Технические характеристики станка 2Н135
Технические характеристики станка 2Н135 это основной показатель пригодности станка к выполнению определенных работ. Для вертикально-сверлильных станков основными характеристиками является:
- наибольший диаметр D сверления заготовки (детали)
- вылет шпинделя
- наибольшее расстояние от торца шпинделя до рабочей поверхности стола
- размеры рабочей поверхности стола
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 2Н135. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135
| Наименование параметров | Ед.изм. | Величины |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | мм | 35 |
| Размеры конуса шпинделя по ГОСТ 25557-82 | Морзе 4 | |
| Расстояние от оси шпинделя до направляющих колоны | мм | 300 |
| Наибольший ход шпинделя | мм | 250 |
| Расстояние от торца шпинделя до стола | мм | 30-750 |
| Расстояние от торца шпинделя до плиты | мм | 700-1120 |
| Наибольшее (установочное) перемещение сверлильной головки | мм | 170 |
| Перемещение шпинделя за один оборот штурвала | мм | 122, 46 |
| Рабочая поверхность стола | мм | 450х500 |
| Наибольший ход стола | мм | 300 |
| Установочный размер центрального Т-образного паза в столе по ГОСТ 1574-75 | мм | 18H9 |
| Установочный размер крайних Т-образных пазов в столе по ГОСТ 1574-75 | мм | 18H11 |
| Расстояние между двумя Т-образными пазами по ГОСТ 6569-75 | мм | 100 |
| Количество скоростей шпинделя | 12 | |
| Пределы чисел оборотов шпинделя | об/мин | 31,5-1400 |
| Количество подач | 9 | |
| Пределы подач | мм/об | 0,1-1,6 |
| Наибольшее количество нарезаемых отверстий в час | 55 | |
| Управление циклами работы | ручное | |
| Род тока питающей сети | трёхфазный | |
| Напряжение питающей сети | В | 380/220 |
| Тип двигателя главного движения | 4А1001.4 | |
| Мощность двигателя главного движения | кВт | 4 |
| Тип электронасоса охлаждения | Х14-22М | |
| Мощность двигателя электронасоса охлаждения | кВт | 0,12 |
| Производительность электронасоса охлаждения | л/мин | 22 |
| Высота станка | мм | 2535 |
| Ширина станка | мм | 835 |
| Длина станка | мм | 1030 |
| Масса станка | кг | 1200 |
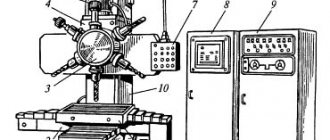
Принцип действия
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Паспорт сверлильного станка 2Н135
Данное руководство по эксплуатации «Паспорт сверлильного станка 2Н135» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации вертикально-сверлильного станка 2Н135.
Содержание
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Порядок транспортирования и установки станка
- Указания мер безопастности
- Состав станка
- Устройство и работа станка и его составных частей
- Пневмосистема
- Система смазки
- Порядок установки станка
- Порядок работы станка
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки станка при ремонте
- Указания по эксплуатации
- Свидетельство о консервации
- Свидетельство об упаковке
Скачать бесплатно «Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант «Паспорт, Руководство, Инструкцию по эксплуатации вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
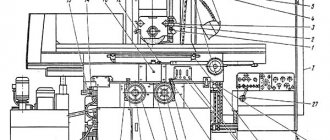
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Силовой агрегат станка располагается на верху корпуса. Шпиндельный блок и коробка передач станка располагаются в корпусе. Кинематическая схема оборудования имеет простое конструктивное решение, при котором силовой агрегат и скоростная коробка соединены прямым валом. Механическая регулировка скоростей осуществляется с помощью рукоятки, размещённой на фронтальной стороне сверлильной головки. Регулировка скорости производится вручную. Коробка осуществляет передачу скорости вращения шпинделя на двенадцати частотах.
Смазка работающих элементов агрегата осуществляется с помощью плунжерного насоса в автоматическом режиме. Оператору понадобится только контролировать по датчику, который расположен на фронтальной панели, уровень количества масла.
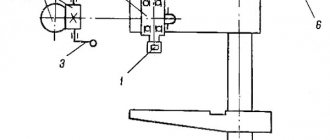
На этой модели установлена система ручной подачи шпинделя. Эта система включает в себя:
- Штурвал, который выполняет регулировочную функцию.
- Передачу червячного вида.
- Обгонной храповой и кулачной муфты.
- Лимба.
- Вала, горизонтального расположения, с реечной шестерней.
Руководство по эксплуатации электрооборудования сверлильного станка 2Н135
Данное «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135.
