Плоскошлифовальный станок 3Д711ВФ11

Плоскошлифовальный станок 3Д711ВФ11 с крестовым столом и горизонтальным шпинделем предназначены для обработки в цикле или вне цикла переферией абразивного или алмазного круга плоских поверхностей из стали, чугуна и других материалов, закрепленных на зеркале стола или во вспомогательных приспособлениях. В предалах, допустимых размерами кожуха шлифовального круга, на станке возможна обточка торцом круга, а с применением приспособлений для фасонной правки абразивных кругов, механизмов деления и крепления деталей, которыми комплектуется станок по требованию заказчика, возможна обработка пазов и фасонных профилей методом многопроходного врезного шлифования.
Станок используется в единичном, мелкосерийном и серийном производствах.
Описание
Плоскошлифовальные станки предназначены для высокоточной обработки плоских поверхностей различных изделий из черных и цветных металлов, а также шлифования торцом круга с вертикальной подачей круга в пределах, допустимых кожухом шлифовального круга, в условиях массового, серийного и единичного производства. Кинематическая схема станка обеспечивает следующие движения: — продольное автоматическое перемещение стола от гидроцилиндра и ручное перемещение от маховика; — поперечное автоматическое перемещение крестового суппорта, ускоренный перегон и ручное тонкое и грубое перемещение посредством маховиков; — вертикальное автоматическое перемещение шлифовальной го¬ловки, ускоренное перемещение, ручное тонкое и грубое перемещение посредством маховиков; — вращение шлифовального круга.
Технические характеристики станка 3Д711ВФ11
Технические характеристики станка 3Д711ВФ11 это основной показатель пригодности станка к выполнению определенных работ на станках. Для плоскошлифовальных станков основными характеристиками является:
- Размер рабочей поверхности стола
- Наибольшие размеры щлифуемого изделия
- Скорость круга
- Скорость продольного перемещения стола
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Д711ВФ11. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Д711ВФ11 расположенном ниже.
| Величины | ||
| Класс точности станка по ГОСТ 8-82 | В | |
| Наибольшие размеры обрабатываемого изделия (ДхШхВ) | мм | 990х280х375 |
| Масса устанавливаемой заготовки, не более | кг | 220 |
| Наружний диаметр шлифкруга | мм | 300 |
| Внутрений диаметр шлифкруга | мм | 76 |
| Наибольшая высота шлифкруга | мм | 63 |
| Наименьшая высота шлифкруга | мм | 40 |
| Рабочая поверхности стола (ДхШ) | мм | 630х200 |
| Число Т-образных пазов | 3 | |
| Ширина паза | мм | 14 |
| Расстояние между пазами | мм | 50 |
| Установочная поверхность стола (ДхШ) | мм | 990х200 |
| Расстояние от оси шпинделя до зеркала стола | мм | 550 |
| Наибольшее ручное перемещение стола | мм | 700 |
| Наибольшее ручное перемещение суппорта | мм | 250 |
| Частота вращения шпинделя | об/мин | 2230 |
| Рабочая подача стола | м/мин | 2…35 |
| Рабочая подача суппорта | м/мин | 0,3…40 |
| Автоматическая вертикальная черновая подача (ступенчатая) | мм | 0,01…0,09 |
| Автоматическая вертикальная чистовая подача (ступенчатая) | мм | 0,001…0,009 |
| Скорость быстрых перемещений суппорта | м/мин | 2,14 |
| Скорость быстрых перемещений шлифовальной головки | м/мин | 0,3 |
| Мощность привода главного движения | кВт | 4 |
| Габариты станка без отдельно рассположенных агрегатов (ДхШхВ) | мм | 2595х1775х2035 |
| Масса станка без отдельно рассположенных агрегатов | кг | 2300 |
| Масса отдельно рассположенных агрегатов и электрооборудования | кг | 650 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
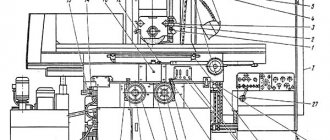
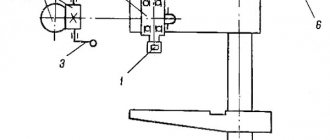
СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ С ПРЯМОУГОЛЬНЫМ СТОЛОМ И ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ 3Д711ВФ11
