Сведения о производителе шпоночно-фрезерного станка 692Д
Производитель специального шпоночно-фрезерного станка 692Д Дмитровский завод фрезерных станков, основанный в 1940 году.
Основной продукцией завода, в настоящее время, являются универсальные консольно-фрезерные станки гаммы «6К» и «6ДМ».
Станки, выпускаемые Дмитровским заводом фрезерных станков, ДЗФС
- 6Д12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Д81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6Д82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6К11
станок консольно-фрезерный вертикальный 250 х 1000 - 6К12
станок консольно-фрезерный вертикальный 320 х 1250 - 6К81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 6К82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Н11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Н81
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81А
станок консольно-фрезерный универсальный 250 х 1000 - 6Н81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р11
станок консольно-фрезерный вертикальный 250 х 1000 - 6Р81
станок консольно-фрезерный универсальный 250 х 1000 - 6Р81Г
станок консольно-фрезерный горизонтальный 250 х 1000 - 6Р81Ш
станок консольно-фрезерный широкоуниверсальный 250 х 1000 - 692Д
станок шпоночно-фрезерный вертикальный - 692Р
станок шпоночно-фрезерный вертикальный - 692М
станок шпоночно-фрезерный вертикальный
Шпоночно-фрезерный станок
Металлорежущий станок для фрезерования шпоночных пазов (призматических или сегментных) на валах. При образовании призматического паза концевой фрезой (См. Фреза) рабочая продольная подача Ш.-ф. с. осуществляется шпиндельной кареткой, которая совершает возвратно-поступательные (маятниковые) движения, а подача на глубину резания — пинолью шпинделя. Сегментный паз образуют дисковой фрезой. Известны Ш.-ф. с. для одновременного фрезерования 2 шпоночных пазов концевыми или дисковыми фрезами.
Токарный станок Токарный станок того времени выглядел довольно примитивно. Основание «станка» – деревянная скамейка вместо современной станины. На этой скамейке-станине находилось две бабки, соединенные бруском, служившим опорой для резца. Передняя бабка станка
Печатный станок Разумеется, все вы знаете, что печатный станок изобрел Иоганн Гуттенберг. В пятнадцатом веке многие города обзаводятся своими печатными дворами. Появились печатни и во Флоренции – как раз во времена Леонардо, около 1470 года.Но да Винчи не мог пройти мимо
Ткацкий Станок Это самая простая, самая глубокая и самая секретная практика из всех. Секретная не потому, что ценнее других, но просто потому, что требует высокого уровня ответственности и развитого сочувствия к миру людей. Кроме того, она трудновыполнима, требует
Станок Borkey 989 Top-Cut Поставляемый компанией DiMark International станок Borkey 989 Top-Cut (рис. 14.17) позволяет нарезать прямые и изогнутые дорожки, а также изготавливать луночные ключи по образцу или по коду. Рис. 14.17. Станок Borkey 989 Top-Cut предназначен для нарезания ключей различных типов по
Деревообрабатывающий станок Деревообрабатывающий станок – машина для обработки древесины. Деревообрабатывающий станок.На деревообрабатывающем станке получают изделия и материалы из дерева: доски, брус, фанеру, древесные плиты, конструкции для изготовления мебели,
Зубообрабатывающий станок Зубообрабатывающий станок – металлорежущий станок, на котором обрабатываются зубчатые колеса и рейки – основные детали зубчатой передачи. Зубчатые передачи используются в редукторах и дифференциальных механизмах.На зубообрабатывающих
Балансировочный станок Балансировочный станок – машина для балансировки-уравновешивания вращающихся частей роторов, турбин, валов, шкивов, устанавливающая место и степень статической и динамической неуравновешенности вращающихся частей машин. Конструкция
Ручной фрезерный станок, управляемый из мобильного приложения Николай Маслухин Опубликовано 02 июля 2013 Популярная площадка для стартапов Kickstarter до конца июля собирает деньги на проект Handibot – портативный фрезерный станок с программным
12. «Станок» Назначение. Растяжка задних мышц бедра.Исходное положение. Встать лицом к стулу, кровати или спинке кресла. Одну ногу поставить на возвышение (чем выше нога, тем сильнее нагрузка), вторая нога прямая, руки за голову.Выполнение. Нагнуться всем корпусом так
slovar.wikireading.ru
692Д Станок шпоночно-фрезерный вертикальный. Назначение, область применения
Специальный шпоночно-фрезерный станок 692Д консольного типа с вертикально расположенным шпинделем сконструирован на базе модели 692р запущенной в серию примерно в 1974 году.
