Метрические крепежные детали задаются с шагом резьбы вместо количества витков нитей. Шаг резьбы — это расстояние между ними. Резьба выражается в миллиметрах (измеряется по длине застежки). Например, шаг резьбы 1.5 означает, что расстояние между одной нитью и следующей составляет 1,5 мм. Более мелкие крепежные детали имеют тонкую резьбу, поэтому у них меньший шаг резьбы.
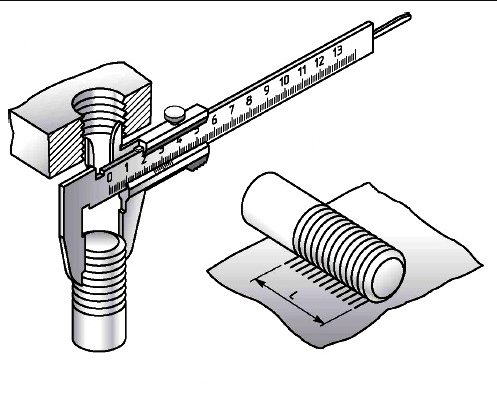
Измерение шага резьбы осуществляют следующим образом: линейкой или штангенциркулем отмеряют на стержне участок нужной величины. Затем подсчитывают на отмеренном участке количество витков. Рекомендуемая длина участка для получения точного замера – 20 мм.
Измерение резьбомером
Точная идентификация резьбы на крепежной детали имеет решающее значение перед выбором и установкой правильных фитингов.
Как измерить резьбу:
- Использовать комбинированный штангенциркуль для измерения диаметра резьбы. Стоит взять во внимание, что резьба использованного фитинга может изнашиваться и искажаться, поэтому расчеты могут быть неточными.
- Применить резьбомер, чтобы определить количество резьб на дюйм. Для метрических соединений вычисляется расстояние между нитями. Для этого нужно поместить прибор на резьбу, пока он не будет плотно прилегать, а далее сопоставить свои измерения с диаграммой резьбы.
- Если порт расположен под углом, определить угол наклона с помощью угломера на уплотнительной поверхности. Осевая линия фитинга и калибра должна быть параллельной.
Используя комбинацию из трех инструментов, идентифицировать соединители легко. Применение штангенциркуля, резьбомера и угломера позволяет производить точные измерения большинства соединений.
Чтобы рассчитать шаг резьбы – расстояние между витками нитей, необходимо измерить линейкой или штангенциркулем резьбовый элемент, и подсчитать количество витков на данном участке. Деление длины на количество витков даёт значение шага резьбы. Значение показателя выражается в миллиметрах.

Расстояние между витками нитей можно измерить штангенциркулем, резьбомером. Менее точные результаты с помощью замера участка стержня линейкой, подсчёта числа витков, и делением показателя длины на количество нитей. Показатель исчисляется в миллиметрах. Шаг резьбы указан в технической документации и в маркировке детали.
Штангенциркуль используется для измерения диаметра наружной внутренней резьбы. При сопоставлении калибровочных измерений с диаграммами резьбы следует иметь в виду, что резьба на соединениях, которые были в эксплуатации, может быть изношена и искажена от использования. Это приводит к неточному сравнению с таблицами резьбы.
Это более точный способ замера шага резьбы. Штангенциркулем измеряют участок определённой длины. Затем подсчитывают количество витков на нём. Значение шага резьбы получают путём деления длины участка на количество витков, и вычитания из полученного результата одного витка.
Для английских, британских и других европейских резьб измеритель шага обладает дюймовой шкалой. Однако для метрических деталей прибор будет определять расстояние между резьбами в миллиметрах.
Угломер используется путем его размещения на уплотнительной поверхности. Осевая линия фитингового конца и калибра должна быть параллельной. На английском языке система размеров резьбы и шаг (количество резьб на дюйм) задаются вместе с типом резьбы.
При использовании резьбомера его нужно выровнять по резьбе и убедиться, что он плотно прилегает к ней. Сопоставить измерение с резьбой, затем вычислить диаметр с помощью штангенциркуля.
Внутренние соединения измеряются путем вставки идентификационной части прибора в разъем на уплотнительной поверхности. Необходимо убедиться, что осевые линии соединения и угломера параллельны. Это позволит определить правильный угол.
Необходимо измерить определённую длину участка стержня штангенциркулем, или приложив к поверхности линейку. Подсчитать количество витков на данном участке. Рекомендуется подсчёт проводить на отрезке длиной 20 мм или 10 мм. Шаг резьбы получают путём деления дины на число витков.