Основанием станка является станина, на которой установлены крестовый суппорт, колонна, пульт управления, механизм поперечной и вертикальной подачи. Суппорт станка обеспечивает продольное и поперечное перемещение стола. Колонна обеспечивает вертикальное перемещение шлифовальной головки. Все рабочие перемещения на станке автоматизированы. Продольное перемещение стола осуществляется посредством гидроцилиндра. Автоматическое и ускоренное перемещение суппорта осуществляется через ременную передачу от асинхронного электродвигателя. Автоматическая вертикальная подача осуществляется от гидромотора через редуктор, а ускоренное перемещение от асинхронного электродвигателя через ременную передачу и редуктор. Ручное перемещение крестового суппорта, шлифовальной головки и стола выполняется посредством маховиков. Вращение шпинделя осуществляется асинхронным электродвигателем. Гидростанция станка выполнена отдельным агрегатом и установлена справа от станка. Пульт управления станком расположен на кронштейне, который крепится к станине. С левой стороны станка установлен агрегат системы охлаждения. КОЛОННА
Колонна смонтирована на задней стенке станины и служит для осуществления вертикальных перемещений шлифовальной головки, которая установлена и жёстко закреплена на её верхней плоскости. Направляющие поверхности образованы самой колонной и планками, привернутыми к станине. Предварительный натяг в системе вертикальных направляющих достигается: — в плоскости параллельной оси шлифовального шпинделя — при помощи подогнанных жёстких втулок и усилия тарельчатых пружин; — в плоскости перпендикулярной оси шлифовального шпинделя – за счёт использования направляющих V-образной формы. К нижней плоскости колонны закреплен червячный редуктор вертикальных перемещений.
НАПРАВЛЯЮЩАЯ ЛЕВАЯ ПОПЕРЕЧНАЯ
Левая роликовая поперечная направляющая качения представляет собой в сечении П-образную форму, воспринимает вертикальные и боковые нагрузки. Для обеспечения высокой жёсткости и точности поперечного перемещения суппорта П-образная направляющая собрана с предварительным натягом, который создается клином посредством винта, затем клин фиксируется винтами.
СУППОРТ КРЕСТОВЫЙ
Крестовый суппорт обеспечивает поперечное и продольное перемещение стола. На верхней плоскости суппорта расположены продольные направляющие качения (V-образная и плоская), по которым перемещается стол. Между продольными направляющими жёстко закреплён гидроцилиндр привода стола. К нижней поверхности суппорта закреплён кронштейн, который соединён с гайкой шарико-винтовой пары механизма поперечной подачи. На передней стенке суппорта, под защитным щитком, установлена направляющая планка по которой перемещаются кулачки реверса стола. На кулачках установлены лепестки, взаимодействующие с бесконтактными выключателями, расположенными на столе. Положение кулачков регулируется в зависимости от длины обрабатываемой детали. Спереди, слева на суппорте закреплён механизм ручного перемещения стола.
СТОЛ
Стол имеет рабочую поверхность с тремя Т-образными пазами для установки и крепления обрабатываемых деталей, электромагнитной плиты или установочного приспособления. На нижней плоскости стола расположены продольные направляющие качения V-образная и плоская, а также зубчатая рейка которая обеспечивает ручное перемещение стола от шестерни механизма ручных перемещений. По краям нижней поверхности стола закреплены кронштейны, к которым присоединены штоки гидроцилиндра. На верхней плоскости стола установлено ограждение рабочей зоны. Сбор охлаждающей жидкости происходит в ванне стола, а слив — через проем в задней стенке стола в сборник и далее в бак охлаждения.
МЕХАНИЗМ ПОПЕРЕЧНОЙ ПОДАЧИ
Механизм поперечной подачи обеспечивает: — ручное перемещение крестового суппорта; — автоматическую подачу; — ускоренные перемещения; — отключение маховика посредством электромагнитной муфты при автоматических перемещениях суппорта.