Специализированные фрезерные станки 692Д применяют в серийном производстве для обработки деталей, сходных по конфигурации, но различных по размеру.
Шпоночно-фрезерный станок 692Д предназначен для обработки шпоночных пазов на валах мерными и немерными концевыми и шпоночными и фрезами, изготовленными по ТУ2-035-858—82.
На станке 692Д могут обрабатываться шпоночные пазы шириной от 4 до 28 мм в полуавтоматическом цикле.
Обработка пазов от 4 до 6 мм ведется маятниковым циклом мерным инструментом, а с 6 до 28 мм – на полную глубину за один проход с последующей калибровкой ширины немерным инструментом.
Применение имеющегося на станке устройства калибровки обрабатываемого паза обеспечивается соблюдение точности ширины шпоночного паза независимо от точности диаметра применяемых фрез (начиная с диаметра 6 мм).
На станке 692Д диапазон частот вращения шпинделя позволяет вести обработку шпоночных пазов как быстрорежущими фрезами, так и твердосплавными на всем диапазоне ширины пазов с высокой производительностью.
Особенности конструкции станка
Продольная подача осуществляется перемещением фрезерной головки по направляющим головки станины.
Вертикальная подача — пинолью шпинделя.
Калибровка паза осуществляется путем поперечного перемещения стола.
Привод всех перечисленных движений гидравлический. Кроме того, на станке имеются установочные ручные перемещения:
- продольное стола;
- вертикальное стола;
- вертикальное пиноли шпинделя;
- поперечное головки станины.
Привод шпинделя от асинхронного электродвигателя мощностью 2,2 кВт через коробку скоростей и двухступенчатые шкивы клиноременной передачи. Регулирование частоты вращения шпинделя производится переключением рукояток коробки скоростей и переводом клинового ремня на ступенчатых шкивах из одного ручья в другой.
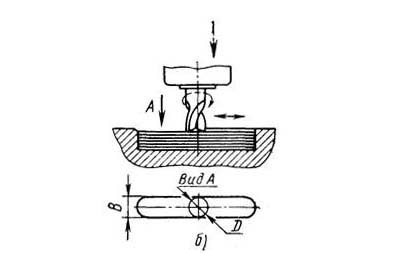
Маятниковый цикл шпоночно-фрезерного станка 692Д
Шпоночные пазы шириной 4—6 мм обрабатываются на станке с маятниковой подачей на врезание (маятниковый цикл).
Шпоночные пазы шириной 6—25 мм обрабатываются со сверлильной подачей на полную глубину и за один проход на длину паза (однопроходный цикл).
Для обработки точных шпоночных пазов станок имеет цикл обработки паза с калибровкой его ширины по двум стенкам.
Для обработки менее точных пазов существует цикл обработки паза с калибровкой его ширины по одной стенке.
Станок 692Д имеет также цикл обработки паза без калибровки, когда ширина паза обеспечивается фрезой.
При обработке пазов на полную глубину сверлильная подача может быть прерывистой, что предотвращает образование длинной сливной стружки и наматывание ее на фрезу.
При маятниковом цикле фреза ускоренно подводится к заготовке и с рабочей подачей перемещается вдоль заготовки. При каждом реверсе продольного перемещения инструмент получает периодическую вертикальную подачу врезания, величина которой задается по лимбу и может иметь величину от 0 до 0,5 мм/ход. После нескольких продольных проходов, число которых будет зависеть от величины вертикальной периодической подачи, паз будет прорезан на полную глубину. Имеется возможность обработки паза без калибровки, с калибровкой ширины паза по одной стенке, с калибровкой ширины паза по двум стенкам. Выбирается вид обработки переключателем на пульте станка при наладке.
