Описание, паспорт
Это агрегат, в котором рабочий стол имеет увеличенные размеры, а само оборудование снабжено более мощным главным двигателем, чем его предшественники и аналоги. Отличается значительным запасом прочности, надежности и функциональностью узлов, которые имеют свои конструктивные особенности в данном оборудовании.
Станок является автоматизированным и настроен на разные автоматические циклы. Это значительно улучшает показатели производительности, тем более что к такому оборудованию необязательно искать рабочего с повышенной квалификацией.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт консольно-фрезерного станка 6Р82Ш.
Параметры рабочего стола
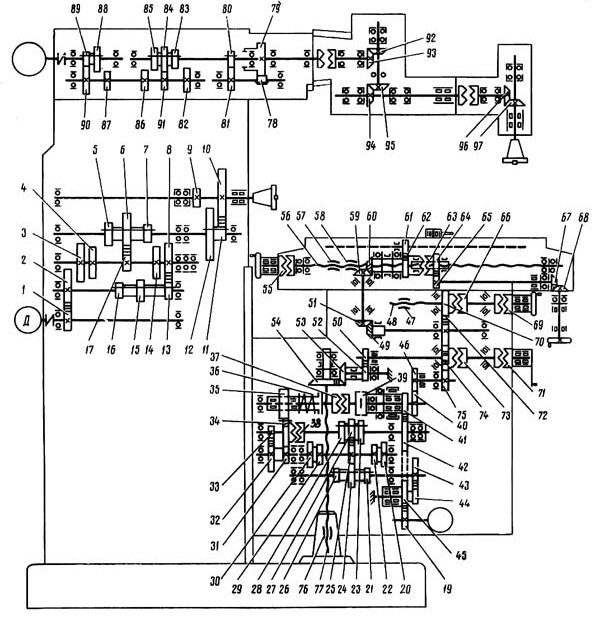
Кинематическая схема
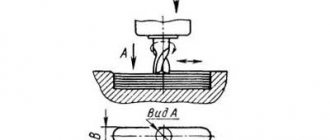
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение. Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
- количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Технические характеристики
Наибольшее перемещение стола в см:
- поперек оси – 32;
- вдоль – 80;
- вертикально – 42.
Ускоренное перемещение стола см/мин:
- вдоль– 400;
- поперек – 400;
- вертикально – 133.
Максимальный вес заготовки для обработки – 1 тонна. 18 ступеней рабочих подач стола. расстояние от торца шпинделя до стола от 3 см до 45. Расстояние между хоботом и осью шпинделя – 15.5 см.
Шпиндель имеет 11 скоростей, а вращается шпиндель с частотой от 31,5 об/мин до 1600 об/мин. Масса станка в – 3,3 тонны.
СПЕЦМЕХАНИЗМЫ
Стоимость: Уточняйте
Широкоуниверсальный консольно-фрезерный станок мод. 6Р82Ш предназначен для выполнения различных фрезерных работ в условиях индивидуального, мелкосерийного, серийного производства. На подобных станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раздельная, так и одновременная работа обоими шпинделями. При установке серьги станок может быть использован как обычный горизонтально-фрезерный.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений. Технические характеристики и жесткость станка позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
| Технические характеристики | |
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Число Т-образных пазов | 3 |
| Наибольшие перемещения стола, мм | |
| продольное (механическое / вручную) | 800/800 |
| поперечное (механическое / вручную) | 240/250 |
| вертикальное (механическое / вручную) | 410/420 |
| Min. и max. расстояния от оси шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси шпинделя до хобота, мм | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 35-535 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины, мм | 260-280 |
| Перемещения стола на одно деление лимба (продольн.,поперечн.,вертикал.), мм | 0,05 |
| Перемещения стола на один оборот лимба, мм | |
| продольное и поперечное | 6 |
| вертикальное | 2 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
| Поворот головки в поперечной плоскости стола, град.: | |
| к станине | 45 |
| от станины | 90 |
| Поворот головки в продольной плоскости стола, град. | 360 |
| Поворот накладной головки, град. | 360 |
| Размер горизонтального шпинделя по ГОСТ 15945-70 | 50 |
| Размер шпинделя поворотной и накладной головок по ГОСТ 15945-70 | 40 |
| Мощность электродвигателя привода главного движения, кВт | 7,5 |
| Габариты станка, мм: | |
| длина | 2470 |
| ширина | 1950 |
| высота | 1950 |
| Масса станка, кг | 3300 |
Напишите нам
Возврат на главную страницу
Достоинства и недостатки
Преимущества данного станка:
- Помимо, фрезеровочных операций на станке можно заниматься строганием, шлифованием, а также размерной отрезкой.
