Плоскошлифовальный станок 3Б722 с прямоугольным столом и горизонтальным шпинделем

Станок 3Б722, продольношлифовальный с прямоугольным столом и горизонтальным шпинделем, предназначен для шлифования плоскостей различных деталей переферией круга как в индивидуальном, так и в крупносерийном производстве. Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Плоскошлифовальный станок 3б722 паспорт

Универсальный плоскошлифовальный станок с прямоугольным столом и горизонтальным шпинделем модели ЗБ722 (рис. 1) предназначен для шлифования плоскостей деталей периферией круга. Шлифуемые детали в зависимости от материала, формы и размеров могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола.
Кинематическая схема
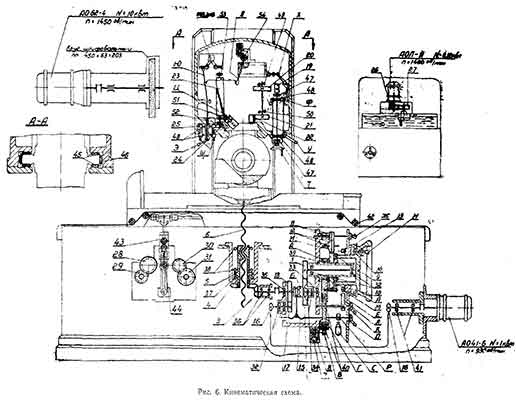
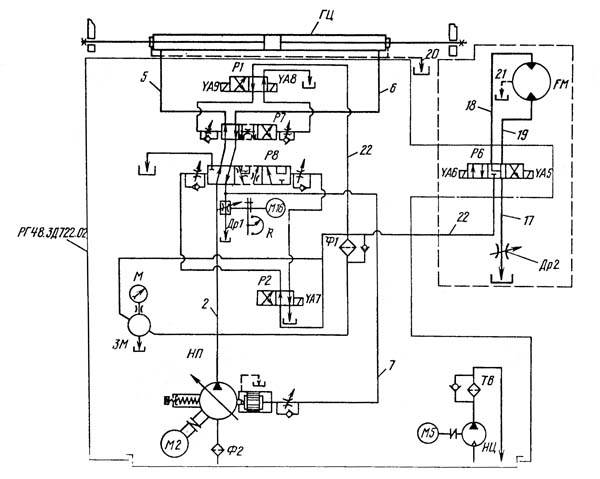
Движение от маховика А (рис. 6) передается через шестерни 1,2, кулачковую муфту Б, коническую пару 3,4 на гайку 5, связанную с ходовым винтом 6. Так как гайка фиксирована от вертикального перемещения, то при ее вращении винт 6 будет перемещаться в осевом направлении, производя подачу каретки со шлифовальной бабкой.
Станина и стол
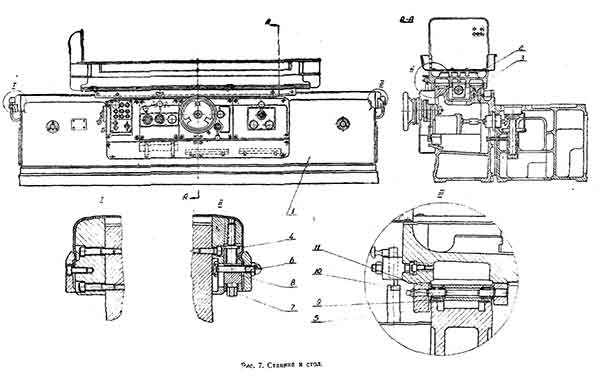
По направляющим станины 1 (рис. 7) перемещается стол 2, несущий цилиндр 3. Открывающиеся при движении стола направляющие станины закрыты двумя гибкими лентами 4. Ленты проходят в окна стола, образованные телом стола и привернутыми направляющими 5. Концы лент натянуты и неподвижно укреплены на торцах станины. При натяжении ленты отпускают гайки 6 и вращением винта 7 перемещают вниз колодку 8 с укрепленной на ней лентой, после чего вновь затягивают гайки 6. Для того, чтобы ленты при движении стола прилегали к направляющим станины, имеются ролики 9, вращающиеся на осях 10, укрепленных в привернутых планках 11.