Цикл без калибровки заканчивается после прорезки паза на заданную глубину, когда инструмент ускоренно выводится из паза и перемещается в начало паза.
Цикл с калибровкой ширины паза по одной стенке заключается в том, что после прорезки паза на заданную глубину, заготовка смещается перпендикулярно своей оси на величину калибровки, затем включается продольная калибрирующая подача и инструмент обрабатывает одну стенку по всей ее длине, после чего ускоренно выводится из паза.
Цикл с калибровкой паза по двум стенкам отличается от предыдущего тем, что после прорезки паза на заданную глубину, заготовка смещается на половину калибрующего перемещения, инструмент обрабатывает одну стенку на всю ее длину, затем заготовка смещается в другую сторону на полную величину калибрующего перемещения и инструмент обрабатывает другую стенку шпоночного паза, после чего фреза ускоренно идет вверх, фрезерная головка ускоренно идет в исходное положение, заготовка перемещается в среднее положение, цикл закончен.
Однопроходный цикл отличается от маятникового тем, что инструмент после ускоренного подвода к валу с непрерывной подачей фрезерует вал на полную глубину паза, а затем с рабочей подачей прорезает паз на заданную длину.
После того как паз прорезан на заданную длину, имеются три возможности обработки, аналогичные тем, что имеются и в маятниковом цикле: без калибровки; с калибровкой ширины паза по одной стенке; с калибровкой ширины паза по двум стенкам шпоночного паза.
Продолжение циклов после прорезки паза такое, как и в маятниковом цикле.
Частота вращения и мощность привода главного движения, диапазон подач и достаточная жесткость станка позволяют обрабатывать шпоночные пазы немерными шпоночными фрезами, оснащенными твердым сплавом по типу фрез по ГОСТ 6396—78, что значительно повышает производительность по сравнению с обработкой пазов быстрорежущими фрезами.
Климатическое исполнение и категория размещения станка УХЛ4 по ГОСТ 15150—69.
Модификации шпоночно-фрезерного станка 692
692д — 1990 год. Ширина шпоночного паза от 4 до 25 мм в полуавтоматическом цикл, диаметр вала 12..75 мм
692р-1 — 1976 год. Станок шпоночно-фрезерный
6д92р-1 — станок шпоночно-фрезерный с горизонтальным шпинделем
692р — 1975 год. Ширина шпоночного паза от 4 до 25 мм, глубина до 26 мм, длина 5..300 мм. Диаметр вала 12..75 мм
6д92 — 1973 год. Ширина шпоночного паза от 6 до 32 мм. Горизонтальный шпиндель. Диаметр вала до 120 мм.
692м — 1965 год. Ширина шпоночного паза от 4 до 24 мм, глубина до 40 мм, длина 5..300 мм
692а — 1954 год. Ширина шпоночного паза от 3 до 20 мм, глубина до 26 мм, длина 5..300 мм
Особенности фрезерной группы станков
Одной из классификаций металлорежущих станков стал вид обработки. Процесс фрезерования существенно отличается от проводимых операций на токарном станке. К особенностям группы относится следующее:
- Основной режущий инструмент – фреза. Она может быть различных видов, что оказывает влияние на возможность фрезерования определенных поверхностей.
- Обработке могут придаваться заготовки, которые имеют плоские и фасонные поверхности или являются телом вращения.
- К основной отличительной черте группы можно отнести то, что заготовка закреплена на столе и выполняет возвратно-поступательное движение, а фреза закреплена в шпинделе и вращается.
Рассматриваемая группа получила большое распространение не только в машиностроении, как токарные, но и в других областях промышленности.
Классификация
Учитывая особенности фрезерования, существует довольно большое количество разновидностей фрезерных станков по металлу. При этом классификация проведена по различным конструкционным особенностям: расположению шпинделя и стола, их особенностям и так далее.
Классификация станков
Первый тип – консольно-фрезерные. Представители этой группы отличаются от других наличием консоли, которая является основанием для стола. На консоли крепятся салазки, по которым и движется стол при фрезеровании. К первому типу относятся:
- Горизонтально-фрезерные консольные с неповоротным столом – эта группа была наиболее распространенной на момент существования СССР. К ее особенностям можно отнести простоту конструкции, горизонтальное расположение шпинделя и возможность фрезерования одной поверхности без перестановки заготовки или смены режущего инструмента.
