13.08.2020 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- Суть любого вида гибки металла
- Основные способы и виды гибки металлов
- Области применения различных видов гибки металлов
Разнообразные виды гибки металла используются в тех случаях, когда обработать или изготовить изделия при помощи обычных тисков попросту невозможно. К примеру, трубу маленького диаметра можно согнуть, но для больших такой метод не сработает. Гибка металла позволяет сделать это без деформаций и повреждений материала, при этом с сохранением требуемого радиуса кривизны.
Существует ручная и автоматизированная гибка металла. Однако есть и иные виды, выбор которых определяется не только типом металлической заготовки, но и техзаданием. У каждого типа свои нюансы и особенности, которые стоит знать перед выбором и началом работы.
Суть любого вида гибки металла

В процессе гибки на листовой металл воздействуют определенным образом, придавая ему нужную форму в соответствии с чертежами. Эта слесарная операция не требует дополнительной сварки или других способов соединения деталей, изменяющих структуру металла и уменьшающих его прочностные характеристики и срок службы. Во время гибки наружные слои металла растягиваются, а внутренние – сжимаются.
Суть этого способа обработки материала заключается в изгибании листа на заранее определенный угол. Заготовка в процессе деформируется, при этом на степень деформации влияет толщина металла, угол изгиба, хрупкость материала и скорость изгибания.
VT-metall предлагает услуги:
Для операции гибки используют специальное оборудование, с помощью которого производится необходимая обработка заготовки, при этом готовое изделие не имеет дефектов. Неправильная гибка приводит к образованию множества микротрещин, ослаблению материала в зоне гиба, и, как следствие, к вероятности разлома детали в этом месте.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Существуют различные виды гибки металла в зависимости от толщины обрабатываемых металлических листов. Необходимо, чтобы напряжение изгиба было выше предела упругости. Для того, чтобы готовая деталь после снятия нагрузки, испытываемой в процессе гибки, сохраняла заданную форму, деформация должна быть пластической.
К достоинствам разных видов гибки металла в слесарном деле относятся:
- высокая производительность;
- автоматизация слесарной операции;
- бесшовное готовое изделие;
- устойчивость детали к коррозии;
- прочность полученных деталей.
Если в процессе обработки используют сварку, то со временем в свариваемой области возникает коррозия, которую невозможно полностью предотвратить даже при помощи специальных защитных покрытий. При гибке металлическая конструкция остается цельной, что защищает ее от коррозионных проявлений.
Не все заготовки могут обрабатываться посредством использования разных видов гибки металла в тисках и на другом оборудовании. Предварительному выяснению подлежат следующие моменты:
- величина максимального радиуса гиба, его сравнение с фактической толщиной обрабатываемой детали;
- направление волокон прокатки;
- начальное значение предела текучести металла;
- возможные отклонения формы готовой детали после обработки.
Эти данные необходимо учитывать при работе с тонколистовыми заготовками. При обработке труб и отдельных видов профильного металлопроката (круга, шестигранника, уголка и т. п.) учету подлежит также допустимая относительная деформация заготовки после гибки.
Классификация и особенности процесса
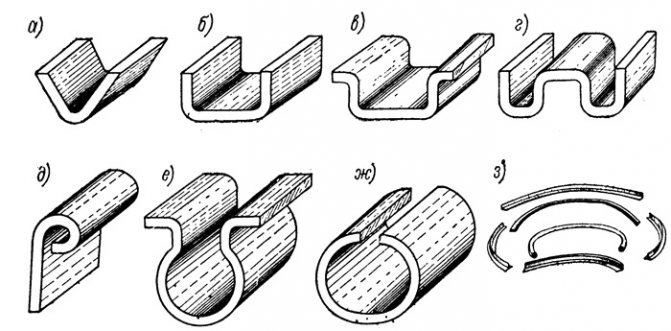
В соответствии с поставленными задачами технология гибки листового металла разрабатывается для следующих вариантов:
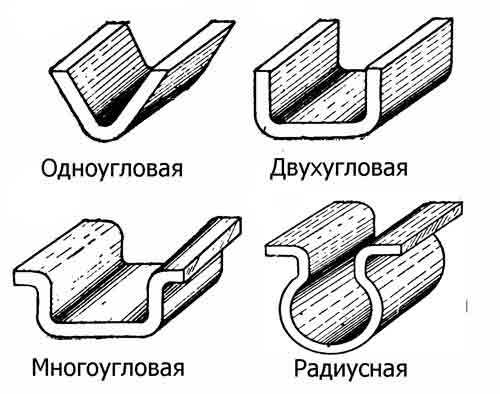
- Одноугловая (называемая иногда V-образной гибкой).
