Технические характеристики станка 3К228А
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50..300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
Внутришлифовальный станок 3К227А
Внутришлифовальный станок 3К227А используется в различных отраслях промышленности при работе глухими и сквозными отверстиями конической и цилиндрической формы. В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
Особенности конструкции
- роликовые направляющие и винтовая передача качения обеспечивают плавное и точное перемещение шлифовальной бабки
- специальное устройство позволяет обрабатывать торец и отверстие за одну установку
- широкий диапазон бесступенчатого регулирования вращения заготовки
- принудительная система смазки всех механизмов и узлов станка
- устройство очистки охлаждающей жидкости от загрязнений и примесей
| Технические характеристики | 3К227А |
| Класс точности — ГОСТ 8-82 | В |
| Диаметр отверстия, мм | 20-200 |
| Наибольшая длина шлифования, мм | 200 |
| Наибольший диаметр устанавливаемой детали, мм | 400 |
| Угол поворота бабки, град | 45 |
| Наибольший продольный ход стола, мм | 560 |
| Скорость движения стола, м/мин | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром подводе и отводе | 10 |
| Частота вращения внутришлифовального шпинделя, об/мин | 5000-28000 / 48000-96000 |
| Поперечное перемещение бабки изделия за один оборот маховика, мм | |
| тонкое | 0,25 |
| грубое | 2,5 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
| Параметры поперечной подачи на сторону, мм/дв.ход | 0,001/0,002/0,003/0,004/0,005/0,006 |
| Количество оборотов шпинделя изделия, об/мин | 60-1200 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Суммарная мощность двигателей, кВт | 9,2 |
| Габариты станка, мм | 2885 х 1900 х 1750 |
| Масса, кг | 4500 |
Точность
- шероховатость поверхности торца — 0,32мкм
- шероховатость поверхности отверстия — 0,16 мкм
- постоянство диаметра отверстия — 2 мкм
- круглость отверстия — 1 мкм
- плоскостность торцевой поверхности — 3 мкм
Комплектность и оснащение
| Базовая | Дополнительная |
|
|
Условия поставки и оплаты
Узнать стоимость и дополнительные параметры на внутришлифовальный станок 3К227А можно по номеру телефона: +7(4852) 66-40-25 , сделать запрос на электронный адрес: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или через форму заказа на сайте. Производим транспортировку оборудования до места назначения. Гарантия на станок внутришлифовальный модели 3К227А составляет 12 месяцев.
Принцип работы внутришлифовального станка
В внутришлифовальном станке обрабатываемую деталь закрепляют в мембранном или же трехкулачковом патроне при помощи гидрозажима, цилиндр которого вращается вместе с ним, располагаясь на левом конце шпинделя.
Освобождение обработанной детали производится специальным пилотом. Данное освобождение можно воспроизвести только при крайнем правом нерабочем положении стола станка. Шпинделю бабки изделия сообщается вращение, которое соответствует выбранной скорости круговой подачи. Шлифовальный круг, который устанавливается на шпинделе шлифовальной бабки, может совершать вращения с наибольшими числами оборотов, которые соответствуют выбранной скорости резания.
Когда происходит шлифование цилиндрического отверстия, ось шпинделя бабки изделия располагается параллельно направляющим стола. При шлифовании конического отверстия, бабка изделия устанавливается в таком положении, чтобы ось шпинделя создавала с направляющими стола угол, который равен половине угла конуса отверстия. Бабка изделия поворачивается относительно своей вертикальной оси в виде квадрата.

Автоматический цикл работы внутришлифовального станка заключается в следующем. Сперва, обработка деталей происходит на операции чернового шлифования. После того, как сняли припуск на черновое шлифование по команде электроизмерительного прибора, стол отводится в крайнее правое положение. После этого происходит правка шлифовального круга. Замедленная скорость хода стола, происходящая при правке, устанавливается специальным дросселем.