С помощью указанных выше способов можно измерить шаг резьбы любого крепежа. Это можеть быть как гайка с фланцем и контрящим пластиковым вкладышем, так и шайба с внутренним конусом.

Применение
Метрическая резьба широко распространена в странах бывшего советского союза. Используется для нанесения как на внутренние, так и наружные плоскости крепежных элементов. Обычно применяется для крепежа металлоконструкций различного типа. Для этих целей изготавливаются разнообразные болты (анкерные и обычные) и другие типы крепежей. Особо назначение она нашла в машиностроении, возведении инженерных коммуникаций, особенно в сантехнической сфере. Большинство фитингов для труб и емкостей производятся с нанесением резьбы такого типа.
Чаще всего такой тип резьбы наносится на предметы цилиндрической формы. Но в некоторых случаях, когда нужно добиться герметичности, используют коническую форму. Такая форма, с нанесенной метрической резьбой, позволяет добиться максимальной герметичности, даже без использования дополнительных уплотнительных средств. Чаще всего применяется для монтажа трубопроводов.
Измерение шага резьбы без резьбомера
Для метрических крепежных деталей шаг резьбы используется вместо дюймового показателя TPI. Расстояние также измеряется в миллиметрах.
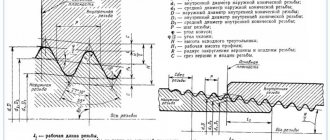
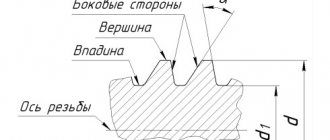
Расстояние между вершинами резьбового профиля гайки называют шагом резьбы. Для получения точных результатов используют штангенциркуль или резьбомер. Грубый расчёт можно произвести с помощью линейки – измерив длину заданного участка, и подсчитав число витков без учёта первого. Длину отрезка разделите на число витков, и получите шаг резьбы гайки.
Чтобы определить шаг резьбы, применяется штангенциркуль, с помощью которого вычисляется расстояние от вершины одной резьбы до следующей. Для этого используется формула М2 х 4 х 5 мм, где М2 относится к диаметру болта (в миллиметрах), т. е. 4 является шагом резьбы в миллиметрах, что означает, что он равняется 4 мм между каждым пиком резьбы, а 5М — это длина болта.
Шаг резьбы используется для измерения резьбы болта или гайки, чтобы убедиться в возможности их соединения. Если резьба болта и гайки отличается, они либо не захватывают, либо стирают резьбу, что приводит к непригодному соединению.
Мелкие резьбовые крепления имеют более плотную спиральную структуру и обычно менее выражены. Грубое резьбовое соединение имеет более крупные и глубокие резьбы. Это означает, что если резьба слегка повреждена, она все еще может работать. Большинство стандартных метрических крепежных деталей имеют тонкую и грубую резьбу. Идентифицировать каждый из них можно с помощью или шага резьбы.
Для точного определения шага резьбы по диаметру используют штангенциркуль. Результат измерения получают в миллиметрах. Точность замеров до десятых долей миллиметра. Сравнивают с показателями стандартизированной таблицы диаметров, где указано соответствие шага резьбы каждому диаметру.
В США и Великобритании крепежные детали обычно имеют резьбу с показателями от ¼ до 20 дюймов и ¼ до 28 дюймов. Чтобы определить, какая из этих нитей грубая, а какая — тонкая, просто нужно взять число TPI (20 и 28) и сравнить их.
Не стоит забывать, что грубая нить означает, что резьба больше, поэтому меньше будет в состоянии поместиться в пределах дюйма. Поэтому 20 означает, что это грубая нить, а 28 — тонкая нить. TPI и шаг резьбы будут меняться в зависимости от диаметра крепежной детали, поэтому не всегда значение будет равно 20 и 28.
Для метрических крепежных деталей аналогичные параметры будут представлены в виде M8 x 1.25 или M8 x 1. Для шага резьбы расстояние между двумя точками — это второе число, означающее, что чем больше число, тем меньше нитей. Отсюда следует, что M8 x 1.25 — это грубая резьба, а M8 x 1 — тонкая.
Наиболее точный и быстрый способ определения шага резьбы – это с помощью штангенциркуля. Данным инструментом измеряют длину нужного участка, и считают число витков, расположенных на нём. Далее полученный показатель длины делят на количество нитей, и вычитают из результата один виток.
Маркировка
Маркировка резьбового соединения состоит из комбинации букв и цифр.