Колонка
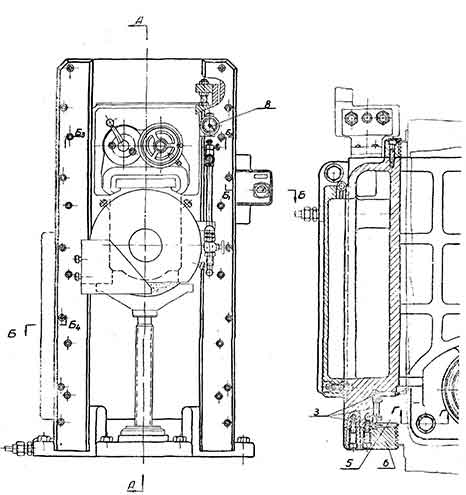
Колонка 1 (рис. 8), привернутая к тумбе станины 2, представляет собой жесткую литую раму с направляющими, по которым при помощи системы роликов 3, размещенных в сепараторе 4, перемещается каретка 5. Люфт в направляющих устраняется подгонкой планок 6 и клином каретки 7. Для визуального контроля за размером шлифуемого изделия предусмотрен индикатор 8 и кронштейн 9 с регулируемым упором.
Механизм вертикальной подачи
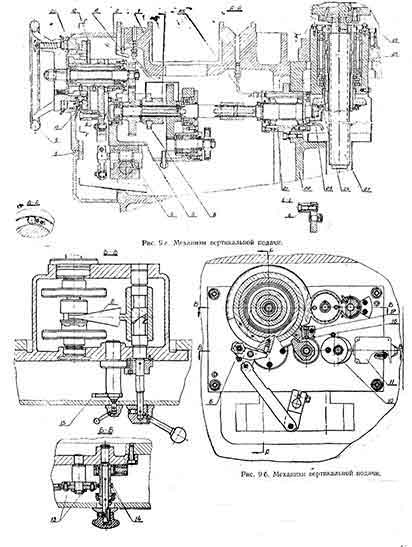
Механизм вертикальной подачи (рис. 9а, 96) крепится на передней панели станины 1 и закрывается крышками 2 и 3. Цилиндр механизма подачи 4 крепится к корпусу 5. Для увеличения долговечности храпового механизма собачка 6 выполнена в виде звездочки с шестью зубьями. Замена изношенного зуба на новый производится поворотом собачки. Для включения ускоренного перемещения полумуфта 7 перемещается рычагом 8 в крайнее правое положение, при котором маховик 9 оказывается отключенным от механизма. Кулачок 10 включает конечный выключатель 11, подготавливая ускоренное перемещение от электродвигателя. Ускоренное перемещение возможно только до тех пор, пока нажата кнопка. Для ликвидации зазора в зубчатом зацеплении привода перемещения перекрыщки 12 шестерни 13 и 14 выполнены сдвоенными. Во втулке откидного жесткого упора 15 укреплен палец 16, который упирается в неподвижную колодку 17, чем и определяется постоянное положение откидного упора. Смазка шестерен осуществляется маслом, стекающим с направляющих станины по трубке 18 и собирающимся на дне корпуса. Сектор 19 служит для автоматического прекращения подачи после снятия установленного припуска на обработку. Вращаясь вместе с лимбом 20, сектор 19 перекрывает зону качания собачки 6, постепенно уменьшая подачу до нуля.
Опора привода винта
Опора привода винта (рис. 9 а) служит для передачи движения от механизма вертикальной подачи к редуктору колонки. Корпус опоры 21 укреплен на привалочной плоскости тумбы 22. Валик-шестерня 23 вращается на двух роликовых конических подшипниках. Смазка конических шестерен 23 и 24 осуществляется самотеком через трубку 25.
Редуктор колонки
Редуктор колонки (рис. 9 а) служит для передачи движения от механизма вертикальной подачи через опору привода винта к каретке. Валик-шестерня 23 опоры привода винта вращает коническую шестерню 24, сидящую на шпонке на биметаллической гайке 26. При вращении гайки 26, закрепленной в осевом направлении с помощью двух радиальноупорных и упорного подшипников, винт 27 получает вертикальное перемещение. Вместе с винтом перемещается и каретка 28. Смазка пары гайка— ходовой винт производится через трубку 29 от лубрикатора, установленного на каретке.