После окончания правки круга панель автоматики происходит переключение станком на режим чистого шлифовального. После окончании чистового шлифования, измерительным прибором подается команда для выключения периодической поперечной подачи и включает реле времени, которое может управлять процессом выхаживания. После окончания выхаживания, за короткое время стол отводится вправо и останавливается. В это время предоставляться возможность освобождения гидрозажима детали, далее происходит подготовка гидросистемы для перехода к режиму чернового шлифования последующей детали
Внутришлифовальные станки — характеристики 3К227А, паспорт

Станок предназначен для шлифования цилиндрических и конических, сквозных и глухих отверстий диаметром от 20 до 150 мм, длиной до 125 мм при наибольшем диаметре шлифуемого отверстия, с углом конуса при вершине до 90`. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия. Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные заводы и цехи.
Круглошлифовальные станки
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |
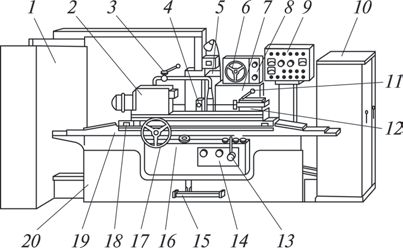
Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина
Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.
ПАСПОРТа на Шлифовальные станки.
- 3А10П (Ленинград)паспорт станка
- 3А110 (Тбилиси)паспорт станка
- 3А130; 3131 (Лубенск)паспорт станка
- 3А141; 3140 (Лубенск)паспорт станка
- 3А151; 3А161; 3Б151; 3Б161 (Харьков)паспорт станка
- 3А153У (Харьков) паспорт станка
- 3А164; 3А164А; 3А164В (Харьков)паспорт станка
- 3А172 (Харьков)паспорт станка
- 3А184(П)паспорт станка
- 3А227; 3А227В; 3А227П; 3А227ВП (Саратов)паспорт станка
- 3А228(П); 3А229 (Воронеж)паспорт станка
- 3А423 (Полтава)паспорт станка
- 3Б12паспорт станка
- 3Б70В паспорт станка
- 3Б153 (Вильнюс)паспорт станка
- 3Б153Упаспорт станка
- 3Б722паспорт станка
- 3Б724 (Воронеж)паспорт станка
- 3Б740 (Липецк)паспорт станка
- 3Б756 (Воронеж)паспорт станка
- 3Б890паспорт станка
- 3Б890Мпаспорт станка
- 3В10паспорт станка
- 3В18паспорт станка
- 3В423 паспорт станка
- 3Г71(Орша)паспорт станка
- 3Г71М (Орша)паспорт станка
- 3Г182; 3184 (Витебск)паспорт станка
- 3Г833-притирочно-хонинговальный (Краснореченское)паспорт станка
- 3Д4230 (А) (Лубенский завод)паспорт станка
- 3Д711ВФ11паспорт станка
- 3Д722 (Липецк)паспорт станка
- 3Д725 (Воронеж)паспорт станка
- 3Д740В; 3Д741В (Липецк)паспорт станка
- 3Д756 (Воронеж)паспорт станка
- 3Е12 (Вильнюс)паспорт станка
- 3Е153 (Вильнюс)паспорт станка
- 3Е183А; 3Е183В (Витебск)паспорт станка
- 3Е710В-1паспорт станка
- 3Е711В, 3У711В.паспорт станка
- 3Е711ВФ1 (АФ!); 3Е721ВФ1-1 (АФ1-1)паспорт станка
- 3Е756Л-1 (Воронеж)паспорт станка
- 3Е881 паспорт станка
- 3Е881М (Вильнюс)паспорт станка
- 3К12паспорт станка
- 3К225А; 3К227А; 3К228А; 3К229А (Воронеж) паспорт станка
- 3К225А; 3К227А (Саратов)паспорт станка
- 3К228В (Воронеж)паспорт станка
- 3К229В (Воронеж)паспорт станка
- 3К833 паспорт станка
- 3Л722А (Липецк)паспорт станка
- 3Л722В паспорт станка
- 3Л741АФ10 (Липецк)паспорт станка
- 3М131 (Харьков)
- 3М132В (Харьков)паспорт станка
- 3М151; 3М151В; 3М152; 3М152В; 3М162; 3М163; 3М163В; 3М164 (Харьков)паспорт станка
- 3М162МВФ2 (Харьков)паспорт станка
- 3М173; 3М174; 3М175 (Лубенск)паспорт станка
- 3М182 (Витебск)паспорт станка
- 3М182; 3М184 (Витебск)паспорт станка