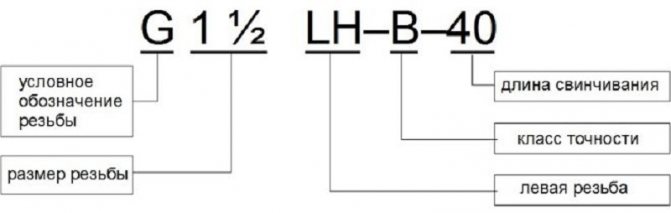
Пример расшифровки маркировки резьбы
- Цифра для обозначения уменьшенного по сравнению со стандартным шага. В случае использования стандартного шага не ставится.
- Буква для обозначения типа резьбы :
- М для метрической.
- BSW для дюймовой.
- MK для метрической конической.
- MJ Цилиндрическая для аэрокосмической промышленности: надежных соединений, работающих при высоких температурах.
- G- трубная цилиндрическая.
- R трубная коническая.
- Кр круглая для сантехнических изделий.
- Tr Трапециевидная – для передачи вращающего момента и поступательного движения в червячных передачах.
- S Упорная, с разными углами наклона боковых сторон, для высоконагруженных соединений.
- E Эдисона круглая- для цоколей электролампочек.
- Номинальный диаметр в мм или в дюймах с долями, выраженными простыми дробями.
- Шаг в миллиметрах или долях дюйма.
- Ход для многозаходных соединений.
- LH в случае левой резьбы.
- Обозначение поля допуска, состоит из букв и цифр
Измерение резьбы штангенциркулем
Точные измерения шага резьбы можно выполнить с помощью штангенциркуля, резьбомера, угломера. Можно этот показатель определить по диаметру болта, измерив его штангенциркулем, и сопоставив результаты с показателями специальной таблицы шага метрической резьбы.
В первую очередь нужно определить, сужаются ли резьбы. Для этого следует поместить точки штангенциркуля по обе стороны от предмета, который необходимо измерить. Выровнять его снаружи нитей на нижнем конце, вдали от головки. Так определяется ширина.
Шаг резьбы детали крепежа определяют путём деления длины стержня на количество выступающих элементов. Длину измеряют линейкой или штангенциркулем, если хотят получить точный результат. Линейку накладывают к верхним частям резьбовых элементов. Рекомендуемый отрезок для подсчёта витков – 20 мм.
Далее требуется сдвинуть острие так, чтобы оно касалось нитей. Измерение должно появиться на экране, если прибор оснащен дисплеем. В противном случае нужно будет руководствоваться номерами на скользящей части. Затем следует сделать то же самое на резьбовой области рядом с головкой крепежной детали. Если число больше у изголовья, то это коническая нить.
С помощью штангенциркуля также можно измерить диаметр. Если резьба коническая, измеряют на 4-м или 5-м витке вниз от головки, т. е. в середине резьбовой области. Если она не сужается, то можно измерять в любом месте вдоль резьбы. При использовании штангенциркуля можно заметить, что есть несколько мест, где рычаги не сходятся вплотную друг к другу, иногда вдоль края линейки. Не нужно помещать то, что необходимо измерить, в эти промежутки.
Поместить числа следует в стандартное измерение. Как только значение шага получено, можно измерить длину болта или винта из-под головки и поместить все цифры в стандартное измерение. В нем будет диаметр, затем шаг резьбы и длина. Если метрический винт имеет диаметр 4 миллиметра, шаг резьбы 0,4 мм и длину 8 мм, то расчет будет M4 х 0.4 х 8M. Для американского винта это может быть 1/4 дюйма в диаметре, 20 TPI и 1 дюйм длина. Формула будет следующей: 1/4 дюйма х 20 х 1 дюйм.
Шаг резьбы можно определить с помощью линейки. Это не самый достоверный, но доступный способ. Линейкой отмеряют длину нужного участка с резьбой. Затем на этом расстоянии подсчитывают число нитей. Значение шага резьбы вычисляют делением длины участка на количество витков.

Способы изготовления[ | ]
Применяются следующие способы получения резьб:
- лезвийная обработка резанием;
- абразивная обработка;
- накатывание;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка резанием. К ней относятся:
- нарезание наружных резьб плашками;
- нарезание внутренних резьб метчиками;
- точение наружных и внутренних резьб резьбовыми резцами и гребёнками;
- резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами;
- нарезание наружных[6] и внутренних резьб резьбонарезными головками;
- восстановление повреждённых наружных и внутренних резьб обычным либо специализированным напильником;
- вихревая обработка наружных и внутренних резьб.
Накатывание является наиболее высокопроизводительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
- накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей;
- накатывание наружных и внутренних резьб резьбонакатными головками;
- накатывание наружных резьб плоскими плашками;
- накатывание наружных резьб инструментом ролик-сегмент;
- накатывание (выдавливание) внутренних резьб бесстружечными метчиками.