- Двухугловая или П-образная гибка.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) — получение изделий типа петель, хомутов из оцинковки и пр.
Усилия при гибке невелики, поэтому ее преимущественно выполняют в холодном состоянии. Исключение составляет гибка стального листа из малопластичных металлов. К ним относятся дюралюминий, высокоуглеродистые стали (содержащие дополнительно значительный процент марганца и кремния), а также титан и его сплавы. Их, а также заготовки из толстолистового металла толщиной более 12…16 мм, гнут преимущественно вгорячую.
Гибку сочетают с прочими операциями листовой штамповки: резку и гибку, с вырубкой или пробивкой сочетают довольно часто. Поэтому для изготовления сложных многомерных деталей широко используются штампы, рассчитанные на несколько переходов.
Особым случаем гибки листового металла считается гибка с растяжением, которую используют для получения длинных и узких деталей с большими радиусами гибки.
В зависимости от размера и вида заготовки, а также требуемых характеристик продукции после деформирования, в качестве гибочного оборудования используются:

- Вертикальные листогибочные прессы с механическим или гидравлическим приводом;
- Горизонтальные гидропрессы с двумя ползунами;
- Кузнечные бульдозеры — горизонтально-гибочные машины;
- Трубо- и профилегибы;
- Универсально-гибочные автоматы.
Для получения уникальных по форме и размерам конструкций, в частности, котлов турбин и т.п., применяют и экзотические технологии гибки листовой стали, например, энергией взрыва. В противоположность этому, вопрос — как гнуть жесть — не вызывает сложностей, поскольку пластичность этого материала — весьма высокая.
Характерная особенность листогибочных машин — сниженные скорости деформирования, увеличенные размеры штампового пространства, сравнительно небольшие показатели энергопотребления. Последнее является основанием для широкого производства ручных гибочных станков, предназначенных для деформации оцинкованного материала. Они особо популярны в небольших мастерских, а также у индивидуальных пользователей.
Несмотря на кажущуюся простоту технологии, баланс напряжений и деформаций состояния в заготовке определить затруднительно. В процессе изгиба материала в нем возникают напряжения, вначале — упругие, а далее — пластические. При этом гибка листового материала отличается значительной неравномерностью деформации: она более интенсивна в углах гибки, и практически незаметна у торцов листовой заготовки. Гибка тонколистового металла отличается тем, что внутренние его слои сжимаются, а наружные — растягиваются. Условную линию, которая разделяет эти зоны, называют нейтральным слоем, и его точное определение является одним из условий бездефектной гибки.
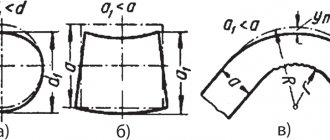
В процессе изгиба металлопрокат получает следующие искажения формы:
- Изменение толщины, особенно для толстолистовых заготовок;
- Распружинивание/пружинение — самопроизвольное изменение конечного угла гибки;
- Складкообразование металлического листа;
- Появление линий течения металла.
Все эти обстоятельства необходимо учитывать, разрабатывая технологический процесс штамповки.
Основные способы и виды гибки металлов
Выделяют два вида гибки металлов в зависимости от ориентирования заготовки:
- Продольная, при которой металл только изгибают.
- Поперечная (например, отгибают борта, перегибают, высаживают заготовки и т. д.), при которой металл также осаживают и вытягивают.
Для продольной гибки используются соответствующие станки, на которых работают с холодными металлами. Поперечная гибка возможна:
- в случаях небольшого радиуса искривления, если холодная обработка приведет к возникновению чрезмерных напряжений;
- при работе с толстыми металлическими заготовками.
Нагревание заготовок большой площади повышает вероятность появления кривизны по сферической и винтовой поверхностям. При работе с холодными деталями она не образуется благодаря тому, что металл пружинит, препятствуя появлению кривизны.
Для поперечной гибки металл всегда нагревают. Кромки прямых листов (заготовки судовых корпусов) изгибаются в холодном состоянии без осаживания на специальных станках или прессах.