- 3М193; 3М194; 3М195 3М196; 3М197 (Харьков)паспорт станка
- 3М227ВФ2; 3М227АФ2 (Саратов)паспорт станка
- 3У10А(Вильнюс) паспорт станка
- 3У10В (Вильнюс)паспорт станка
- 3У12А; 3У12УА; 3У12ОА; 3У12В (Вильнюс)паспорт станка
- 3У12УВФ10; 3У12ВФ11 паспорт станка
- 3У131ВМ; 3У133МВ (Лубенский завод Коммунар)паспорт станка
- 3У131М (Лубенский «Коммунар»)паспорт станка
- 3У133(Лубны)паспорт станка
- 3У143; 3У144.паспорт станка
- 3ШП-320паспорт станка
- 3SMO (Кординатно шлифовальный)(Швейцария)паспорт станка
- 310П (Ленинград)паспорт станка
- 371М-1 (Витебск))паспорт станка
- 372Б (МСЗ)паспорт станка
- 375С (Воронеж)паспорт станка
- 395М (Ленинград)паспорт станка
- 395МФ10 (Ленинград)паспорт станка
- 1071Е (Англия)паспорт станка
- 1400(Прецизионный плоскошлифовальный) (Англия)паспорт станка
- 3151 (Харьков)паспорт станка
- 3164 (Харьков)паспорт станка
- 3180 (Витебск)паспорт станка
- 3225(П) (Саратов)паспорт станка
- 3701 (А); 3711 (Орша)паспорт станка
- 3890паспорт станка
- 3951ВФ1паспорт станка
- ДШ-62М (Дербент)паспорт станка
- ДШ-102 (Дербент)паспорт станка
- Л3-98паспорт станка
- ЛЗ-269Ф2 (Ленинград)паспорт станка
- МВ 6020 (Саратов)паспорт станка
- МС 339; 3508; 3510паспорт станка
- ОШ 400 паспорт станка
- СА2М (Москва)паспорт станка
- СПШ-30Т (Тула) паспорт станка
- Ш-150К паспорт станка
- AL1-R-001 (WOLTERS) (Германия)паспорт станка
- BHP 20NA (Чехословакия)паспорт станка
- BHU-32A (Чехословакия)паспорт станка
- FF 35022 (ФРГ)паспорт станка
- HF 50 RD JUNG (Германия)паспорт станка
- HVR 90 SERDI (США)паспорт станка
- GCN 15-100 (Япония)паспорт станка
- J4GA (Кординатно шлифовальный)паспорт станка
- NOVA 10135;(50400)(100600) (Италия)паспорт станка
- PFS4U (PeTeWe) (ФРГ) 1976г.паспорт станка
- R4-1200V (Италия)паспорт станка
- RSM 500 (Германия) паспорт станка
- RT 50 (Италия)паспорт станка
- SASL 125×250 (Германия)паспорт станка
- SI 125×175 (Германия)паспорт станка
- SIW 3 (B; U; E) (ГДР)
- SU 315 (ГДР)паспорт станка
- SIXZB 160×1000 (ГДР)паспорт станка
- SW4/5 VA11 ELB (Германия) паспорт станка
- SWPO 80 (ГДР) паспорт станка
КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ ШЛИФОВАЛЬНЫХ СТАНКОВ
Группа станков с абразивным инструментом обозначена цифрой 3 (первая цифра в обозначении модели). Вторая цифра указывает тип станка: 1 – круглошлифовальные, 2 – внутришлифовальные, 3 – обдирочно – шлифовальные, 4 – специализированные шлифовальные для коленвалов, 5 – не применяется, 6 – заточные, 7 – плоскошлифовальные, 8 – доводочные и полировальные, 9 – разные станки с применением абразивного инструмента.
По точности все станки делятся на пять классов: Н – нормальной точности, П – повышенной, В – высокой, А – особо высокой точности, С – особо точные станки
. СКАЧАТЬ ПАСПОРТ СТАНКА БЕСПЛАТНО:
Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. Паспорт используется цеховым технологом как документ для назначения режимов обработки, подбора приспособлений, планировки размещения станка в цехе. Паспорт необходим также механику и энергетику как руководство по эксплуатации и ремонту станка; в него вносят данные о проведенных ремонтах и модернизации. При работе станка могут возникнуть различные неисправности, которые может устранить сам рабочий или сообщить о них слесарю-ремонтнику. Указания о методах исправления дефектов приведены в паспорте.
