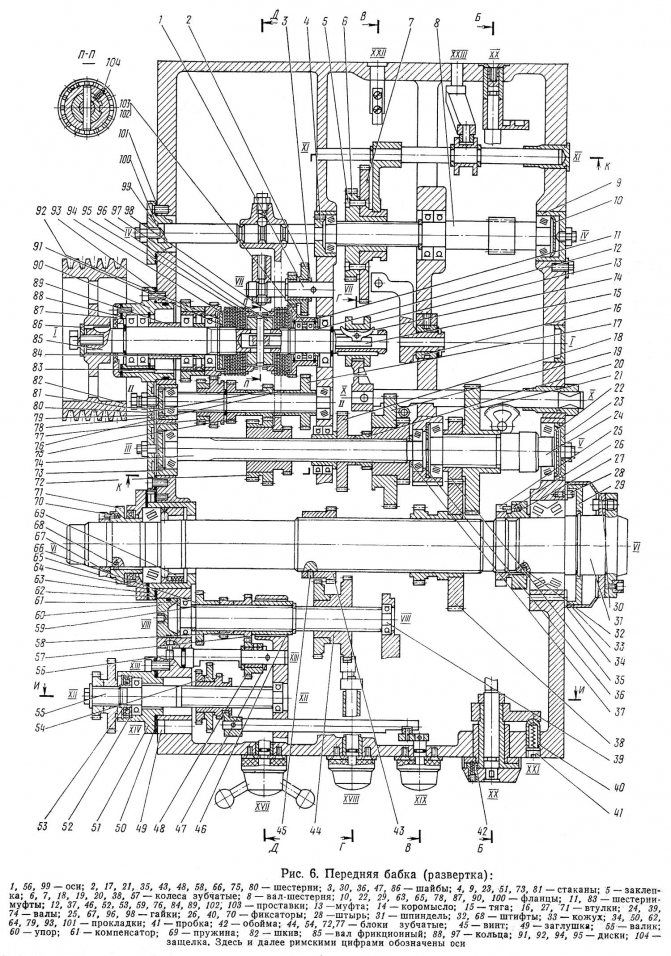
Передняя бабка
Узел позволяет нарезать многозаходные, левые и правые резьбы. Его функциональная задача — сообщение шпинделю заданной оператором частоты вращения и вращение колес коробки передач.
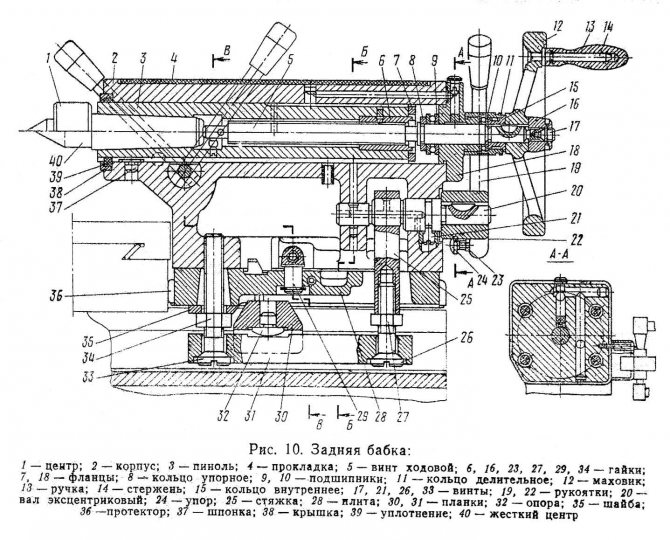
Задняя бабка
Основная задача узла — закрепление инструмента и фиксация заготовки на время ее обработки с помощью системы рычагов. Перемещение происходит по направляющим вращением маховика. При необходимости обработки деталей в форме пологих конусов предусмотрена возможность поперечного смещения положения задней бабки при помощи винтов.