- Технологическая оснастка и переналадка оборудования не представляются сложными.
- Станок для своих возможностей компактный и отличается низким энергопотреблением.
- Высокие параметры точности при изготовлении конечной продукции.
- Агрегат изготовлен с повышенными параметрами универсальности, что позволяет использовать разные виды фрез.
Недостатком можно считать неполное охлаждение отдельных участков шпинделя.
Назначение и область применения
Процесс фрезерования на рассматриваемом оборудовании реализуется при получении преимущественно плоских поверхностей, кромок или пазов на металлических заготовках. При высокой номенклатуре изготавливаемых деталей целесообразность применения универсально-фрезерного оборудования обосновывается рядом причин:
- Относительно несложной переналадкой станка и технологической оснастки к нему.
- Высокой стойкостью основного инструмента – фрез (при условии, что выбранная марка инструментальной стали и режим термообработки соответствуют общепринятым рекомендациям).
- Компактностью металлорежущей машины и малым ее энергопотреблением.
- Возможностью выполнения на станке 6Р82Ш иных операций, наиболее распространенными из которых являются строгание, шлифование, размерная отрезка.
- Удобствами при техническом обслуживании, а также сравнительно высокими параметрами точности конечной продукции.

Широкоуниверсальный фрезерный станок 6Р82Ш, как это следует из наличия буквы Ш в обозначении модели, адаптирован для обработки различных марок стали и чугуна, а также для таких металлов как медь и алюминий.
Инвестиционный портфель всегда должен быть достаточно диверсифицирован, ликвиден и приносить доход. Личный финансист подберет активы и составит из них портфель, который будет отвечать выбранному инвестиционному курсу, а страхование инвестиций поможет снизить риски.
В инструментальном производстве станок используется для изготовления корпусных деталей штамповой и литейной оснастки, а также прочих изделий, имеющих плоские поверхности. Ограничения по предельным размерам заготовок принципиального значения не имеют, поскольку конструкцией рассматриваемого оборудования предусмотрена возможность фрезерных работ на изделиях, размеры которых превышают габариты рабочего стола.
Повышенная универсальность станка 6Р82Ш подчеркивается возможностью установки различного типа фрез.
Закрепленные в своих шпиндельных головках, они могут вести обработку различных участков заготовки одновременно, что увеличивает производительность фрезерования. Привод каждой головки осуществляется собственным двигателем.

Конструктивные особенности
Передняя головка со шпинделем сконструирована на подвижном хоботе и способна разворачиваться под углом в разных плоскостях, расположенных перпендикулярно друг другу. Можно работать двумя шпинделями порознь и одновременно.
Чтобы расширить возможности оборудования, помимо серег к нему установили дополнительную накладную головку. Она помогает обрабатывать крупногабаритные детали, а также проводить простейшие расточные работы.
Имеется механизм выборки люфта, который позволяет производить встречное и полуторное фрезерование в стандартном режиме и в режиме с автоматическими циклами.
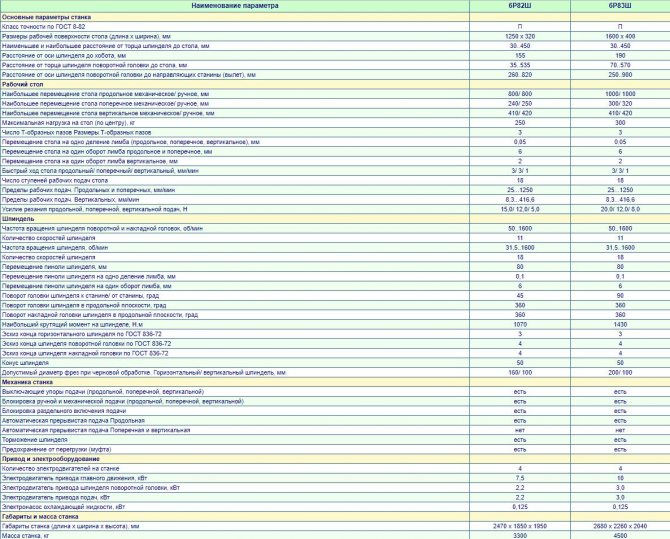
Станок консольно-фрезерный широкоуниверсальный 6Р82Ш
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ 6Р82Ш |
| Класс точности по ГОСТ 8-82Е | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250х320 |
| Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм | 30..450 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 35..535 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 260..820 |
| Наибольшее перемещение стола продольное/ поперечное (ручное)/ вертикальное (ручное), мм | 800/ 240 (250)/ 410 (420) |
| Максимальная нагрузка на стол (по центру), кг | 250 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 |
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 3/ 3/ 1 |
| Число ступеней рабочих подач стола | 18 |
| Пределы рабочих подач стола. Продольных и поперечных, мм/мин | 25…1250 |
