Станок 676. Инструментальный широкоуниверсальный фрезерный станок. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для фрезерных станков основными характеристиками является:
- размеры рабочей поверхности стола
- Расстояние от оси шпинделя до рабочей поверхности стола
- Наибольшее перемещение стола (продольное х поперечное х вертикальное)
- Число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками универсального фрезерного станка повышенной точности 676. Более подробно технические характеристики станка можно посмотреть в паспорте станка 676
| Величины | ||
| Размер рабочей поверхности стола (ДхШ) | мм | 630х250 |
| Наибольшее продольное перемещение | мм | 450 |
| Наибольшее вертикальное перемещение | мм | 400 |
| Скорость быстрого перемещения | м/мин | 0,935 |
| Наибольшее поперечное перемещение | мм | 300 |
| Расстояние от оси шпинделя до торца горизонтального шпинделя | мм | 155 |
| Наибольшее расстояние от торца шпинделя до плоскости углового стола | мм | 375 |
| Размеры рабочей поверхности углового стола (ДхШ) | мм | 800х250 |
| Размеры рабочей поверхности универсального стола (ДхШ) | мм | 630х200 |
| Мощность главного привода | кВт | 3 |
| Число оборотов главного привода | об/мин | 1430 |
| Габаритные размеры станка (ДхШхВ) | мм | 1200х1225х1755 |
| Масса станка | кг | 1385 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Коробка скоростей
Коробка скоростей станка 676П
Рассматривая особенности фрезерного станка следует уделить внимание и на коробку скоростей шпинделя:
- Представлена конструкция шестернями, которые изготавливаются из высокопрочной стали. Паспорт фрезерного станка 676п определяет возможность проведения ремонтных и обслуживающих работ путем открытия корпуса и демонтажа коробки скоростей. Корпус крепится к боковой стороне.
- На момент переключения перед есть вероятность совпадения зубьев и зацепления шестерен, когда диски не могут сводится. Паспорт содержит информацию по рекомендациям применения, где запрещается проводить переключение передач на момент работы фрезерного станка 676п под нагрузкой. Подобное действие может стать причиной поломки шестерен.
Описание данного фрезерного станка 676п также определяет то, что управление скоростями происходит путем переключения положения соответствующей рукоятки.
Паспорт станка 676. Широкойниверсального фрезерного станка
Данное руководство по эксплуатации «Станок инструментальный широкоуниверсальный фрезерный 676» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676.
СОДЕРЖАНИЕ
Назначение и область применения станка Распаковка и транспортировка станка
- Указания по распаковке и транспортировке
- Схема транспортировки станка
Фундамент станка, монтаж, установка
- Указания по установке станка
- Установочный чертеж
Подготовка станка к первоначальному пуску Паспорт станка
- Общие сведения, основные данные
- Основные размеры и посадочные места
- Схема расположения органов управлении
- Спецификация рукояток управления
- Кинематическая схема станка
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек
- Кинематическая схема механизмов управления и принадлежностей
- Спецификация зубчатых и червячных колес, червяков, винтов, гаек, цепных звездочек, реек, механизмов управления и принадлежностей……
- Механизм главного движения
- Механизм подач и кинематический расчет подач стола и горизонтальной бабки
- Схема расположения подшипников
- Спецификация подшипников качения
- Эксплуатационная характеристика станка
- Ведомость принадлежностей и инструмента
Описание станка
- Общая компановка станка
- Краткое описание углов станка
- Общие виды узлов
Паспорт электрооборудования станка
- Принципиальная электросхема
- Монтажная электросхема
- Общий вид размещения электрооборудовании
- Описание электросхемы станка
- Спецификация электроаппаратуры
Смазка станка
- Схема смазки станка
- Спецификация к схеме смазки станка
- Спецификация смазочных мест принадлежностей
- Указания по обслуживанию смазочной системы
Первоначальный пуск станка Наладка станка
Скачать паспорт широкоуниверсально-фрезерного станка 676 в хорошем качестве можно по ссылке расположенной ниже.
Особенности разборки и сборки станка 676П при ремонте
Периодически, в соответствии с графиком планово-предупредительных ремонтов, станок необходимо разбирать для текущего, среднего и капитального ремонтов в следующем порядке:
- отключить станок от электросети;
- снять принадлежности (вертикальную головку, стол и др.)