Если необходима обработка кромок и образование отверстий, заготовка изгибается в горячем виде, т. к. при нагревании меняется расстояние между отверстиями, а кромки в процессе вытягивания или осаживания теряют правильные очертания.
Основные приемы гибки деталей из труб
Гибку деталей из труб производят в холодном и горячем состояниях ручным и механизированным способами, с наполнителями и без наполнителей.
Наполнители применяют для исключения образования складок и сплющивания стенок труб. В качестве наполнителей используется просушенный мелкий песок или синтетические гранулы.
Для каждой трубы в зависимости от ее диаметра и материала установлен минимально допустимый радиус гибки. При меньшем радиусе гибка недопустима (табл. 1).
Таблица 1. Значения минимально допустимых радиусов гибки труб в холодном состоянии, мм
| Наружный диаметр трубы, мм | Материал трубы | Наружный диаметр трубы, мм | Материал трубы | ||||||
| Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | Сталь 45 | Сталь 35 | Сталь 20 | Сталь 10 | ||
| 18 | 74 | 62 | 56 | 43 | 105 | 450 | 344 | 282 | 240 |
| 24 | 95 | 79 | 65 | 55 | 110 | 510 | 377 | 310 | 264 |
| 32 | 115 | 96 | 79 | 67 | 130 | 536 | 450 | 370 | 315 |
| 38 | 156 | 131 | 107 | 91 | 145 | 578 | 484 | 398 | 339 |
| 50 | 197 | 165 | 136 | 115 | 155 | 620 | 522 | 430 | 360 |
| 60 | 238 | 199 | 165 | 139 | 181 | 720 | 600 | 498 | 425 |
| 75 | 280 | 260 | 194 | 173 | 194 | 752 | 630 | 516 | 444 |
| 80 | 324 | 270 | 224 | 190 | 206 | 835 | 702 | 575 | 488 |
| 90 | 362 | 302 | 250 | 213 | 220 | 920 | 770 | 635 | 540 |
При гибке в холодном состоянии труб диаметром до 25 мм применяются ручные приспособления.
На рис. 4, а показан ручной станок, предназначенный для гибки труб диаметром от 12 до 20 мм. Станок имеет ось 1 и опорную плиту 2, с помощью которых он крепится болтами к верстаку. Рабочими органами станка являются неподвижный ролик 4 с хомутиком 5, укрепленный на оси 1, и подвижный ролик 3, закрепленный на скобе 6 с рукояткой 7. Изгибаемую трубу концом закладывают в хомутик между роликами, затем вращают скобу с подвижным роликом вокруг оси неподвижного ролика до получения требуемого изгиба, после чего возвращают скобу в исходное положение и вынимают трубу.
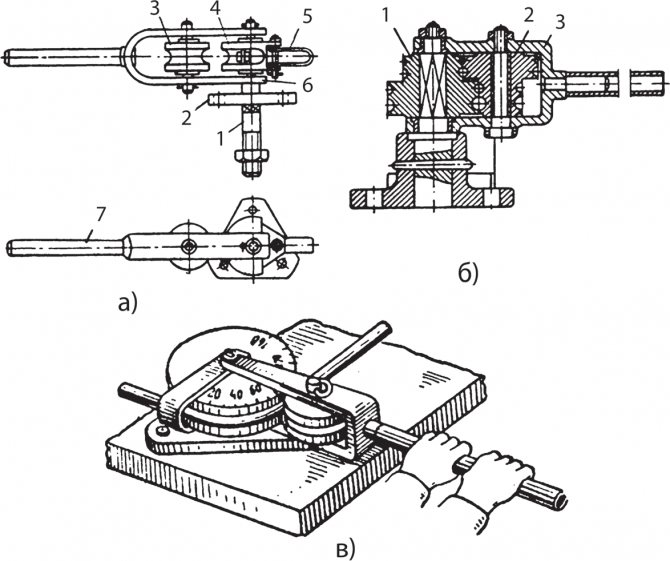
Рис. 4. Гибка на ручных приспособлениях
Для гибки медных трубок разных диаметров при сборке машин применяют многоручьевой трубогиб (5.66, б). В этом случае трубку пропускают между роликами 1 и 2 до соприкосновения с упором, затем при повороте вилки 3 подвижный ролик 2 обкатывается вокруг неподвижного, изгибая трубку по радиусу, равному радиусу ролика 1.