Каретка
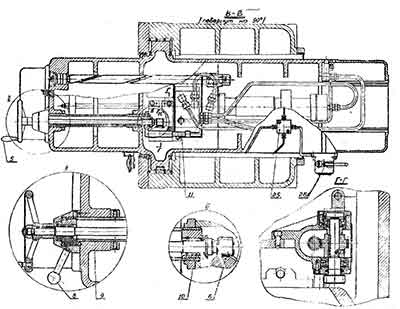
Каретка представляет собой промежуточный узел, служащий для осуществления двух взаимно-перпендикулярных движений шлифовальной бабки; вертикального и поперечного. Вертикальное перемещение осуществляется по направляющим колонки 1 с помощью винта 2, неподвижно прикрепленного к перемычке 3, связывающей вертикальные направляющие каретки.
Горизонтальные направляющие каретки служат для поперечного перемещения бабки е помощью укрепленного в каретке цилиндра 4 или вручную за маховик 5 через червячную передачу 6 редуктора каретки и реечную пару. Рейка укреплена на корпусе 7 шлифовальной бабки. Чтобы осуществить гидравлическое перемещение бабки червяк выводят из зацепления с шестерней путем поворота за рукоятку 8 эксцентриковой гильзы 9. При этом эксцентрик 10 через рычаг 11 переместит блокировочный золотник коробки реверса шлифовальной бабки, открывая путь маслу к цилиндру. При включении ручного перемещения эксцентрик 10 переместит блокировочный золотник в другую сторону, соединяя обе полости цилиндра со сливом. На переднем торце каретки размещен диск, шестерня 12, сцепленный с шестерней 14, которая сидит на валике 15. На валике прорезан пологий винтовой паз, в который входит ролик пальца 16, укрепленного на корпусе шлифовальной бабки. За полный поперечный ход шлифовальной бабки диск 12 совершает неполный оборот. Укрепленные на диске переставные упоры 17 воздействуют на рычаг 18, поворачивая его вместе с рукояткой 19 и валом 20, который через рычаги 21 и 22 перемещает управляющий золотник гидрокоробки реверса шлифовальной бабки. Рычаг 21 производит при каждом реверсе поочередное включение конечных выключателей 23, которые дают команду на механизм вертикальной подачи.
За рукоятку 19 может быть осуществлен ручной реверс бабки независимо от положения упоров 17. Внутри каретки размещен трубопровод, подводящий масло к гидрокоробке реверса шлифовальной бабки, к цилиндру 4 и отводящий масло на слив в бак. В каретке размещен также трубопровод смазки направляющих шлифовальной бабки и распределитель смазки 25, получающий масло от лубрикатора 26.
Шлифовальная бабка
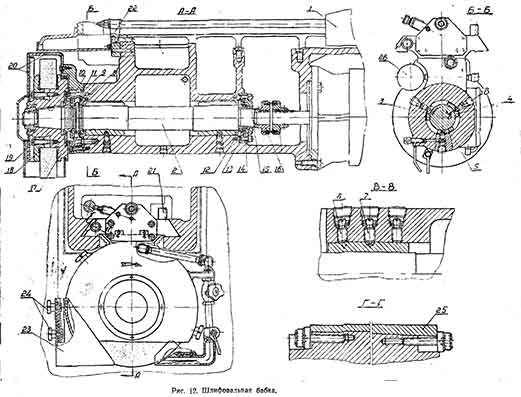
Шлифовальная бабка (рис. 12) перемещается по каретке с помощью цилиндра 1 или вручную от реечной передачи. Шпиндель 2 вращается на двух самоустанавливающихся трехвкладышных подшипниках скольжения. Вкладыши 3 и 4 регулируемые, а вкладыш 5 нерегулируемый. В зону подшипников масло подается от установки смазки. При вращении шпинделя масло попадает под каждый из вкладышей, образуя масляный клин; при этом обеспечивается жидкостное трение между шпинделем и вкладышами.