- снять хобот шпиндельной бабки;
- вывести шпиндельную бабку из своих направляющих, для чего:
- снять упоры 14 (рис.
- снять болты и конические штифты крепления кронштейна 13 винта 12
- освободить клин в станине и движением вперед вывести бабку из направляющих;
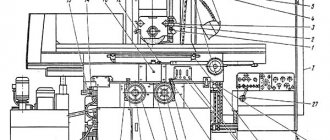
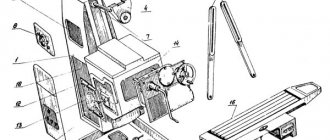
снять маховик 7 (рис. 9), а затем задний кожух 6, приводные клиновые ремни и цепи, освободив для этого натяжные звездочки 12; демонтировать вал привода коробки скоростей, создавая этим возможность для свободного снятия коробки скоростей, а затем вал, связанный с коробкой подач; извлечь из станины коробку скоростей, предварительно сняв винты и штифты крепления фланца коробки; снять крышку на станине со стороны, противоположной стороне крепления коробки подач, отделить насос от корпуса коробки, а затем, освободив крепежные винты и штифты, вынуть коробку подач; разобрать основной рабочий стол (рис. 7), для чего:
- освободить приставные опоры винта
- вывернуть винт из ходовой гайки
- освободить клин 5
- вывести рабочий стол из горизонтальных направляющих суппорта
снять суппорт со станины, освободив клин 23 (рис. 7) вращением маховика 18, поднять суппорт вверх до выхода винта 2 из ходовой гайки. Суппорт снимать со станины подъемником. Систему охлаждения и электрооборудование снимать по мере надобности.
Дальнейшую разборку узлов следует производить по чертежам общих видов узлов, приведенным в руководстве.
Разобранные детали следует тщательно промыть керосином или уайт-спиритом и насухо протереть. На невращающихся втулках необходимо сделать метки, определяющие их положение до разборки. Это обеспечит их соосность.
Сборку после ремонта нужно производить в порядке, обратном разборке.
При сборке следует обратить внимание на регулирование подшипников качения (избегать излишних натягов, способных вызвать перегрев подшипников). При капитальных ремонтах, шлифовании или шабровке направляющих нужно помнить, что правильное положение ходовых винтов определяется компенсаторами, толщина которых устанавливается в процессе сборки
Станок 676. Универсально-фрезерный. Руководство по эксплуатации
Данное руководство по эксплуатации «Станок универсальный фрезерный 676» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального фрезерного станка 676
СОДЕРЖАНИЕ
Назначение Распаковка и транспортировка Фундамент, монтаж и установка Паспорт Спецификация органов управления Спецификация зубчатых колес, винтов и гаек станка Спецификация зубчатых и червячных колес, червяков, винтов и гаек принадлежностей Механика главного движения Расчет чисел оборотов шпинделей Механика подач Расчет величин подач Спецификация подшипников, качения Комплектная ведомость Краткое описание станка и принадлежностей
- Общая компоновка
- Шпиндельная бабка
- Суппорт
- Коробка скоростей
- Коробка подач
- Вертикальная шпиндельная головка
- Основание и охлаждение
- Угловой стол
- Универсальный стол
- Тиски
Круглый стол Долбежная головка Делительная головка
- Гитара к делительной головке
- Быстроходная головка
Электрооборудование станка
- Описание электросхемы
- Защита
Спецификация покупного оборудования Спецификация к схеме смазки станка Спецификация смазочных мест и элементов системы смазки принадлежностей Указания по обслуживанию системы смазки Подготовка станка к пуску Наладка станка Установка инструмента Настройка числа оборотов Настройка величины подачи Установка принадлежностей Сложное деление Таблица подбора сменных шестерен для нарезания спиралей Регулировка станка
- Коробка скоростей
- Коробка подач
- Суппорт
- Шпиндельная бабка
- Основание и охлаждение
- Вертикальная шпиндельная головка
- Круглый стол
- Делительная головка
Акт приемки станка Испытание станка на соответствие нормам точности Принадлежности и инструмент к станку Общее заключение по испытанию станка Дополнительные замечания
Скачать руководство по эксплуатации широкоуниверсального фрезерного станка 676 в хорошем качестве можно по ссылке расположенной ниже.
