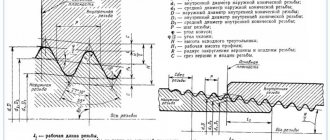
Для формирования режущих кромок резьбу плашки пересекают сквозные продольные отверстия, которые также обеспечивают выход стружки. Для облегчения захода крайние нитки резьбы имеют неполный профиль. Для вращения плашки используют плашкодержатель – инструмент с гнездом под плашку и длинными ручками. Существуют также разрезные и раздвижные (клупповые) плашки, но в домашней мастерской это редкость.
Для уменьшения трения и получения чистой резьбы на стальных стержнях используют смазку – минеральное масло или керосин, на медных – скипидар. На конце стержня для облегчения захода обязательно должна быть сделана фаска шириной не менее размера шага резьбы.
Источник: homo-habilis.ru
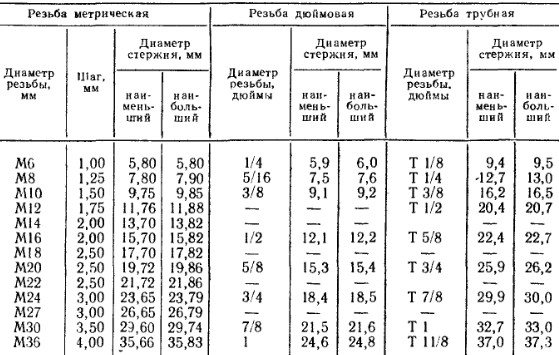
Нарезание наружной резьбы. Диаметры стержней под резьбу при нарезании плашками.
Перед тем как нарезать резьбу, необходимо подобрать диаметр заготовки под данную резьбу.
Нарезая резьбу плашкой, надо иметь в виду, что при образовании профиля резьбы металл изделия, особенно сталь, медь и др., тянется и изделие увеличивается. Вследствие этого усиливается давление на поверхность плашки, что приводит к нагреву и прилипанию частиц металла, поэтому резьба может получиться рваной.
При выборе диаметра стержня под наружную резьбу следует руководствоваться теми же соображениями, что при выборе отверстий под внутреннюю резьбу. Практика нарезания наружных резьб показывает, что лучшее качество резьбы можно получить в том случае, если диаметр стержня несколько меньше наружного диаметра нарезаемой резьбы. Если диаметр стержня будет меньше требуемого, то резьба получится неполной; если же больше, то плашка или не сможет быть навинчена на стержень и конец стержня будет испорчен, или во время работы зубья плашки вследствие перегрузки могут поломаться, а резьба будет сорвана.
Изготовление и маркировка
В некоторых случаях производители маркируют свои изделия цифрами 1, 2, 3. Комплекты на два метчика выполняются с незначительно большим сечением первого чернового изделия.
Производимые промышленностью наборы:
- сечение 8-18 мм – по одной штуке;
- сечение 6-24 мм – первый и второй;
- сечение 2-52 мм – первый, второй, третий.
- 5/16–3/4» – по одной штуке;
- 1/4–1» – один черновой и один чистовой в наборе;
- 1/4–2» – один черновой, один средний, один чистовой в наборе.
Для трубной резьбы сечением 1/8–4» в комплект входит один первый номер и один второй.
Метчики для нарезания резьбы. Таблица основных характеристик
| Резьба | Сечение отверстия, мм |
| М1,0 | 0,75 |
| М1,2 | 0,95 |
| М1,4 | 1,1 |
| М1,7 | 1,35 |
| М2,0 | 1,6 |
| М2,3 | 1,9 |
| М2,6 | 2,15 |
| М2х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
Нарезание наружной резьбы круглыми плашками
Простым и надежным способом крепления неподвижно-разъемных соединений различных деталей являются резьбовые соединения болтами, винтами и шпильками.
Для нарезания резьбы на них применяют две системы резьб: метрическую, в которой шаг и диаметр резьбы измеряются в миллиметрах, и дюймовую, в которой определяют число резьбовых ниток в 1″ длины нарезанного стержня с диаметром, обозначенным в дюймах.