С помощью ручного рычажного трубогиба (5.66, в) можно изгибать стальные газовые трубы диаметром 1/2 , 3/4 и 1» в холодном состоянии без наполнителя.
Для ручной гибки стальных труб диаметром до 50 мм на угол 180° без наполнителя в холодном состоянии может использоваться специальная головка с ручным приводом.
Области применения различных видов гибки металлов

Разные виды гибки металла применяют на небольших предприятиях, а также в быту, когда требуется изготовление профилей разных размеров, сборных перегородок, корпусных изделий, уголков, швеллеров, откосов, водосточных желобов, металлических каркасов, подвесных строительных систем и др.
Гибка труб также выполняется как в промышленных масштабах, так и в быту. В ряде случаев конфигурация их соединений бывает сложной. Чтобы уменьшить количество используемых элементов и резьбовых соединений, трубам придается определенная форма, для чего их изгибают под нужным углом. Таким образом получают канализационные, водопроводные и газовые трубы нужной конфигурации с минимальными расходами, при этом внутри сетей обеспечивается минимальное сопротивление.
Гибка металлопроката
Гибка металлического профиля производится методом проката, а не изгиба, в отличие от большинства трубогибов. Гибка стали осуществляется, главным образом, на профилегибочных валковых станках. Количество валков на них варьируется от 3-х до 5. Чем больше число валков — тем меньшего радиуса гиба можно добиться при более высоком качестве изделия. В случае необходимости (большой площади сечения или высокой прочности материала) может производиться разогрев заготовки изгибаемого изделия, например, токами высокой частоты.

Самой сложной, но и самой востребованной у заказчиков технологической операцией, считается гибка стали, в том числе, и нержавеющей. Для того чтобы придать прочному стальному листу нужную конфигурацию, предварительно делается расчет развертки.
Затем она переносится на лист, где с помощью лазера производится его «раскрой». И только после этого заготовку из стали помещают под специальный гидравлический пресс, где по заданным параметрам выполняется процесс гибки.
Кроме нержавейки, в машиностроении часто применяют фасонные детали, выполненные из титановых сплавов. Титан более податливый материал, чем сталь, тем не менее, обработка его методом гнутья не является простым делом. Для работы с титаном используют специальные гибочные прессы. На них можно придать нужную форму титановой заготовке, причем как холодным, так и горячим способом.
Как видим, можно получить готовую деталь любой конфигурации — важно лишь правильно подобрать оборудование и выполнить точные расчеты гиба. Плюсом гибки стали является отсутствие сварных элементов, что означает и отсутствие опасности возникновения коррозии в местах сварных швов.
Этапы гибки листового металла
При разработке процесса гибки листового металла в холодном состоянии производятся такие действия:
- анализ конструкции детали;
- расчет усилия и работы;
- подбор типоразмера оборудования для проведения гибки;
- разработка чертежа исходной заготовки;
- расчет переходов деформирования;
- проектирование технологической оснастки.
Обязательно проводится анализ соответствия свойств материала для выяснения его пригодности для гибки по размерам, которые приведены в чертеже детали. Для этого сначала производится проверка пластических способностей металла и сопоставляются полученные результаты с уровнем возникающих при гибке напряжений. В случае малопластичных сплавов и металлов процесс гибки дробят и между переходами проводят межоперационный отжиг для повышения пластичности. Обязательно проверяется возможность получения заданного радиуса гиба без образования трещин на материале. Также определяются вероятные искажения толщины заготовки и профиля после обработки давлением – это особенно важно в случае сложных контуров у детали.
По результатам этого анализа может быть принято решение заменить исходный материал более пластичным. Также может быть принято решение о проведении термической обработки для разупрочнения или об использовании подогрева детали перед проведением ее деформации.
Кроме того, обязательно при разработке технологического процесса производится расчет радиуса гибки, минимально допустимого радиуса гибки, величины пружинения.
Радиус гибки вычисляется с учетом пластичности металла, из которого изготовлена заготовка, а также с учетом размеров детали и скорости деформирования. Для его подсчета используются специальные таблицы, составленные для различных видов металлов.