Конструкция и описание компонентов станка
Внешний вид
Все фрезерные станки этого класса предназначены для обработки металлических изделий по внутренней, наружной или фасонной поверхности. С их помощью можно формировать канавки различной конфигурации, шлицы на валах, изготавливаются зубья для шестерен. Благодаря своей универсальной конструкции, характеристикам и многофункциональности станок успешно справляется с возложенными на него функциями.
Станок характеризуется продуманной компоновкой элементов. На чугунной основе установлена станина, на которой закреплены шпиндели, силовая установка, коробка передач и рабочий стол. На последнем есть монтажные пазы для фиксации деталей. В нижней части оборудования установлена выемка для сбора стружки. Дополнительно есть системы подачи СОЖ и охлаждающей жидкости.
Конструктивные особенности и характеристики широкоуниверсальных станков серии 676П:
- наличие двух шпиндельных головок для установки фрез. Одна из них имеет горизонтальное расположение, а вторая поворотно-вертикальное. Это дает возможность обрабатывать детали сложной конфигурации;
- разнообразие режимов работы. В первую очередь это относится к количеству оборотов шпинделей и подач. Для обработки конкретной заготовки можно выбрать оптимальный режим;
- наличие маховика с вертикальным перемещением. Он положительным образом сказывается на эргономике оборудования, а также повышает его технологические возможности.
Дополнительно предусмотрена возможность установки компонентов, не входящих в стандартную комплектацию. Таким образом, увеличивается перечень выполняемых операций, уменьшается время обработки одной заготовки.
Самым распространенным дополнением универсально-фрезеровального станка СФ-676 является долбежная головка. Так как оборудование достаточно устойчиво и на его корпусе практически не возникают вибрации — можно выполнять долбление детали из твердых сортов стали.
Преимущества
Конструкция «ДВОЙНОЙ ЦИЛИНДР»
В станке применяется оригинальное решение конструкции ВФГ, по принципу «ДВОЙНОЙ ЦИЛИНДР», которою можно поворачивать под углом ±90 градусов. Конструкция «ДВОЙНОЙ ЦИЛИНДР» обеспечивает стабильность обработки и сохранность корпуса от разрушений, позволяет вести силовое фрезерование.
Станок комплектуется блоками УЦИ производства СКБ ИС и производства GIVI-Electonics. Блок УЦИ оснащен прямой системой отсчета, которая отображает фактическое положение или перемещение рабочего узла в пространстве, а не вращение приводного винта оси.
Подача СОЖ в зону резания осуществляется через модульно-шарнирную трубку
Реализована возможность производить долбежные операции.
Наличие двух шпинделей
Наличие двух шпинделей, горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Промышленное светодиодное освещение
На станке применяются промышленное светодиодное освещение, возможна установка дополнительного, более мощного, герметичного освещения.
Модификации станка СФ-676
СФ-676-40АТ5 — модификация станка с конусом 7:24-40 СФ-676-КМ4 — модификация станка с конусом КМ4
СФ-676-КМ4-Ф2— модификация станка с УЦИ на 2 координаты, конус КМ4
СФ-676-40АТ5-Ф2 — модификация станка с УЦИ на 2 координаты, конус 7:24-40
СФ-676-40АТ5-Ф3 — модификация станка с УЦИ на 3 координаты, конус 7:24-40
СФ-676-КМ4-Ф3 — модификация станка с УЦИ на 3 координаты, конус КМ4
СФ-676-Л — облегченная модификация станка для установки в передвижные мастерские
Функциональные возможности
Широкоуниверсальный фрезерный станок СФ-676 дает возможность выполнять следующие операции по металлу:
- сверление;
- фрезерование;
- расточка;
- развертывание;
- долбежка;
- зенкерование.
При фрезеровании широкоуниверсальный фрезерный станок СФ-676 позволяет вести обработку заготовок длиной до 80 см и шириной до 25 см.