| Пределы рабочих подач стола. Вертикальных, мм/мин | 8,3…416,6 |
| Усилие резания продольной, поперечной, вертикальной подач, Н | 15,0/ 12,0/ 5,0 |
| Частота вращения шпинделя поворотной и накладной головок, об/мин | 50..1600 |
| Количество скоростей шпинделя | 11 |
| Частота вращения горизонтального шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли (гильзы) шпинделя, мм | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,1 |
| Перемещение пиноли шпинделя на один оборот лимба, мм | 6 |
| Поворот головки шпинделя к станине/ от станины, град | 45 |
| Поворот головки шпинделя в продольной плоскости, град | 360 |
| Поворот накладной головки шпинделя в продольной плоскости, град | 360 |
| Наибольший крутящий момент на шпинделе, Н.м | 1070 |
| Эскиз конца горизонтального шпинделя по ГОСТ 836-72 | 3 |
| Эскиз конца шпинделя поворотной головки по ГОСТ 836-72 | 4 |
| Эскиз конца шпинделя накладной головки по ГОСТ 836-72 | 4 |
| Конус шпинделя | 50 |
| Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм | 160/ 100 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Количество электродвигателей на станке | 4 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электродвигатель привода шпинделя поворотной головки, кВт | 2,2 |
| Электродвигатель привода подач стола, кВт | 2,2 |
| Электронасос охлаждающей жидкости, кВт | 0,125 |
| Габаритные размеры, мм | 2470х1850х1950 |
| Масса, кг | 3300 |
| Смотрите также модернизированную модель: 6Т82Ш консольно-фрезерный широко универсальный станок 320х1250 | |
Широкоуниверсальный консольно-фрезерный станок 6Р82Ш предназначен для выполнения разнообразных фрезерных работ, главным образом, при изготовлении металлических моделей штампов, пресс-форм для работ в условиях серийного и единичного производства.
Преимуществом широкоуниверсальных фрезерных станков является возможность производить с одной установки обработку заготовки с разных сторон, что очень важно в инструментальном, ремонтном и опытном производствах, где установка, выверка и закрепление заготовки занимают много времени и требуют высокой квалификации рабочего.
Для обработки различного вида поверхностей, а также крупногабаритных моделей, превышающих по своим размерам габариты стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под углом в двух взаимно перпендикулярных плоскостях.
На станке предусмотрен горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами.
Предусмотрена как раздельная, так и одновременная работа двумя шпинделями. При установке серег, прилагаемых к станку, станок может быть использован как горизонтально-фрезерный.
Для расширения возможностей станка, кроме серег, прилагается дополнительная накладная поворотная головка. Накладная головка позволяет обрабатывать крупногабаритные детали, а также производить простейшие расточные работы.
Наличие механизма выборки люфта в винтовой паре продольной подачи стола позволяет производить встречное и попутное фрезерование как в простых режимах, так и режимах с автоматическими циклами.
Фрезерование зубчатых колес, разверток, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производится на данных станках с применением делительной головки или накладного круглого стола.
Смазка направляющих консоли и узла «стол — салазки» осуществляется от плунжерного насоса централизованно. Благодаря эффективной смазке повышается долговечность работы этих узлов, обеспечивается более длительное сохранение первоначальной точности и сокращается время на обслуживание. Шероховатость обработанной поверхности Rz 20 мкм. Класс точности станка П по ГОСТ 8—77.
Станок предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и широкоуниверсальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Технические особенности фрезерного станка 6Р82Ш:
- Широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления.
Технические характеристики и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка)
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней
- торможение постоянным током
Станки автоматизированы и могут быть настроены на различные автоматические циклы.