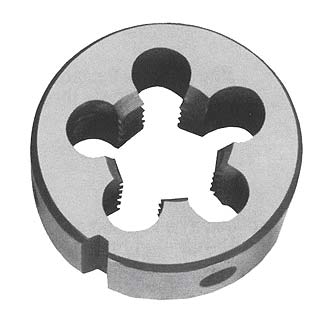
При нарезании резьбы ручным способом самым распространенным инструментом являются круглые плашки (лерки), которые делят на цельные и разрезные. С помощью цельных плашек можно получить резьбу только одного диаметра. Разрезные плашки дают возможность регулировать диаметр нарезаемой резьбы в небольших пределах (0,1—0,3 мм).
При нарезании наружной резьбы необходимо правильно выбрать диаметр нарезаемого стержня. Если диаметр стержня будет мал, то резьба получится неполной, прочность резьбового соединения станет меньшей. Если диаметр стержня будет больше, чем следует, то работать плашкой будет трудно в связи с тем, что при нарезании резьбы диаметр стержня увеличивается за счет деформации металла. Больший диаметр стержня может привести к заеданию плашки и срыву резьбы. Диаметр стержня под резьбу определяют по табл. 5.
Таблица 5.
Диаметр стержней под резьбу при нарезании плашками
Большое трение, возникающее при нарезании резьбы, приводит к сильному нагреву инструмента и притуплению режущих кромок.
Для уменьшения трения, а также для получения резьбы низкой шероховатости применяют следующие смазочные материалы: для стали — вареное масло; для чугуна и алюминия — керосин; для меди — скипидар. Нарезание резьбы на чугунных и бронзовых заготовках можно производить «всухую».
Учебное задание 1 состоит в прогонке неполной резьбы на болтах.
Последовательность выполнения задания заключается в следующем.
1. Подготовка к прогонке резьбы. Штангенциркулем измеряют наружный диаметр резьбы и определяют систему резьбы и шаг резьбомером.
При подборе цельных круглых плашек по установленным данным проверяют шероховатость их резьбовых канавок, обращают внимание на остроту и исправность режущих кромок. Нельзя применять плашки с выщербинами или забоинами на резьбовых нитках.
Плашкодержатель должен соответствовать круглой плашке. Ее устанавливают в плашкодержателе клеймением вверх, закрепляют специальными винтами 1—3 и 5 (рис. 187, а). Винт 4 служит для регулирования разжима в разрезной плашке. После того как болт вертикально закреплен в тисках, на болт и плашку кисточкой наносят соответствующий смазочный материал.
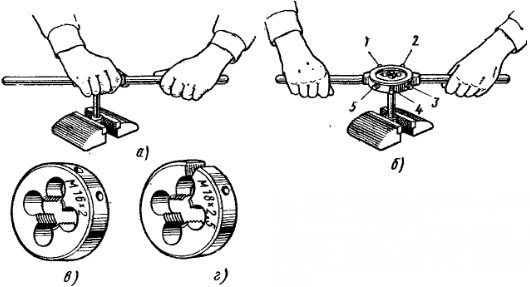
Рис. 187. Нарезание наружной резьбы круглыми плашками:
а — прием установки круглой плашки на стержень и начало нарезания резьбы; б — нарезание резьбы круглыми плашками; в — цельная плашка; г — разрезная плашка
2. Прием прогонки резьбы. Плашку с плашкодержателем накладывают на конец стержня болта так, чтобы имеющаяся на плашке маркировка находилась наверху, а плоскость плашки была перпендикулярной оси болта, затем стараются ввести плашку в нитку болта, слегка повертывают ее (рис. 187, а). После того как плашка вошла в нитку болта, плашкодержатель с плашкой поворачивают на 1/2 оборота по ходу резьбы и на 1/4 оборота в обратную сторону. Такое переменное вращение способствует дроблению и лучшему удалению стружки, облегчает обработку и образует резьбу более низкой шероховатости.
Такие движения совершают до тех пор, пока не выполнят прогонку по всей длине резьбы. При работе цельными плашками резьбу полного профиля получают с одного прохода.
После окончания обработки плашку свинчивают с болтов и протирают резьбу плашки чистой тряпкой.
Нарезаемую резьбу проверяют гайкой, которая должна вращаться свободно при очень небольшом усилии. Слишком свободная посадка гайки (с качкой) недопустима,
Применение метчика
Прежде чем приступить к резьбонарезанию, надо определить диаметр подготовительного отверстия и выполнить его сверление. Для облегчения этой задачи был разработан соответствующий ГОСТ, который содержит таблицы, позволяющие точно определить диаметр отверстия под резьбу. Эти сведения позволяют легко подобрать размер сверла.