Конструктивные особенности
Выделяют следующие ключевые конструктивные особенности широкоуниверсального фрезерного станка СФ-676:
- литая чугунная станина обеспечивает эффективное гашение вибраций и, как следствие, высокую точность обработки заготовок;
- широкий диапазон возможных скоростей подачи и частоты вращения шпиндельной головки обеспечивает универсальность оборудования, возможность применения различных режимов обработки;
- система подачи СОЖ с электронасосом производительностью 22 л/минуту;
- широкоуниверсальный фрезерный станок СФ-676 оснащают дополнительным шпинделем на выдвижном хоботе с возможность поворота рабочего инструмента в диапазоне под углом к обрабатываемой заготовке (0-90 градусов в двух плоскостях);
- возможность одновременного использования вертикального и горизонтального шпинделя.
Шпиндельная бабка
Данный элемент конструкции представлен отдельным корпусом, где находятся шестерни. Конструкция может перемещаться по установленным направляющим, что представляет собой поперечную подачу. Расшифровка названия станка определяет то, что он относится к вертикально-фрезерной группе за счет вертикального расположения самого шпинделя. Зажим инструмента осуществляется с помощью специального шомпола. В качестве ограничителя устанавливаются промежуточные упоры. Особенности конструкции позволяют проводить координатно-расточные работы. Для этого были установлены индикатородержатель и плиткодержатель, необходимые для фиксации мерной плитки.
Особенности конструкции
Станок признан широкоуниверсальным благодаря наличию двух шпинделей – горизонтального и вертикального, а также большого количества различных принадлежностей к станку. Основание станка выполнено из чугуна и обеспечивает устойчивость оборудования с поглощением возникающих вибраций. Особенности конструкции позволяют работать как с мелкими заготовками, так и с деталями длиной до 80 см. При этом станок отличается небольшими габаритами и его можно установить в небольшом цеху.
Коробка скоростей шпинделя
Механизм перевода скоростей базируется спереди основания коробки. При максимально вертикальном положении ручки происходит разведение дисков, имеющих отверстия. Если диски нужно свести в обратное положение – ручку опускают вниз.
Коробка подач
Для сохранения траектории движения шестерен используется главная шестерня, которая задействуется при включенном реверсе коробки скоростей. При этом масло подается совсем маленькими порциями.
Суппорт
Корпусная основа суппорта является механизмом по типу «ласточкин хвост». Он отвечает за движение основной рабочей зоны в двух направлениях. Вертикальное продвижение производится благодаря направляющим, которые имеются на станине. Продольное перемещение осуществляется за счет горизонтальных направляющих. Управление происходит за счет ходового вала, а последний получает движение от коробки передач.
Шпиндельная бабка
Механизм бабки шпинделя снабжен шомполом. Благодаря ему зажимается весь инструментарий станка. Для установки величины автоматического движения шпиндельной бабки существуют промежуточные опоры.
Вертикальная головка
Вертикальная головка вмонтирована в хоботную планшайбу. Конструкция имеет способность поворачиваться на 90° от вертикальной оси. Оператор может установить нулевой угол поворота при необходимости. В таком случае головку нужно зафиксировать двумя штифтами с использованием болтов с внутренними шестигранниками. Шлицы передают вращательное движение хвостовой части шпинделя, а двухрядный и роликовый подшипники служат опорой для вертикального шпинделя.
Угловой горизонтальный стол
Эта конструкция отлита из чугуна и прикреплена болтами к основной рабочей поверхности. Для прикрепления имеются Т-образные пазы – 3 штуки.
Тиски
Могут вращаться вокруг своей оси. Являются неотъемлемой конструкцией станка и могут быть дополнительно смонтированы на обоих столах, что значительно облегчает работу.
Долбежная головка
Долбежная головка вмонтирована в состав специального круглого корпуса. Сюда же входит специальный хобот, который вмонтирован в долбежную и вертикальную головки.
Коробка подач
Коробка подач станка 676П
Для ускоренного перемещения установили коробку подач. Рекомендацией по использованию данной функции можно назвать установку крестовой рукоятки в нейтральное положение. Это позволяет исключить вероятность возникновения довольно большого количества проблем с шестернями.
Существенно продлевает срок эксплуатации конструкции поршневой насос. Предназначен (назначение) его заключается в подаче смазывающей жидкости, которая способствует снижению силы трения. Конструкция поршня выполняет возвратно-поступательное движение, за счет которого происходит всасывания смазывающей жидкости и ее подача в область трения. Для контроля степени смазывания у фрезерного станка 676п есть прозрачный глазок, через который и проводится наблюдение за процессом образования масляного тумана в зоне трения шестерен.