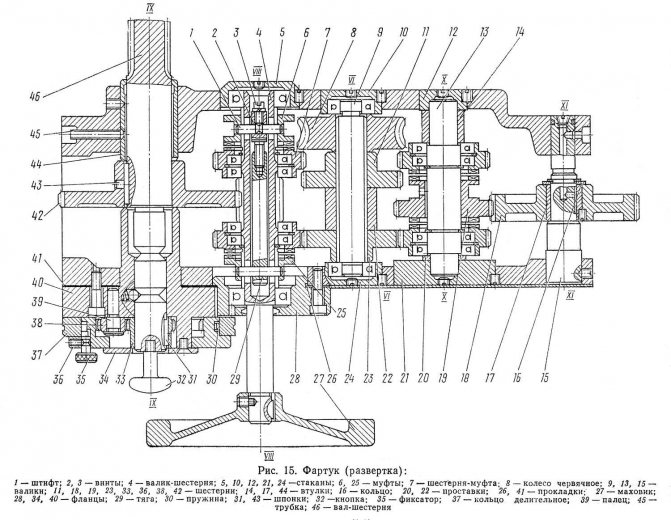
Фартук
Конструкция предусматривает наличие 4 муфт кулачкового типа, с помощью которых обеспечивается возможность прямого и обратного движения суппорта. Для управления положением каретки используется мнемоническая рукоятка. Фартук комплектуется блокировкой, не допускающей одновременное включение ходового винта и валика, поперечной и продольной подачи суппорта. При перегрузке узла срабатывает предохранительная муфта.
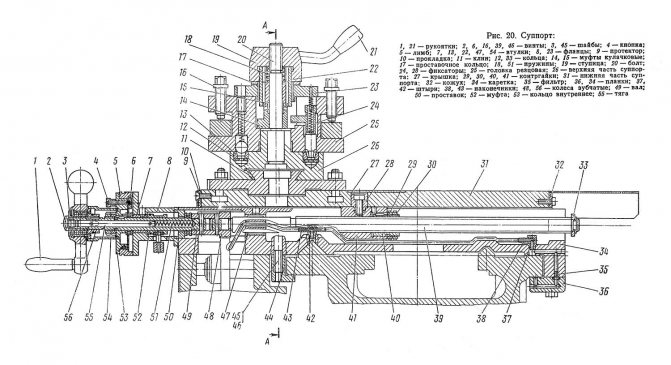
Суппорт
Основная задача суппорта токарного станка 1К62Д — перемещение зафиксированного на держателе инструмента в заданном направлении по направляющим с помощью механического привода или в ручном режиме. Узел имеет крестовую конструкцию, его верхняя часть допускает поворот на 90 °. Для удобства оператора конструкция суппорта предусматривает наличие масштабных линеек.
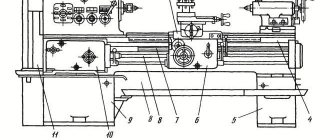
Станина
Станина токарного станка 1К62Д оснащена ребрами П-образного исполнения, 4 направляющими (двумя плоскими и двумя призматическими), выполненными из закаленной стали. С правого торца предусмотрена ниша, в которой размещается электропривод суппорта.
Механизм подач
Через ходовой винт механизм обеспечивает возможность нарезания метрической, модульной, дюймовой и питчевой резьбы. В базовом положении шаг регулировки составляет 12 мм, но есть возможность его увеличения до 12,5-40 мм.
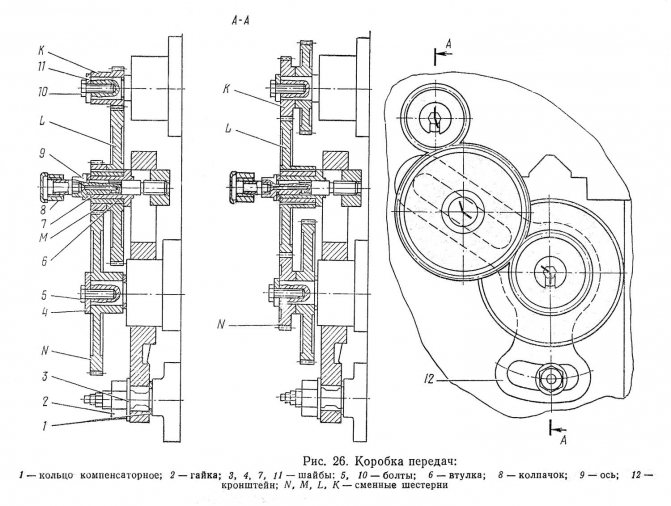
Резьбы наибольшей точности выполняют при перемещении рукоятки в положение, при котором ходовой винт работает без участия коробки подач. Нужный шаг обеспечивается путем установки соответствующих шестерней (они выпускаются отдельным набором).