Станок 3Л722В. Плоскошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для плоскошлифовальных станков основными характеристиками является:
- Размеры рабочей поверхности станка
- Наибольшие размеры шлифуемого изделия
- Скорость продольного перемещения стола
- Скорость круга
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Б722. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Б722, скачать который можно ниже.
| Величины | ||
| Наименьшее расстояние от оси шпинделя до рабочей поверхности стола | мм | 190 |
| Наибольшие расстояние от оси шпинделя до рабочей поверхности стола | мм | 630 |
| Наибольшие размеры устанавливаемых изделий (ДхШхВ) | мм | 1000х360х400 |
| Наибольшие размеры обрабатываемых поверхностей (ДхШ) | мм | 1000х320 |
| Размеры рабочей поверхности стола (ДхШ) | мм | 1000х320 |
| Размеры рабочей поверхности электромагнитной плиты (ДхШ) | мм | 900х320 |
| Пределы скоростей продольного перемещения стола | м/мин | 2…40 |
| Пределы скоростей непрерывного поперечного перемещения шлифовальной бабки | м/мин | 0,5…3 |
| Частота вращения шпинделя | об/мин | 1460 |
| Мощность электродвигателя шлифкруга | кВт | 10 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Технические характеристики
Согласно принятой классификации станок 3Б722 имеет класс точности «П». Благодаря универсальности своей конструкции он может обрабатывать детали, габариты которых не превышают 100*36*40 см. При этом расстояние от шпинделя до поверхности стола может составлять от 19 до 63 см.
Определяющим качеством станка являются параметры шпиндельной бабки. От ее характеристик зависит максимальная и минимальная глубина шлифования, а также скорость выполнения этого процесса. Допустимые размеры шлифовального круга составляют от 32,5 до 45 см. При этом посадочный диаметр равен 20,3 см. На шпиндель поступает максимальный крутящий момент 6,7 кгс*м.
Кроме этого, следует учитывать такие технические параметры, которыми обладает шпиндельная бабка станка 3Б722:
- величина поперечного смещения – 40 см;
- количество автоматических подач на один ход рабочего стола – от 1 до 30;
- максимальное вертикальное смещение – 44см;
- характеристики автоматических вертикальных подач – от 0,005 до 0,1 мм;
- скорость вертикального ускоренного смещения – 0,45 м/мин.
Станок может работать в режиме автоматической или ручной подачи. В первом случае необходимо задействовать систему автоматики.
Технические параметры рабочего стола:
- габариты поверхности — 100*32 см;
- размеры фиксируемой электромагнитной плиты – 90*32 см;
- величина продольного смещения – от 30 до 105 см;
- возможность регулировки скорости смещения рабочего стола – от 2 до 40 м/мин.
Помимо этих характеристик, стоит отметить автоматический реверс ступора. Эта функция позволяет оперативно реагировать на изменение конфигурации обрабатываемой детали.
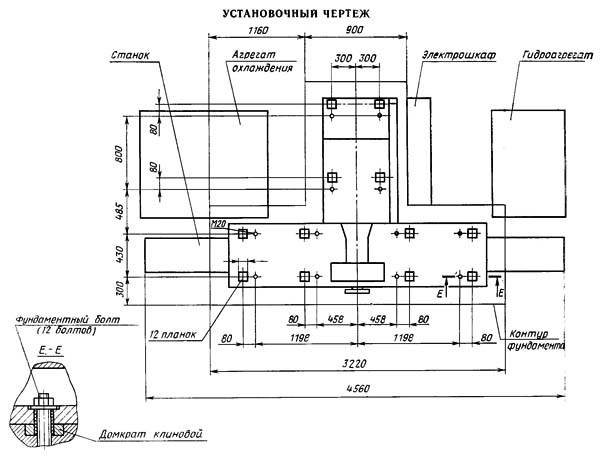
Плоскошлифовальный станок 3Б722 обладает большими габаритами – 341*202*229 при массе 6950 кг без установленной детали. Это объясняется литой станиной, которая обеспечивает устойчивость оборудования во время работы.
Станок 3Б722. Плоскошлифовальный. Руководство по эксплуатации. Электрооборудование
Данное руководство «3Б722. Плоскошлифовальный станок. Руководство по эксплуатации. Электрооборудование» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Содержание
Назначение и область применения станка Распаковка и транспортировка станка Паспорт станка Электрооборудование станка
- Общие сведения
- Описание действия электросхемы
- Включение смазки шпинделя
- Включение вращения шлифовального круга
- Включение и выключение электромагнитной плиты
- Включение гидравлики
- Включение автоматической вертикальной подачи
- Включение насоса подачи охлаждающей жидкости и магнитного сепаратора
- Ускоренный подъем и опускание шлифовальной бабки
- Включение освещения
- Блокировка
- Защита
- Указания о порядке управления электроприводом
- Указания по технике безопасности
- Указания по эксплуатации и обслуживанию электрооборудования
- Эксплуатация электрооборудования
- Возможные неисправности и методы их устранения
- Уход за электродвигателями
- Уход за предохранителями
- Уход за магнитными пускателями, реле управления и электромагнитами
- Уход за тепловыми реле
- Уход за автоматическими выключателями
Скачать Руководство по эксплуатации электрооборудования плоскошлифовального станка 3Б722 в хорошем качестве можно по ссылке расположенной ниже.