Минимальный радиус гибки зависит от толщины металла, пластичности материала, расположения волокон проката. Если радиус будет слишком маленьким, то наружные волокна могут разрываться, из-за чего целостность готового изделия может быть нарушена. Он рассчитывается по специальной формуле с учетом коэффициента, который устанавливается по таблицам. Радиус гибки детали не должен быть слишком приближен к минимально допустимому, если в этом нет особой необходимости.
В процессе гибки возникают упругие деформации, которые при снятии действия внешних сил способствуют частичному восстановлению первоначальной формы детали. Это явление называется пружинением. Величина пружинения или угол пружинения – это разность между углом детали после гибки и углом паунсона гибочного штампа. Угол пружинения зависит от механических свойств металла, толщины заготовки, способа гибки, типа штампа и многих других факторов. Эта величина определяется обычно на основе данных, которые получаются при проведении опытов. Чем меньше радиус гибки, тем меньше будет пружинение. Чем жестче материал, тем больше угол пружинения.
При разработке процесса гибки следует учитывать, что придавать детали нужную форму необходимо с использованием как можно меньшего количества перегибов, поскольку каждый из них не только увеличивает стоимость изготовления изделия, но и оказывается источником погрешностей. Нежелательно, чтобы изделие имело несколько линий гиба, резко отличающихся между собой по длине. Следует учитывать, что в зоне гибки изменяются механические свойства материала: он неравномерно наклепывается.
Классификация видов гибки по контуру готового изделия
Существует несколько видов гибки, позволяющих получать заготовки из листового металла с разными контурами:
- V –образная, она также называется одноугловой;
- U-образная, она же дуговая;
- криволинейная;
- многоугловая;
- гибка, в результате которой получается заготовка, похожая на трубу по форме.

Для получения нужного контура применяется два различных способа:
- Способ свободной гибки. При его выполнении не нужно фиксировать центр заготовки. Пуансон, являющийся рабочим инструментом станка, воздействует на заготовку. В результате её финишная форма обуславливается конфигурацией пуансона.
- Способ гибки калибрующим ударом. Заготовка предварительно помещается в матрицу, и именно форма матрицы определяет её итоговую конфигурацию.
Если используются роликовые матрицы, ось заготовки формируется при помощи поворота подвижной части пуансона.
У гибки есть особенность, отличающая её от других способов обработки металлов: сетка макроструктуры может быть различной, и зависит от того, в каком направлении производился изгиб. Если обрабатываются металлы и сплавы, имеющее малую или среднюю пластичность, направление волокон особенно важно. Когда оно совпадает с направлением, в котором движется ось заготовки, риск разрушения при обработке будет стремиться к нулю. Такой риск весьма серьезен: расслаивание считается дефектом, исправить который невозможно.
Определение усилия гибки
Усилие гибки находится в зависимости от пластичности металла или сплава и интенсивности его упрочнения при деформировании. Определить его можно очень приблизительно. Большое значение при этом имеет направление прокатки заготовки, поскольку металл в направлении оси прокатки имеет меньшие остаточные напряжения, чем в противоположном направлении. Поэтому при сгибании металла вдоль волокон риск разрушения заготовки уменьшается. Так что ребро гиба следует располагать так, чтобы угол между расположением заготовок на металлическом листе, ленте или полосе и направлением прокатки был минимальным.
При подсчете силовых параметров обязательно выясняют, как именно будет проводиться деформирование. Оно может производиться изгибающим моментом, при котором заготовку укладывают по упорам, после чего она деформируется свободно, а между самой заготовкой и стенками имеется воздушный зазор. Также оно может производиться усилием, при котором в изделие опирается на рабочую поверхность матрицы всей поверхностью – такой метод называется калибровкой. Следует учитывать, что усилие калибровки в 3-10 раз больше усилия свободной гибки.
Для свободной гибки требуется самый простой пресс с минимальным усилием. Но из-за использования тонкого металла углы гибки могут быть неточными. Свободная гибка требует немного энергии, зато гибка с калибровкой позволяет получать детали с минимальной погрешностью. Упругая деформация при калибровке сводится к нулю и свойства материала практически не оказывают влияния на угол гиба.
Для расчета технологического усилия используют специальные формулы, которые различаются в зависимости от того, как производится деформация – свободно или несвободно. Типоразмер оборудования выбирают следующим образом: подсчитанные усилия увеличивают на 25-30%, а затем сравнивают полученное число с паспортными данными оборудования.