ГОЛОВКА ШЛИФОВАЛЬНАЯ
Головка шлифовальная состоит из корпуса и шпинделя. Шпиндель установлен на высокоточных радиально-упорных подшипниках качения, собранных с предварительным натягом. К нижней поверхности корпуса шлифовальной головки жёстко прикреплен опорный конец винта шарико-винтовой пары качения вертикальных перемещений. С целью обеспечения защиты подшипников передней опоры во фланце сделаны специальные каналы и лабиринты.
МЕХАНИЗМ ВЕРТИКАЛЬНОЙ ПОДАЧИ
Механизм вертикальной подачи обеспечивает: — автоматическую вертикальную подачу; — ручное грубое или тонкое перемещение шлифовальной головки; — отключение маховика посредством электромагнитной муфты при ускоренных перемещениях шлифовальной головки.
ОХЛАЖДЕНИЕ
Охлаждение состоит из сварного бака, на котором установлены электронасос для подачи охлаждающей жидкости и магнитный сепаратор для очистки СОЖ от металлического шлама. Шлам собирается в отдельный бак. Слив эмульсии со стола происходит через сборник, закрепленный на суппорте в лоток, установленный в магнитный сепаратор.
ГИДРОЦИЛИНДР
Гидроцилиндр установлен на верхней поверхности суппорта и осуществляет возвратно-поступательное движение стола. Штоки гидроцилиндра крепятся гайками к кронштейнам стола. Уплотняются штоки резиновыми манжетами. В крайних положениях хода поршня предусмотрено торможение стола при помощи специальных конусов.
СТАНЦИЯ ГИДРОПРИВОДА
Станция гидропривода предназначена для обеспечения возвратно-поступательного перемещения стола с регулируемой скоростью, вывода стола в зону загрузки, привода механизма вертикальной подачи и осуществления централизованной автоматической смазки направляющих. Станция работает на чистых минеральных маслах кинемати¬ческой вязкостью от 30 до 35 мм2/с (р/Ст), при температуре 40°С, предназначенных для гидравлических систем с антиокислительными и противоизносными присадками. Рекомендуемые марки масел: ИГЛ-18 ТУ 38.101413-78, ИГП-30 ТУ 38.10141З-78.
СИСТЕМА СМАЗКИ
Система смазки предназначена для централизованной смазки всех направляющих от гидросистемы. Она автоматически включается в работу при включении гидропривода станка. В систему смазки масло поступает от станции гидропривода через фильтр с точностью фильтрации 25 мкм. Дренаж смазки сливается в отстойник, предназначенный для очистки масла перед сливом в гидростанцию. Отстойник снабжен магнитным сепаратором.
Паспорт станка 3Д711ВФ11
Данное руководство по эксплуатации (Паспорт станка 3Д711ВФ11) «Станок плоскошлифовальный 3Д711ВФ11» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Руководство (инструкция) по эксплуатации шлифовального станка 3Д711ВФ11.
СОДЕРЖАНИЕ
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Указания мер безопастности
- Состав станка
- Устройство, работа станка и его составных частей
- Смазка станка
- Порядок установки
- Порядок работы
- Возможные неисправности и методы их устранения
- Особенности разборки и сборки при ремонте
- Свидетельство о приемке
- Сведения о консервации и упаковке
- Указания по техническому обслуживания, эксплуатации и ремонту
Скачать паспорт плоскошлифовального станка 3Д711ВФ11 в хорошем качестве можно по ссылке расположенной ниже.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Руководство по эксплуатации станка 3Д711ВФ11. Электрооборудование.
Данное руководство по эксплуатации электрооборудования станка 3Д711ВФ11 содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
- Характеристика электрооборудования
- Система питания
- Первоначальный пуск
- Режим работы
- Блокировки
- Система сигнализации
- Защита
- Указания мер безопастности
- Указания по монтажу и эксплуатации
- Возможные неисправности и методы их устранения
Скачать руководство по эксплуатации электрооборудования плоскошлифовального станка 3Д711ВФ11 в хорошем качестве можно по ссылке расположенной ниже.
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.