Конструктивные особенности станка

Внешний вид
Установка состоит из горизонтальной станины, на поверхности которой расположены направляющие, на них крепится обрабатываемая деталь. Во время работы выполняется смещение по горизонтальному продольному направлению. Для обработки больших заготовок возможны незначительные сдвиги в поперечном направлении. Шлифовальный круг фиксируется на бабке. Этот узел агрегации может перемещаться в вертикальной плоскости.
Для нормальной работы оборудования в конструкции предусмотрено 6 электродвигателей. Главный привод шпинделя бабки осуществляется за счет передачи крутящего момента от силового агрегата мощностью 10 кВт. Для ускоренного вертикального смещения применяется электродвигатель 1,1 кВт. Остальные приводящие устройства предназначены для обеспечения работы систем охлаждения и магнитного сепаратора.
Плоскошлифовальный станок 3Б722 обладает следующими специфическими характеристиками:
- способы фиксации деталей. Они могут быть затоплены на рабочем столе механическими устройствами или с помощью электромагнитной плиты;
- шлифовальная бабка смещается по стойке с горизонтальными направляющими;
- в конструкции установлены винтовые пары качения;
- система цифровой индикации, которая контролирует степень смещения шлифовального круга.
Наличие высокоточных подшипников обеспечивает равномерную обработку материала по всей поверхности.
Конструкция шпиндельного узла позволяет выбирать оптимальные режимы функционирования — подачи и изменение скорости рабочего стола. Уровень звуковой мощности не должен превышать 99 дБ.
Чего ждать от модернизации
Модернизация с заменой устаревших электрических узлов производится на агрегаты отечественного и зарубежного производства. Для станков Липецкого завода подходят агрегаты, выпускаемые фирмами Siemens и Omron, благодаря чему схема с релейным управлением становится современной – цифровой. Руководство по эксплуатации обновлённого таким способом оборудования изменится кардинально.
При капитальном ремонте механические узлы плоскошлифовального оборудования меняются на треть. Модернизация касается в основном электроприводов. Чаще всего замена электрической начинки проводится полностью.
После проведения капитального ремонта с установкой ЧПУ руководство по эксплуатации от изготовителя можно считать морально устаревшим, оно не соответствует обновлённым системам. Управление становится легче.
Капитальный ремонт плоскошлифовального станка
При эксплуатации станка истираются не только рабочие инструменты, но и внутренние вращающиеся узлы. Это приводит к снижению качества металлообработки. Модернизация и ремонт плоскошлифовальных станков 3л722В производится в Липецке и в Московской области.
При эксплуатации станка до 20 лет выход из строя его основных узлов имеет малую вероятность. Но с каждым годом возрастают возможности новых технологий оборудования 3Л722В. Для того чтобы станок соответствовал новейшим требованиям, ему необходима модернизация, доработка. Исходя из того, что основная схема принципиально не меняется, выдерживаются и основные параметры рабочих поверхностей, модернизация станка не отразится на внешнем виде и габаритах оборудования. Для мастера обслуживающего станок руководство производителя по эксплуатации и обслуживанию 3Л722В останется актуальным. Изменятся только некоторые характеристики мощности электрооборудования. Что необходимо учесть, заменив в инструкции характеристики усовершенствованных узлов. Капитальный ремонт оборудования, выпущенного пол столетия лет назад, заключается в полном обновлении электрических систем. Общая схема останется прежней, но в эксплуатации станок станет тише и мощнее, что обосновано заменой электродвигателя постоянного тока на аналогичный, работающий от переменного.
В процессе модернизации, при замене двигателя плоскошлифовального станка, меняется коробка передач и система управления. На смену ручным настройкам приходит ЧПУ. Установка программного управления имеет смысл только на отвечающее определённым требованиям точности оборудование. Это качество достигается исправными ходовыми винтами, подшипниками, зубчатыми редукторами, гладкими направляющими, отлаженной системой смазки.