Кинематическая схема
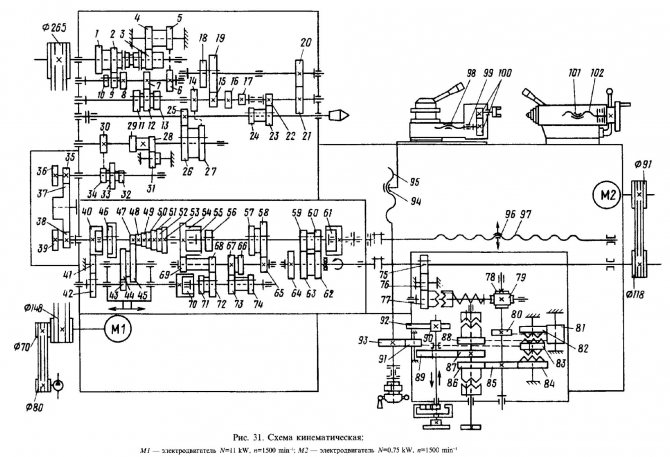
Привод
Главный привод токарного станка 1К62Д — асинхронный трехфазный электродвигатель мощностью 11 кВт. Холостой ход главного привода ограничивает конечный выключатель, который монтируется на задней части станины.
Преимущества и недостатки
Токарный станок 1К62Д по достоинству оценили на предприятиях за его неприхотливость к условиям работы, высокую надёжность, функциональность, простоту обслуживания, ремонтопригодность. Станок универсален: он успешно обрабатывает заготовки из черного и цветного металла, закаленной стали со стабильно высокой точностью.
Дополнительными аргументами в пользу выбора этого агрегата становится:
- мощность главного привода — 11 кВт;
- комплектация узлами (колесами, цепями и т. д.), устанавливаемых с высокой точностью, жесткостью;
- частота вращения варьируется в пределах 12,5 — 2000 об /минуту;
- доступно 25 передач;
- есть возможность использования для обработки режущих инструментов, изготовленных из металлокерамики;
- конструкция агрегата гасит вибрационные нагрузки;
- установка укомплектована устройствами защиты от перегрузок, коротких замыканий;
- есть возможность обработки деталей весом до 1.5 т в центрах и до 0,5 т в патроне;
- наличие жесткой опоры для обрабатываемых заготовок, нейтрализующей динамические нагрузки.
Ресурс токарного станка 1К62Д и его технические характеристики рассчитаны только на мелкосерийное производство, изготовление отдельных деталей. Постепенно 1К62Д морально устаревает, но остается одним из лучших токарно-винторезных станков в своей нише, активно используемых на предприятиях и в частных мастерских.
Причины погрешностей точения на токарно-винторезном станке 1К62
На точность и чистоту обработки могут влиять следующие факторы:
- Неправильная установка станка на фундаменте по уровню;
- Наличие зазора между прижимными планками каретки и станиной; наличие зазора между направляющими и клиньями (необходимо подтянуть прижимные планки и клинья);
- Нежесткое пружинящее крепление резца;
- Деталь, закрепленная в патроне, имеет большой вылет (ее следует поддержать люнетом или поджать центром);
- Плохо закреплена планшайба для патрона, крепежные винты патрона недостаточно затянуты;
- Наличие грязи в конусном отверстии шпинделя;
- Неуравновешена масса патрона или обрабатываемой детали (необходимо уравновесить);
- Неправильно выбраны режимы резания (велика скорость резания или подача);
- Неправильно отрегулированы подшипники шпинделя. (о регулировке см. раздел «Регулирование станка», стр. 43).
Правила эксплуатации и техника безопасности
В соответствии с инструкцией по эксплуатации токарно-винторезного токарного станка 1К62Д в ходе работы с оборудованием необходимо придерживаться следующих правил:
- токарный станок 1К62Д может устанавливаться в цехах механической обработки при температуре +15 – +40 °С при влажности, не превышающей 80 %;
- предельно допустимый уровень вибрации — 250 Гц (амплитуда — 15 мкм);
- допустимо содержание в окружающей среде алюминиевой или чугунной пыли;
- требуется организация вокруг агрегата достаточного свободного пространства для беспрепятственного обслуживания, уборки стружки;
- максимальный диаметр сверла при обработке заготовок из стали — 25 мм, из чугуна — 28 мм;
- не рекомендуется выполнение на станке операций с ударом.
Срок безаварийной работы токарного станка 1К62Д и сохранения первоначальной точности механической обработки определяется параметрами окружающей среды. Из-за этого станок нельзя устанавливать рядом с кузнечнопрессовым, обдирочным, шлифовальным оборудованием, конструкция которого не предусматривает систему охлаждения.
Токарно-винторезные станки относятся к агрегатам повышенной опасности. Поэтому к работе допускаются только сотрудники в спецодежде, со средствами индивидуальной защиты. Обязательно наличие заземления, защитных ограждений, щитов, кожухов, полная исправность оборудования. Во время обработки деталей нужно контролировать надежность закрепления инструмента, заготовки, слив охлаждающей жидкости из приемника, наличием смазки.