ПАСПОРТ СТАНКА:
К каждому станку, заводом-производителем, прилагается «Руководство по эксплуатации станка». «Руководство» содержит: краткое описание назначения и области применения станка; инструкцию по перемещению (перевозки), распаковке и установки станка (с чертежом фундамента); описание конструкции основных сборочных единиц (узлов) станка; инструкцию по пуску и обслуживанию станка; паспорт электрооборудования и электрическую схему станка. Отдельной составной частью руководства является ПАСПОРТ станка, оформленный на специальных стандартных бланках. Паспорт содержит: основные данные станка (характеристику); спецификацию сборочных единиц (узлов) станка; таблицу основных параметров зубчатых колес, червяков, винтов и гаек; кинематическую схему станка; таблицу механики главного движения (положение рукояток и соответствующие им частоты вращения шпинделя, наибольшие допускаемые крутящие моменты, мощности, кпд, указания о слабых звеньях); таблицу механизма подачи (положение рукояток и соответствующие им величины подачи), схему расположения и спецификацию подшипников. К «Руководству» прилагаются чертежи наиболее часто заменяемых деталей станка. Ознакомление с новым станком станочник начинает с изучения паспорта станка и «Руководства по эксплуатации станка» . Этими документами руководствуются также при ремонтах и регулировках станка, смене смазки, модернизации станка или установке на него специальных приспособлений.
Общая компоновка и особенности станков 3А277 и 3А277п
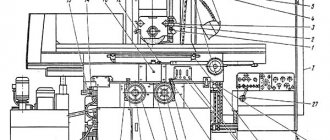
Станок состоит из узлов, обозначенных на общем виде (рис. 7 и 8), согласно спецификации узлов.
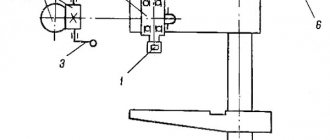
Узел бабки изделия (рис. 6) состоит из моста 1, закрепленного на станине, салазок 2, получающих поперечное перемещение от механизма подачи винтом 3 и гайкой 4, и шпиндельной бабки 5, установленной на салазках.
Передняя опора шпинделя смонтирована на двухрядном роликовом подшипнике с коническим отверстием; задняя опора базируется на двух радиально-упорных шарикоподшипниках, собранных с предварительным натягом.
Сквозное отверстие шпинделя используется для подвода охлаждающей жидкости к изделию, а также может быть использовано для прохода штока механизма зажима изделия при применении специального патрона или для подвода проводов к электромагнитному патрону.
В конструкции предусмотрена возможность установки на задний конец шпинделя пневматического цилиндра для зажима изделия.
Для шлифовки конических отверстий шпиндельная бабка может разворачиваться на салазках относительно оси 6 посредством винта 7 и гайки 8.
Перемещение салазок по мосту осуществляется по направляющим качения (роликовым) типа «ласточкина хвоста»; зазор в направляющих регулируется клином 9.
Зазор в резьбе винта подачи и гайки выбирается посредством дополнительной гайки 10, находящейся под действием пружины 11.
На фланце шпинделя установлен трехкулачковый патрон, самоцентрирующий, поставляемый со станком. К переднему торцу бабки изделия крепится раздвижной кожух изделия (уз. 43).
На передней части моста смонтирован механизм поперечной подачи (уз. 42), обеспечивающий поперечную подачу изделия (ручную от маховика или рукоятки дозированной подачи и непрерывную автоматическую, действующую от гидросистемы) и наладочное перемещение его.
На верхних направляющих станины установлен стол (уз. 31), совершающий возвратно-поступательное движение от гидроцилиндра, расположенного между натравляющими станины. На столе установлена шлифовальная бабка (уз. 71).
Реверсирование стола при шлифовке и при правке осуществляется посредством упоров, укрепляемых в переднем пазу стола и действующих на гидропанель реверса стола (уз. 27).
Наладочное перемещение стола производится механизмом ручной подачи стола (уз. 32).