Содержание данной документации:
- Описание работы электрической схемы
- Краткая характеристика электрооборудования
- Система питания электрооборудования
- Сведения о первоначальном пуске
- Описание режимов работы
- Указания по эксплуатации электрооборудования
- Сведения о блокировках, системе сигнализации, защите и заземлении
- Указания по мерам безопастности
- Схема электрическая принципиальная
- Схема электрическая подключений
- Схема электрическая соединений
- Схема электрическая соединений блока реле
Скачать бесплатно «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Скачать бесплатно второй вариант «Руководство по эксплуатации электрооборудования вертикально-сверлильного станка 2Н135» в хорошем качестве можно по ссылке расположенной ниже:
Модификации
С целью обработки отверстий различных диаметров используются базовые агрегаты 2Н135. При этом на основе базовой модели производитель предлагает ряд модифицированных аппаратов. Определить целевое назначение конкретного станка можно по последней букве в его названии. К усовершенствованным моделям относятся:
- 2Н135А – агрегат, укомплектованный автоматической системой управления. Оператор контролирует работу техники посредством кнопочного управления.
- 2Н135К – агрегат координатного типа, оснащенный крестовым столом.
- 2Н135-1 – координатный станок, имеющий круглый стол, поворачивающийся вокруг оси колонны.
- 2Н135С – 1-позиционный аппарат с фланцевой пинолью, которая позволяет фиксировать головки для нескольких шпинделей.
- 2Н135Н – многопозиционный аппарат, в котором предусмотрена возможность фиксации многошпиндельных головок и столов, крутящихся вокруг оси колонны.
- 2Н135Ф2 – техника с числовым программным управлением. Данной модификацией также предусмотрено наличие револьверной головки, крестового стола и других дополнительных опций.
Схема электрическая принципиальная вертикально-сверлильного станка 2Н135
Схема электрическая принципиальная вертикально-сверлильного станка 2Н135 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную вертикально-сверлильного станка 2Н135 в хорошем качестве можно по ссылке расположенной ниже:
Схема электрическая принципиальная второго варианта вертикально-сверлильного станка 2Н135 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную второго варианта вертикально-сверлильного станка 2Н135 в хорошем качестве можно по ссылке расположенной ниже:
Приемы сверления труднообрабатываемых сплавов
К числу труднообрабатываемых сплавов относятся жаропрочные, титановые нержавеющие и т. п. стали. При сверлении их стандартным сверлом образуется сильно деформированная заклинивающаяся в канавках сверла ленточная стружка, вызывающая возникновение больших сил резания. Это влечет за собой увеличение вибраций сверла, вредно сказывающееся на состоянии его режущих кромок, которые быстро затупляются. Поэтому труднообрабатываемые сплавы нужно сверлить с учетом следующих рекомендаций:
- 1. Применять специальные укороченные (по сравнению со стандартными) сверла, длина которых не должна превышать их диаметр более чем в 4—5 раз.
- 2. Не применять сверла, укороченные в результате переточки стандартных сверл. Укорочение стандартного сверла приводит к увеличению длины поперечной режущей кромки вследствие того, что толщина перемычки возрастает по мере приближения к хвостовику.
- 3. При отсутствии специальных укороченных сверл можно на стандартные сверла надевать и закреплять жесткие разрезные втулки с внутренним диаметром, равным диаметру сверла, и наружным, равным 35..60 мм. Втулка должна быть закреплена вплотную к торцу патрона или шпинделя станка. Длина втулки зависит от длины сверла, но желательно, чтобы часть сверла, выступающая из втулки, по длине не превышала диаметр сверла более чем в 5..6 раз.
- 4. Чтобы повысить стойкость сверла, ширину его направляющих ленточек надо уменьшить до 0,2..0,4 мм, задний угол увеличить до 12° и применять двойную заточку.
- 5. Чтобы предотвратить заклинивание стружки, следует на задней поверхности сверла прорезать стружкоделительные канавки (рис. 86), разделяющие стружку по ширине на несколько частей; это улучшает условия отвода ее из отверстия.
- 6. Чтобы при выходе из отверстия стружка не наматывалась на сверло, применяют специальный стружкодробитель, представляющий собой конический колпачок, закрепляемый на сверле. Стружка, упираясь в колпачок, ломается на короткие спирали.
- 7. Сверление вести только с применением смазочно-охлаждающих жидкостей. Для жаропрочных сплавов рекомендуется 50%-ная эмульсия или водный раствор хлористого бария с добавкой 1%-ного нитрата натрия, для титановых сплавов — касторовое и осерненное масла, олеиновая кислота или ее смеси.