Несоблюдение основных правил при выборе радиуса гибки заготовок или определения усилия гибки приводит к появлению на них трещин и быстрому выходу изделий из строя во время эксплуатации. Поэтому доверять разработку и осуществление процесса гибки металла следует только профессионалам в своем деле.
Виды гибки и форма исходной заготовки
Гибке подвергается не только металл в виде листа или ленты. При изготовлении металлоконструкций нередко требуются изогнутые профили или трубы.
Листовая гибка

При радиусной обработке листового металла нужно точно подобрать линейный размер. Следует ориентироваться на размеры детали, учитывая, что обрабатываемая заготовка по длине должна оказаться несколько больше, чем готовое изделие. Это обусловлено спецификой самого процесса гибки.
Когда части плоской заготовки меняют своё положение, внутренние слои металла сжимаются, а наружные, соответственно, вытягиваются. Отсюда следует, что перед выполнением операции необходимо просчитывать параметры детали, которую предстоит обрабатывать. Для расчёта радиуса изгиба применятся таблицы, содержащиеся в инженерных справочниках, или же соответствующее программное обеспечение.
Гибка труб
Гибка выполняется в соответствии с требованиями нормативов из технической документации. Трубы можно изгибать ручным и механизированным способом. Изогнутые трубы широко применяются в строительных и хозяйственных сферах, например при изготовлении перил и ограждений. Как правило, производится зашивание труб по радиусу с формированием полного или частичного изгиба. Он не зависит от сечения трубы.

Когда обрабатывается профиль, имеющий внутреннюю полость, на заготовку действует сразу несколько сил: одна — на внутреннюю стенку, а другая — на наружную.
Выполняя изгибание труб, необходимо учитывать вероятность деформирования из-за взаимодействия таких сил, действующих на две поверхности в одно и то же время. Взаимодействие может привести к потере соосности. Если не все условия технологического процесса будут выполнены с точностью, не исключён риск разрыва заготовки. Если гибка производилась неравномерно, в области сгиба могут возникнуть складки из-за влияния тангенциальных сил, возникающих при деформации.
Вероятность вышеописанных проблем можно снизить, варьируя холодную и горячую гибку металла. Технология холодной гибки целесообразна при обработке небольших труб. Обязательно заранее определяется минимально радиус, проходящий по оси.
Локальный нагрев создаёт подходящие условия для гибки труб, так как при повышенной температуре металл проявляет пластичность. Увеличение пластичности оказывается достаточным для выполнения требуемого изгиба.
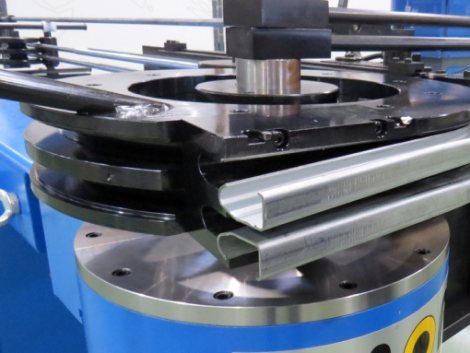
Гибка профильного проката
У профилей большой момент сопротивления, поэтому использовать классические виды гибки невозможно. Для обработки применяется специализированное ротационное оборудование. Оно отличается от станков, используемых для листового проката последовательным приложением усилия. В результате общее усилие, прикладываемое к профилю, уменьшается, и одновременно с этим уменьшается крутящий момент силового агрегата.
Если нужно изгибать заготовки малого размера и сечения, можно применять оборудование с ручным приводом. Использование последовательных усилий даёт возможность деформировать заготовку и править её, снимая внутренние напряжения в структуре металла.
Правильно-гибочные станки для профильного металлопроката различаются количеством рабочих валков (3 или 4), и их расположением (симметричное и асимметричное). Смена положения оси валка привода, диаметра и профиля рабочей части, дают возможность регулировать изгиб.
Валковые машины отличаются небольшой энергоёмкостью и простотой конструкции, работа с ними не требует применения штампов. Но автоматизировать процесс гибки на валковом оборудовании достаточно сложно.
Валки можно применять и в станках для гибки труб. Отличия будут в оправке, которая должна помещаться внутрь трубы, чтобы не допускать дополнительной деформации.