Читать также: Температура плавления бронзы в градусах
Для нарезания резьбы метрического типа на внутренних стенках сделанного сверлом отверстия используется метчик – винтообразный инструмент с режущими канавками, выполненный в виде стержня, который может иметь цилиндрическую или коническую форму. На его боковой поверхности есть специальные канавки, расположенные вдоль его оси и разделяющие рабочую часть на отдельные сегменты, которые называются гребенками. Острые края гребенок как раз и являются рабочими поверхностями метчика.
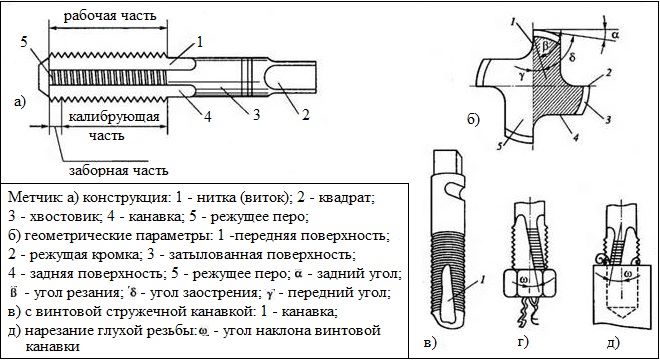
Метчик: конструкция и параметры
Чтобы витки внутренней резьбы получились чистыми и аккуратными, а ее геометрические параметры соответствовали требуемым значениям, ее надо нарезать постепенно, путем поэтапного снятия тонких слоев металла с обрабатываемой поверхности. Именно поэтому с данной целью используют либо метчики, рабочая часть которых по длине разделена на участки с различными геометрическими параметрами, либо наборы таких инструментов. Единичные метчики, рабочая часть которых имеет одинаковые геометрические параметры по всей своей длине, нужны в тех случаях, когда необходимо восстановить параметры уже имеющейся резьбы.
Минимальным набором, при помощи которого можно достаточно качественно выполнить обработку отверстий под резьбу, является комплект, состоящий из двух метчиков – чернового и чистового. Первый срезает со стенок отверстия под нарезание метрической резьбы тонкий слой металла и формирует на них неглубокую канавку, второй не только углубляет сформированную канавку, но и зачищает ее.
Разновидности метчиков для резьбы и их отличия

Минимальный комплект метчиков
Комбинированные двухпроходные метчики или наборы, состоящие из двух инструментов, используются для резьбонарезания в отверстиях небольших диаметров (до 3 мм). Для обработки отверстий под метрическую резьбу большего диаметра необходимо использовать комбинированный трехпроходной инструмент или набор, состоящий из трех метчиков.
Для манипуляций с метчиком применяется специальное приспособление – вороток. Главным параметром таких приспособлений, которые могут иметь различное конструктивное исполнение, является размер посадочного отверстия, который должен точно совпадать с размером хвостовика инструмента.

Некоторые разновидности воротков для метчиков
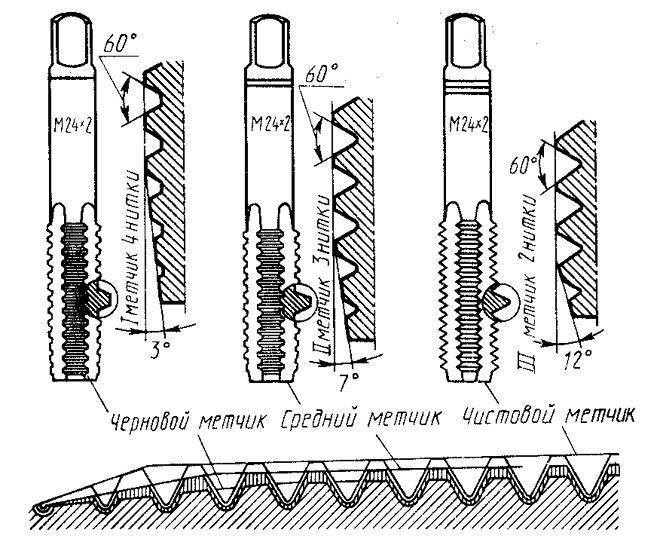
При использовании набора из трех метчиков, отличающихся как своей конструкцией, так и геометрическими параметрами, следует строго соблюдать последовательность их применения. Отличить их друг от друга можно как по специальным рискам, нанесенным на хвостовики, так и по конструктивным особенностям.