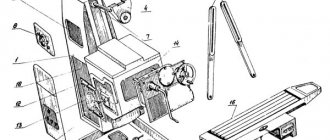
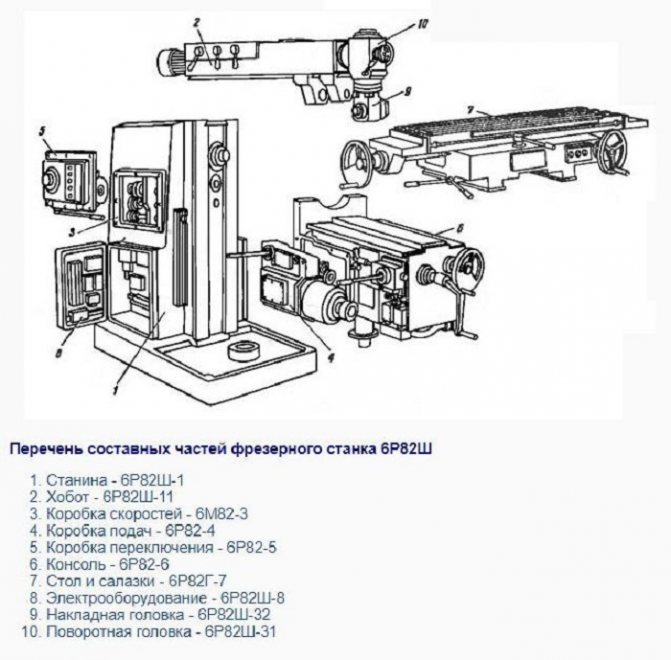
Перечень и расположение составных частей
Станок 6Р82Ш состоит из следующих основных частей:
- вертикальная основа (станина) с направляющими;
- фундаментная плита;
- инструментальная консоль с наличием подвижных салазок;
- поворотная плита (хобот);
- рабочий стол;
- скоростная коробка, которая спрятана внутри станины;
- механизм коробки передач;
- поворотная или дополнительная головка;
- органы управления станком;
- емкости, содержащие смазочно-охлаждающую жидкость.
В итоге рабочий стол может передвигаться по всем трем координатам. Чтобы исключить вибрации центр тяжести расположен ниже поверхности рабочего подвижного стола.
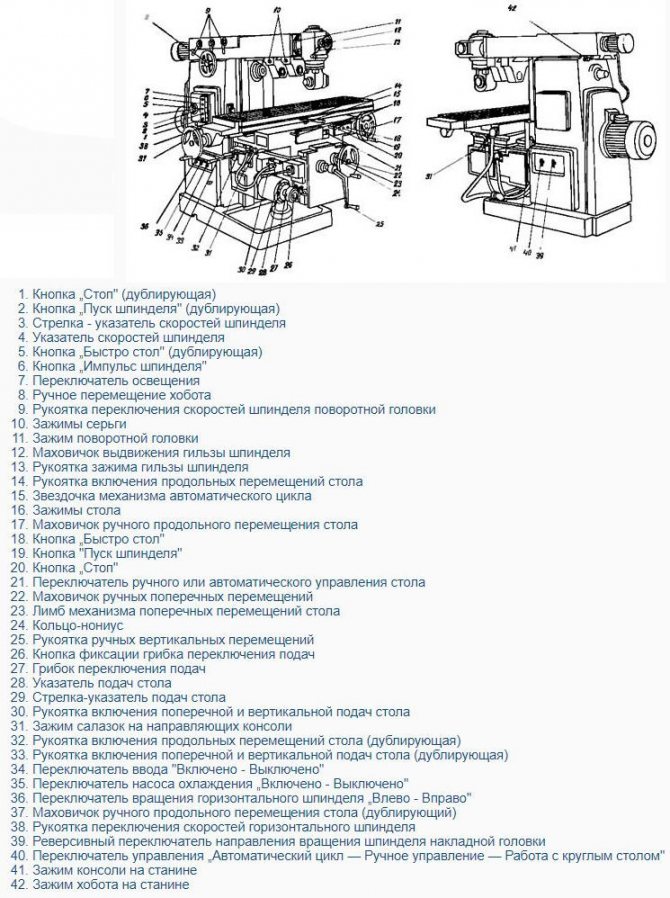
Перечень органов управления
У рассматриваемого агрегата есть два режима управления: ручной и автоматический. В основу управления входят:
- рукоятки, чтобы переключать действие механизмов коробки передач и скоростей;
- кнопки, позволяющие включать и выключать различные узлы;
- небольшие маховики чтобы в стандартном режиме перемещать стол;
- рукоятки для смещения подвижной панели;
- органы, которые управляют вращением непосредственно шпинделя;
- кнопка, отвечающая за экстренную остановку агрегата.
Разные рукоятки расположены с обеих сторон агрегата.
Основные узлы и механизмы
Стандартные узлы и механизмы фрезеровального станка имеют свои конструктивные особенности.
При включении основного двигателя запускается электромагнитная муфта. Через систему зубчатых передач движение передается инструментальной головке со шпинделями. При помощи маховика перемещают хобот, в котором имеется коробка скоростей.
Для установки необходимой скорости следует переключать отдельные ступени специальным механизмом ременной передачи. Все основные узлы станка объединяет консоль. Она производит управление изменяемыми координатами.