Шлифовальная бабка имеет наладочное перемещение вдоль стола. При отводе шлифовальной бабки и при правке шлифовальный круг закрывается кожухом ограждения (уз, 72).
Аппарат правки шлифовального круга (уз. 61) установлен на кронштейне, который крепится к салазкам бабки изделия.
Опускание аппарата правки производится гидравлически, подъем — пружинами, усилие которых можно регулировать поворотом оси вращения.
На бабке изделия установлено торцешлифовальное приспособление (уз. 51) с торцовым шпинделем (уз. 52) и механизмом правки торцешлифовального круга. Кронштейн, несущий торцовый шпиндель, закреплен на горизонтальной гильзе и поворачивается вместе с ней в рабочее положение или откинутое вверх нерабочее положение посредством гидравлики.
Установочное перемещение торцового шпинделя вдоль оси изделия производится вручную вместе с гильзой, рабочая подача осуществляется перемещением торцового шпинделя от маховичка тонкой подачи.
Сзади станка установлен бак гидросистемы (уз. 21) с насосной установкой, гидроаппаратурой и золотником управления торцешлифовального приспособления (узел 28). Бак частично заходит в нишу станины (для уменьшения габарита станка). Гидроаппаратура управления (УЗЛЫ 20 24, 26, 27, 28) и механизм ручного перемещения стола (уз. 32) размещены в передней нише станины (рис. 8), закрытой крышками, на лицевой стороне которых расположены органы управления станком.
Бак охлаждения с электронасосом (уз. 14) и магнитным сепаратором расположен с правой стороны станка. Охлаждающая жидкость подводится к изделию в двух точках: через отверстие шпинделя и к наружному торцу изделия. Оба подвода имеют проходные краны. Включение и отключение подвода охлаждающей жидкости через отверстие шпинделя производится автоматически мембранным клапаном, расположенным сзади станины, от передвигаемого кулачка. Подвод охлаждающей жидкости к наружному торцу изделия производится постоянно при включенном насосе охлаждения. Очистка охлаждающей жидкости осуществляется магнитным сепаратором. Управление циклом работы станка осуществляется с помощью соответствующих кнопок и переключателей, расположенных на пульте управления станком и на корпусе механизма поперечной подачи изделия. Электроаппаратура размещена в электрошкафу. Конечный выключатель, микровыключатель, электромагниты встроены в узлы станка.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Станок внутришлифовальный 3К228
Специализированный станок внутришлифовальный 3К228 предназначается для шлифования цилиндрических и конических, сквозных и глухих отверстий, наружных и внутренних торцов, наружных посадочных поясков в деталях типа втулок, шестерён, фланцев, колец, и т. д. Область применения внутришлифовального станка 3К228 – машиностроительные заводы с мелкосерийным и серийным производством, инструментальные и ремонтные заводы и цеха.
Станок внутришлифовальный 3К228 изготовлен в общепромышленном исполнении в соответствии с требованиями действующих в России государственных стандартов, технических условий и полностью соответствующий требованиям ГОСТ 12.2.009 — Станки металлообрабатывающие.
Общие требования безопасности
Электрооборудование внутришлифовального станка 3К228 предусматривает питание от цепи 3-х фазного переменного тока с напряжением 380 вольт и частотой 50 Гц.
Основные технические данные
Эксплуатация
При работе на шлифовальных станках нужно соблюдать следующие правила:
диск и заготовка должны быть установлены плотно, соосно, без свободного вращения; уровень биений не должен превышать допустимых значений, указанных в техдокументации; обязательно использовать защитные щитки, чтобы предотвратить травматизм оператора; перед запуском нужно убедиться в работоспособности защитной системы; запрещено касаться руками вращающихся узлов, механизмов, заготовок; важно проводить техосмотры, замены повреждённых деталей, выполнять своевременную смазку; если предусмотрена система охлаждения, то требуется следить за её исправностью; недопустимо использование сильно изношенного круга или повреждённого; при обнаружении перегревов выше +60С нужно остановить работу, выяснить причину, устранить её; следует за один проход снимать оптимальный по размерам верхний слой, не вызывая перегрузок или сбоев в работе станка. В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач
Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз
В случае нехватки мощности потребуется заменить двигатель на новый или установить редуктор либо коробку передач. Второй вариант является более выгодным, но при этом сложность конструкции возрастёт в несколько раз.