: резка испытательного стержня
Допустим, вы недавно купили токарный станок и установили его в своем магазине. Может быть, вы даже ушли и выровняли это как босс. Вы готовы делать чипсы, верно? Ну, не так быстро. Как скажут вам настоящие машинисты, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в деле. Точное выравнивание приводит вашу машину в соответствие с требованиями (у машинистов есть или маленьких шариковых шариков), но последний шаг к тому, чтобы заставить машину по-настоящему хорошо работать, это разрезать контрольную планку.Это верный способ устранить последние следы поворота в постели.
Существует два типа тестовых полос. Один для проверки выравнивания шпиндельной бабки, что мы здесь и делаем. Есть другой тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Начнем с того, что забросили немного акций. Вы хотите что-то значительного диаметра, потому что у нас будет много неподдерживаемых вылетов, что вы обычно никогда бы не сделали. Акция должна быть максимально жесткой сама по себе.Чем больше у вас вылет, тем точнее будет ваше измерение закручивания кровати, но тест становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой при резке. Это сложный баланс. Для этой демонстрации на моей маленькой настольной машине я использую заготовку диаметром 1 ¼ ”, длиной 5 ″. Для большой напольной машины хорошее начало — это запас диаметром 2 дюйма длиной около 10 дюймов.

Я использую свой индикаторный инструмент для 3D-печати, чтобы набирать номер на обоих концах. В течение одной тысячной будет служить нашим целям.
Наберите его как можно ближе к патрону с четырьмя челюстями. Чем больше времени мы выберем, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеальный вариант, но холоднокатаный прокат с завода, как правило, подойдет. Здесь я использую мягкую сталь, но что-то вроде стали 12L14 без механической обработки облегчило бы получение хорошей отделки (которая помогает с измерениями).
Общая идея заключается в том, что мы делаем форму штанги. Мы будем делать высокоточные разрезы на концах, оставляя в центре более узкую область, которую мы можем легко пропустить.
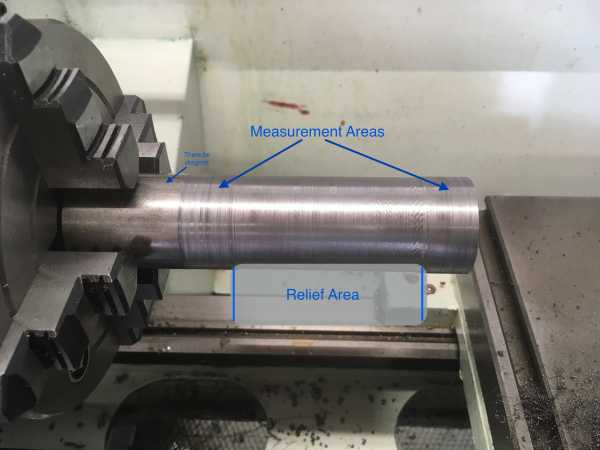
Когда набранная масса набрана, поверните рельефную зону в центре планки, оставив около дюйма на каждом конце нетронутым. Мы будем только измерять концы, поэтому средняя часть будет только мешать. Ослабление также минимизирует износ инструмента между разрезами (что повлияет на результаты наших испытаний). Рельеф 30-50 тыс. Достаточно. Нам нужно достаточно места, чтобы очистить несколько тестовых разрезов на каждом конце. Не уменьшайте слишком много, потому что нам нужна эта жесткость на складе.
Обратите внимание, что мы , а не , используем хвостовую часть для поддержки здесь.Это важно, потому что хвостовой запас вводит свой собственный набор переменных, которые влияют на выравнивание. Мы только тестируем выравнивание шпиндельной бабки, поэтому не может использовать заднюю бабку. Это означает, что мы должны делать очень легкие порезы, потому что наша жесткость очень низкая.

Обратите внимание, что к концу сокращений рельефа у меня возникла какая-то неприятная болтовня, потому что мы вышли из того положения, где мы должны быть без поддержки хвостового запаса. Финиш вообще не имеет значения для зоны рельефа, а я был нетерпелив и слишком резок.
С созданным рельефом мы можем выполнить очень световых разрезов в двух областях измерения. Мы хотим всего лишь достаточно, чтобы очистить поверхность вокруг (поэтому мы знаем, что мы находимся внутри любого выбега в патроне). Я делаю двухтысячные сокращения на каждом проходе здесь. Сделайте свой проход в обеих областях измерения, не касаясь перекрестного слайда между ними. Остановите машину в конце и отмерьте, затем сверните каретку назад и сделайте еще один отрезок, если необходимо.