Смазка агрегата переключения непосредственно от смазки механизма скоростей путем разбрызгивания масла с трубки, расположенной в верхней части станины.
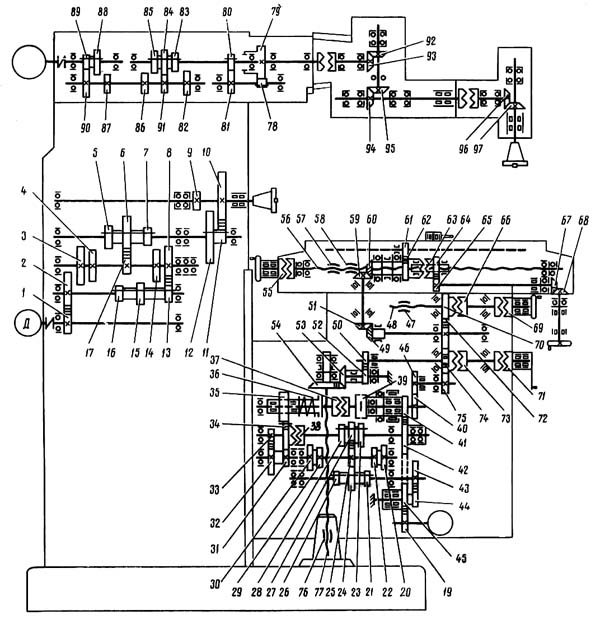
Кинематическая схема
Последовательность движений всех частей привода фрезерного станка 6Р82Ш определяется взаимодействием его основных узлов. Основными рабочими движениями являются движение инструментальной головки со шпинделями и движение подачи стола. Для коробки подач станка характерно определенное сочетание ступеней частоты вращения (всего 18). При этом наименьшая частота вращения составляет 0,52 с-1, а наибольшая – 26,6 с-1. В свою очередь, шпиндели станка приводятся во вращение от собственного электродвигателя, используя зубчатые передачи. Число скоростей -12, при наименьшей и наибольшей соответственно 0,83 с-1 и 26,6 с-1.
Отдельной ветвью кинематической схемы является привод механизма движения стола в поперечном и продольном направлениях. Движение от отдельного электродвигателя через муфту передается на зубчатые передачи. Из-за наличия различных комбинаций пар шестерен диапазон возможных скоростей горизонтальной подачи составляет от 25 до 2500 мм/мин. Возможна также ускоренная подача – 3000 мм/мин. В вертикальном направлении наибольшая скорость подачи составляет 416 мм/мин, а наименьшая – 8,3 мм/мин, при скорости подачи в установочном (наладочном) режиме 1000 мм/мин.
Кинематическая схема станка предусматривает электромеханическую блокировку от одновременного включения нескольких подач рабочего стола.
Соблюдение техники безопасности
Техника безопасности при работе на фрезерном станке включает правила поведения не только во время работы, но и при подготовке оборудования:
- застегнуть рукава, одеть головной убор;
- проверить наличие защитного экрана и исправность заземления;
- проконтролировать исправность станка на холостом ходу;
- нельзя пользоваться неисправным инструментом или затупленной фрезой;
- запрещено отходить от работающего станка или отвлекаться от работы;
- запрещено при вращающейся фрезе производить замеры;
- также нельзя убирать стружки руками или ветошью;
- по окончании работ необходимо выключить станок от общей силовой сети;
- все направляющие станка смазать.
Если не соблюдать правила техники безопасности, то работа на фрезерном станке может привести к травматизму.
Аналоги
К основным аналогам станка 6Р82Ш относятся следующие агрегаты:
- 6Р83Ш – широкоуниверсальный консольно-фрезерный станок 400х1600;
- 6Р83 – консольно-фрезерный станок 400х1600;
- 6Р82Г – станок консольно-фрезерный горизонтальный 320х1250.
Вся серия 6Р запущена в производство горьковским заводом в 1972 году и до сих пор станки данной серии выпускаются и пользуются популярностью, поскольку отличаются надежностью.
Станок консольно-фрезерный 6Р82 Ш успешно используется для самого широкого спектра фрезерных работ. Фрезеровать заготовку массой до 1 тонны можно с обеих сторон станка, что является еще одним преимуществом и полезной конструктивной особенностью. Также есть возможность на данном оборудовании проводить простейшие расточные работы.
По габаритам и производительности агрегат успешно применяется не только на мелкосерийном и единичном производстве, но и на некоторых крупных ремонтных предприятиях, тем более что сам станок очень надежен и без перебоев работает не один год. При сильном износе главных узлов проводится их замена и станок снова на долгое время в строю.