Внутришлифовальный универсальный станок модели 3К227А
Внутришлифовальный станок 3К227А
Шлифовальные станки серии 3К227А предназначены для обработки цилиндрических и конических отверстий диаметром от 20 до 150 мм и длиной до 125 мм в деталях тел вращения типа втулки и диска методом шлифования. Значимым преимуществом универсальных внутришлифовальных станков является то, что они могут обрабатывать сквозные и глухие отверстия в деталях различной твердости — обычной (сырой) стали, закаленной стали, а также чугуна, цветных металлов и неметаллических материалов. С помощью операции внутреннего шлифования на станках 3К227А имеется возможность исправления отклонения (увода) оси отверстия, получившегося на более ранних стадиях обработки детали. Применение торцешлифовального приспособления позволяет получать высокую точность перпендикулярности торца к отверстию детали при шлифовании за одну установку поверхности торца и отверстия.
Описание
Внутришлифовальные станки разделили на такие группы:
- Внутришлифовальное оборудование, в котором происходят вращения обрабатываемого элемента и шлифовочного диска. Подачи продольного и поперечного типа в данном случае осуществляется передвижением шпинделя или спереди расположенной бабки.
- Внутришлифовальные модели, на которые отделочную деталь (как правило, габаритную) ставят недвижимо, а диск выполняет орбитальное передвижение. Он вращается по окружности собственной оси и по окружности оси отверстия одновременно.

Внутреннее шлифование заготовки
Характеристики производства разделяют эти станки на универсальные машины, автоматы и полуавтоматы.
Универсальные типы (с патронным зажимом). Применяют при работах с коротенькими и длинными отверстиями. Обработка на вариантах конической формы проходит посредством разворота бабки на нужный наклон. Данные станки нашли свое распространение на вспомогательных и главных отделениях производственного предприятия. Они оснащены торцешлифовочным приспособлением, обработка при этом отличается высоким показателем точности по перпендикулярности торца к отверстию.
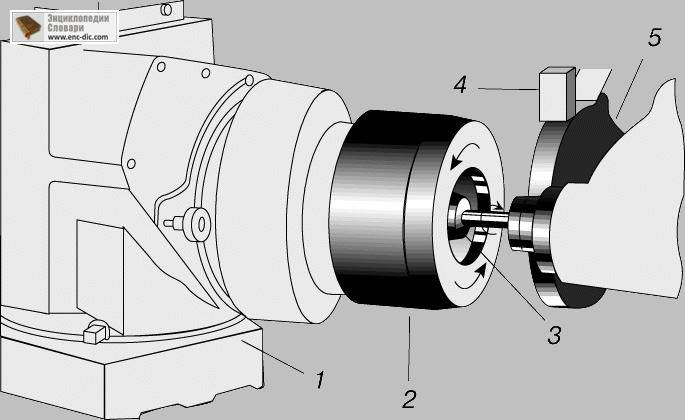
Схема шлифования внутренней фаски
Полуавтоматы. Их обширно используют для производства большого количества деталей. Такие виды оснащены измерительно-управляющими устройствами, ими в автоматическом режиме контролируют ход шлифовки. Обработка останавливается в тот момент, когда изделие достигает необходимых габаритов.
Автоматы. И центровые и бесцентровые варианты имеют устройство дополнительной загрузки. Оно подает обделываемую заготовку в район шлифовки. Еще здесь есть устройство, назначение которого – это автоматический крепеж, извлечение заготовки и контроль правок диска.
Изготовление своими руками
Создание станка своими руками потребует на начальном этапе понять, какими характеристиками он должен обладать, а затем подобрать готовый чертёж или найти готовый подходящий в специальной литературе. Далее нужно создать смету затрат на основе деталировки, оценить необходимость изготовления оригинальных деталей либо закупить готовые аналоги.