Между каждым проходом тщательно измеряйте две полосы.
После того, как вы произведете чистый разрез в обеих областях измерения, сравните диаметры с высококачественным микрометром. Если они разные, машина обрезает конус, что означает, что ваша кровать имеет некоторый поворот. Немного отрегулируйте или отрегулируйте задние ножки токарного станка и сделайте еще один разрез.
Больший хвостовой конец на перекладине означает, что передний правый угол вашего пути слишком низок (инструментальный инструмент становится ближе к работе во время движения). Если конец патрона шины больше, передний правый угол вашего пути слишком высок (инструментальный наконечник все дальше отдаляется от работы во время движения).

В моем случае, два конца — тупые гайки на 1,245 ″, поэтому я очень счастлив. Этой машине можно доверять, чтобы не порезать конусы в пределах как минимум 6 дюймов или около того.
Как близко вы хотите получить эти измерения, зависит от вас, но одна десятая тысячной над 5-6 ″, вероятно, достаточно хороша для всего, что может понадобиться любителю. Как только вы закончите, вы можете смазать и сохранить тестовую полосу для последующего использования. С рельефным срезом около 30 тыс. Раз один и тот же испытательный стержень можно использовать несколько раз.
Вот и все! Нарезка тестового бруса — это простой часовой проект, который научит вас ценным навыкам токарного станка и укрепит ваше доверие к станку.Если вы знаете, что можете доверять машине, вы поймете, что любые будущие проблемы существуют только между маховиками и чертежом *.
* Это ты.
, 0618 Мини-токарный станок с аварийным выключателем вправо-влево Изменение скорости вращения DIY Токарный станок Универсальные станки Разъем EU | |
0618 Мини-токарный станок с аварийным выключателем вправо-влево Изменение скорости вращения DIY Токарный станок Универсальные станки Разъем EU
Особенности: Вращение вправо-влево: прецизионный токарный станок для металлообработки, оснащенный реверсивным приводом с переменной скоростью и мощным режущим механизмом для правой и левой резьбы. Высокая производительность: CQ0618 имеет 100-миллиметровый фланцевый патрон шпинделя и оснащен 100-мм самоцентрирующимся трехкулачковым патроном. Эргономичный дизайн: Токарный станок следует устанавливать на прочном, тяжелом рабочем столе достаточной высоты, чтобы вам не пришлось сгибаться спиной для выполнения обычных операций. Применение: прецизионный токарный станок для металлообработки, идеально подходит для небольших мастерских, профессиональных или домашних инженеров и модельеров. Регулирование скорости: Скорость вращения шпинделя 50-2500 об / мин, разделенная на высокую и низкую двухскоростную регулировку скорости вращения шпинделя, плавно регулируемая.
Описания: Этот прецизионный токарный станок с широким ассортиментом принадлежностей специально разработан для небольших промышленных предприятий. Высококачественный процесс закалки и точного шлифования высококачественных чугунных стоек. Поставляется с кнопкой аварийного останова и защитным кожухом патрона.
Технические характеристики: Модель: 0618 Цвет: синий Материал: чугун Размер изделия: прибл. 80 * 30 * 33 см Размер упаковки: прибл.80,5 * 30,5 * 31 см Ø зажимного патрона: 80 мм Диапазон скоростей: 1: 0 — 1150 об / мин; 2: 0 — 2500 об / мин Диаметр обточки над кроватью: 180 мм, над горкой: 105 мм Ширина наконечника: 310 мм Высота центра: 90 мм Макс. Длина коляски: 275 мм Макс. Поперечный ход каретки: 90 мм Отверстие шпинделя: 15 мм Крепление шпинделя: MK 3 Конус задней бабки: MK 2 Регулировка иглы задней бабки: 45 мм Метрическая резьба: 0,4 — 2,0 мм Макс. Поперечное сечение Хвостовик токарного инструмента: 8 x 8 мм Полый вал: макс.Проход 16 мм Концентричность (с подачей): Двигатель: 0,4 кВт / 0,54 л.с. Напряжение: 230 Вольт / 50 Гц Розетка: EU
В пакет включено: 1 х мини-токарный станок 1 х Руководство
Примечания: 1. Из-за разницы между различными мониторами изображение может не отражать реальный цвет элемента. Мы гарантируем, что стиль такой же, как показано на картинках. 2. Из-за ручного измерения и различных методов измерения, пожалуйста, позвольте 1-3 см отклонения.Спасибо!
,