- Метчик, которым отверстие под нарезание метрической резьбы обрабатывается в первую очередь, отличается минимальным диаметром среди всех инструментов набора и режущими зубьями, верхняя часть которых сильно обрезана.
- Второй метчик имеет более короткую заборную часть и более длинные гребни. Его рабочий диаметр занимает промежуточное значение между диаметрами остальных инструментов из набора.
- Третий метчик, которым отверстие под нарезание метрической резьбы обрабатывается в последнюю очередь, характеризуется полными гребнями режущих зубцов и диаметром, который должен точно соответствовать размеру формируемой резьбы.
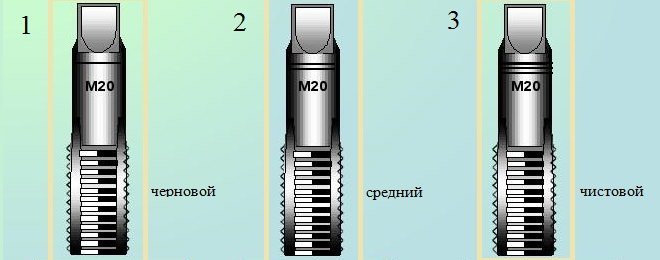
Комплект из трех метчиков
Метчики используются преимущественно для нарезания резьбы метрического типа. Значительно реже, чем метрические, применяются метчики, предназначенные для обработки внутренних стенок труб. Они в соответствии со своим назначением называются трубными, а отличить их можно по букве G, присутствующей в их маркировке.
Нарезка в несколько заходов
Резьбу обычно изготавливают в несколько заходов, используя метчики с разной полнотой профиля. Основная трудность заключается в стартовом, задающем проходе. Он выполняется метчиком с одной тонкой канавкой на хвостовике. Инструмент нужно свободно ввести в отверстие и, придавив его с небольшим усилием, провернуть на пару оборотов. При этом кредитной картой контролируется перпендикулярность введения, небольшие отклонения в 5–7° вполне допустимы.

За 5–6 витков в отверстие полностью вводится заходная часть и метчик уверенно становится на ход. Теперь инструмент нужно поворачивать без прижимного усилия. Будет ошибкой исправлять на этом этапе незначительные отклонения от перпендикулярности — метчик в этом не виноват, он идет строго по отверстию. После каждых 1,5–2 витков подачи нужно выкручивать инструмент на пол-оборота.
Читать также: Насадки для выжигателя по дереву

После стартового прохода, когда профиль резьбы готов на 50–60%, следует сформировать его средним (#2) и чистовым (#3) метчиками c соответствующим количеством канавок на хвостовике. Тут важно лишь проконтролировать правильность захода метчика на уже имеющуюся резьбу, остальное — дело техники.
Особенностей работы с плашкой практически никаких нет, наибольшую сложность составляет работа на заходной части. Она у плашки короткая, всего 2,5–2 витка, поэтому рекомендуется удерживать инструмент обеими руками.

Однозаходный способ
Однозаходное нарезание резьбы характерно для механизированных устройств. Метчик для однозаходного нарезания имеет одну широкую или три тонких канавки на хвостовике, а может не иметь их вовсе. Другие отличия машинных метчиков: короткая заходная часть, хвостовик тоньше номинального диаметра, профиль резьбы полный.

Одним заходом можно нарезать сквозную резьбу в тонких (2–4 мм) листовых материалах. Также машинные метчики весьма распространены для нарезки глухих отверстий. Если более точно — ими расширяют след от заходной части метчиков #1 и #2, добавляя к резьбе еще 1,5–2 витка. Если третий номер имеет длинную заходную часть, ее можно полностью срезать и использовать этот метчик только для полной нарезки резьбы в несквозных отверстиях.
С однозаходными метчиками работать не сложнее, чем с плашками. Есть сложность в задании правильного положения, но техника работы та же. К слову, большинство плашек также рассчитаны на однозаходную работу.