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном, ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твёрдостью и хрупких материалов, например, твёрдых сплавов, керамики и т. п.
Измерение заклепок
Заклепки — это своеобразные крепежные детали, состоящие из двух частей: шляпки и оправки. Шляпка — это короткая сторона, которую нужно измерить для ее длины и диаметра. Оправка — это длинный тонкий конец, который отрывается от заклепки во время процесса установки.
Прежде всего, нужно поместить шляпку в круглые отверстия на специальном калибре заклепки. Отверстия имеют различные диаметры, в которые входят заклепки. Когда они вставлены в отверстие, шляпка должна плотно прилегать.
Если остается зазор, то размер слишком большой для данной заклепки. В обратной ситуации оно слишком мало. Методом подбора нужно определить, какой размер наиболее точно отображает параметры крепежного элемента.
Далее требуется измерить длину заклепки. Для этого нужно приложить шляпку в открытые верхние области. Следует убедиться, что шайба или фланец заклепки хорошо прижаты.

Поля допусков
Посадка наружного профиля во внутренний зависит от рабочей высоты – максимальной величины соприкосновения сторон профилей соединительных элементов. Выражают ее через поля допусков резьбы.
О надежности соединения, где колебания внутри него сведены к минимуму, говорит первый или точный класс допусков. Наиболее распространенный – второй (средний) класс. О большом отклонении свидетельствует третий (грубый) класс.
Допуски на размеры метрических резьб обозначают через значения двух диаметров: среднего и диметра выступов.
Читать также: Схема реверсивного пуска двигателя 380
Формируя метрическую резьбу данные берут из соответствующих таблиц (ГОСТ 16093-2004). Выбор полей допусков осуществляют по правилам очередности:
- первая очередь – значения, указанные жирным шрифтом;
- вторая – обычным шрифтом;
- третья – значения, взятые в круглые скобки;
- внеочередные – значения в квадратных скобках (для специальных изделий).
Возможно использовать допуски, не указанные в таблицах, а сформированные из соотношений существующих стандартных диаметров.
Поля допусков наружной резьбы
Поля допусков внутренней резьбы
Важно, чтобы защитные покрытия деталей по своим геометрическим параметрам не превышали значение номинального профиля, потому в таких случаях допуски используют еще до нанесения защитного слоя.
Примечания[ | ]
- В шарико-винтовой передаче, шарики катятся по винтовым канавкам (резьбе).
- Чекмарев А. А. и др. Справочник по машиностроительному черчению. 3-е изд. стер. — М.: Высшая школа, 2002. — С. 98. — ISBN 5-06-003659-6.
- Резьба EG-M
- Резьба EG-M
- Резьба UTS, UNF (неопр.)
(недоступная ссылка). Дата обращения: 31 октября 2011. Архивировано 3 сентября 2011 года. - Ссылка по теме
- T. van de Kamp, P. Vagovic, T. Baumbach, A. Riedel. A Biological Screw in a Beetle’s Leg // Science. — 2011. — 333 (6038): 52. — doi:10.1126/science.1204245. — PMID 21719669.
Особенности некоторых монтажных операций
Закрепление различных деталей, узлов и механизмов с помощью болтов и шпилек — это, пожалуй, самый распространённый вид соединений в современной технике. Но перед тем как выполнять подобные работы, необходимо обратить пристальное внимание на все комплектующие и их размеры, а в особенности на шаг резьбы болта. Необходимо помнить, что эта величина направлена на то, чтобы обеспечить надёжную фиксацию монтируемого оборудования. В некоторых случаях применяют даже дополнительные герметики. Целью их эксплуатации является дополнительное обеспечение крепости соединения, а также исключение вероятности протекания транспортируемой жидкости или газа на устанавливаемых фланцах.
Например, достаточно часто применяемый шаг резьбы 1, он является обычным для болтов диаметром 8 миллиметров. Крепежные элементы такого размера в быту и на производстве применяются сплошь и рядом. Их незначительные габариты и вес делают их удобным как для транспортировки, так и для установки.
Литература[ | ]
- Гулиа Н. В., Клоков В. Г., Юрков С. А.
Детали машин. — М.: Академия, 2004. — С. 416. — ISBN 5-7695-1384-5. - Анурьев В. И.
Справочник конструктора-машиностроителя : в 3 т. / под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп. — М. : Машиностроение, 2001. — Т. 2. — 912 с. — ББК 34.42я2. — УДК 621.001.66 (035)(G). — ISBN 5-217-02964-1. - Ред. Ишлинский А. Ю.
Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6. - Якухин В. Г., Ставров В. А.
Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.