Для создания внутришлифовального станка потребуется подготовить следующие компоненты и инструменты:
- станину, являющейся основой конструкции, минимальный размер должен составлять 180х160 мм, конструируется из дерева или стальной плиты;
- основание, создаётся из тонколистовой стали, толщина которой не менее 0,5 мм;
- подобрать подходящий по мощности электродвигатель, проводку, выключатель;
- закупить крепёжные элементы;
- сконструировать из стали направляющие для перемещения станины;
- приобрести ручки для регулировки положения режущего диска относительно заготовки;
- тиски для крепления заготовки;
- шлифовальный диск;
- крепления для шлифовального диска.
Процесс сборки:
- Изготавливается стальная станина. На ней вырезается место под установку площадки с двигателем.
- На нижнюю часть крепится основание.
- С противоположной от двигателя стороны на станину устанавливаются тиски или зажимной барабан для заготовок с креплением на болты. Центрируется положение относительно осевой линии.
- Устанавливаются параллельно салазки, на которые крепится двигатель на специальной платформе.
- На вал двигателя крепится фланец для установки шлифовального диска.
- К платформе двигателя крепится барабан, предназначенный для её смещения относительно закреплённой заготовки.
- Подключается к двигателю проводка, пусковая кнопка.
- Монтируются защитные экраны.
- Станок ставится на место для его эксплуатации, выполняется тестовый запуск. При обнаружении проблем, устраняются неполадки.
Предназначение
Станки для внутреннего шлифования позволяют обрабатывать конические или цилиндрические, сквозные или глухие отверстия. Востребованы в отрасли машиностроения, так как их можно применять в производстве следующих изделий:
- зубчатых или гладких валов;
- шариковых либо роликовых подшипников;
- выступов или выемок для вставки уплотнительных колец внутри валов;
- режущих инструментов: фрез, свёрл, насадок, развёрток.
Оборудование позволяет выполнять следующие манипуляции:
- вращение диска вокруг оси относительно неподвижной детали;
- вращения заготовки, диск при этом не вращается;
- обеспечение продольной или поперечной подачи.
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.

Внутришлифовальный станок 3К722А
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Особенности модели 3К227А:
- электрорегулировка численности оборотов детали;
- оснащение каленными направляющими;
- возможность шлифовки внешнего торца с одной установки;
- оснащение набором шпинделей;
- оснастка поперечной подачей для автовозврата стола в начальное расположение;
- широкий спектр вращения шлифовочных дисков, шпинделя, поперечной подачи, быстроты передвижения стола.
Скачать паспорт шлифовального станка 3К227А
К каждому внутришлифовальному агрегату прилагается паспорт и руководство по использованию. Паспорт имеет все необходимые данные и технические характеристики по конкретно взятому виду. Здесь имеются детальные технические характеристики, устройство и схема станка.
Перед работой рекомендуют внимательно изучить паспорт, технические характеристики и устройство. Использовать внутришлифовальные агрегаты можно только в соответствии к рекомендациям изготовителей. Иначе оборудование не будет надежно работать и может нанести серьезные травмы человеку.
Внутришлифовальные станки
Внутреннее шлифование – это основной способ чистового вида обработки отверстий. Такая обработка деталей выполняется с задействованием абразивного круга.
Особенность внутренней шлифовки заключается в возможности исправить осевой увод отверстия, который появляется во время предыдущих операций.
Данная обработка используется для разных отверстий: цилиндрических, конических, глухих и сквозных.
Внутреннее шлифование обширно применяют в различных областях машиностроения. В частности такая обработка практикуется при работе:
- с гладкими и шлицевыми колесами зубчатого вида;
- с шарикоподшипниками и роликоподшипниками (в частности с их внутренними кольцами);
- с роликовыми дорожками на внешних кольцах роликовых подшипников;
- с разным инструментарием для резки (сюда включены: шеверы, фрезы, насадные развертки).
При этом шлифовании используется шлифовка с продольной подачей и врезанием. Во время процесса происходят такие движения:
- вращения шлифовального диска;
- вращения заготовки (кругообразная подача);
- подача продольного и поперечного типа.
Внутришлифовальный станок отнесли к разряду оборудования, на котором воспроизводиться обработка деталей с незначительными отклонениями от формы и габаритов, с легкой шероховатостью поверхности. Характеристики, которые указывает паспорт, показывают его высокие производительные возможности. Также паспорт имеет полное описание конкретного оборудования.