- Горизонтально-фрезерные консольные с поворотным столом или универсальные. Перебазирование заготовки или смена инструмента занимает довольно много времени, также усложняет процесс с технологической точки зрения. Именно поэтому был придуман поворотный стол, который позволяет с одного базирования проводить обработку сразу нескольких поверхностей.
- Вертикально-фрезерные коносльные – также получили большое распространение благодаря простоте конструкции. Они схожи со сверлильными станками и многие представители этой группы могут проводить сверление, растачивание, зенкирование.
- Широкоуниверсальный фрезерный станок. Представители этой группы несколько отличаются от вертикально-фрезерных вариантов исполнения. Главное отличие – наличие еще дополнительной шпиндельной головки, которая расположена на хоботе. Этот выдвижной хобот крепится таким образом, чтобы можно было проводить съем материала под различным углом в двух выбранных плоскостях. При этом возможно использовать два шпинделя одновременно или поочередно. Широкоуниверсальный фрезерный станок может использоваться для фрезерования, сверления, растачивания и зенкирования.
Следующий тип – вертикально-фрезерные с крестовым столом или бесконсольные. Название группы говорит о том, что у станков, входящих в нее, отсутствует консоль. В качестве основания может служить бетонная плита или пол. Особенности конструкции позволяют обрабатывать громоздкие, тяжелые заготовки.
Продольно-фрезерные используются для фрезерования базовых, корпусных заготовок. При использовании определенного режущего инструмента возможно фрезерование вертикальных, горизонтальных или наклонных поверхностей. Продольный тип получил широкое применение в сферах, где фрезерованию подвергаются заготовки большой длины. Это связано с продольно расположенным вытянутым столом. Тип продольно-фрезерных станков делится на следующие классы:
- одностоечные;
- двухстоечные;
Фрезерные станки непрерывного действия отличаются от остальных тем, что установка и перебазирование детали проводится без остановки станка. Используются при производстве большой партии деталей. Группа подразделяется на следующие классы:
- Карусельно-фрезерные оборудованы столом, который напоминает карусель. Его особенностью можно назвать возможность непрерывной черновой и чистовой обработки.
- Барабанно-фрезерные позволяют обрабатывать деталь с двух сторон черновым и чистовым фрезерованием. Используются в массовом производстве и весь процесс обработки автоматизирован.
Копировально-фрезерные станки используются для образования пазов на деталях. Предназначение – фрезерование профилей или рельефов. Для автоматизации работы используют специальные шаблоны, которые определяют форму поверхности детали после металлообработки.

Копировально-фрезерный станок
Шпоночно-фрезерные станки применяются для создания шпоночных канавок на заготовках цилиндрической и другой формы. По принципу работы подразделяются на следующие классы:
- Обработка ведется вертикальным фрезерованием, глубина врезания соответствует нужной глубине канавки с учетом чистовой фрезерования, после врезания происходит продольная подача на длину канавки.
- Использование многократного возвратно-поступательного движения в вертикальном положении с постоянным перемещением фрезы по длине канавки.
- Использование эксцентрично установленной фрезы или использование метода осциллирующего движения режущего инструмента.
Шпоночно-фрезерный станок
Торцефрезерные станки используются для подрезания торцов и их чистовой обработки при условиях крупносерийного производства.

Торцефрезерный станок
Специализированные фрезерные станки по металлу включают в себя все разновидности металлообрабатывающего оборудования, в котором в качестве режущего инструмента используется фреза. Изготавливаются для создания определенных деталей в крупносерийном производстве. К ним относятся резьбофрезерные, зубо-фрезерные и другие разновидности станков.
Кроме этого, рассматриваемая группа также подразделяется на варианты с Числовым Программным Управлением (ЧПУ) и с механическо-электрическим приводом.
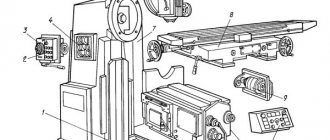
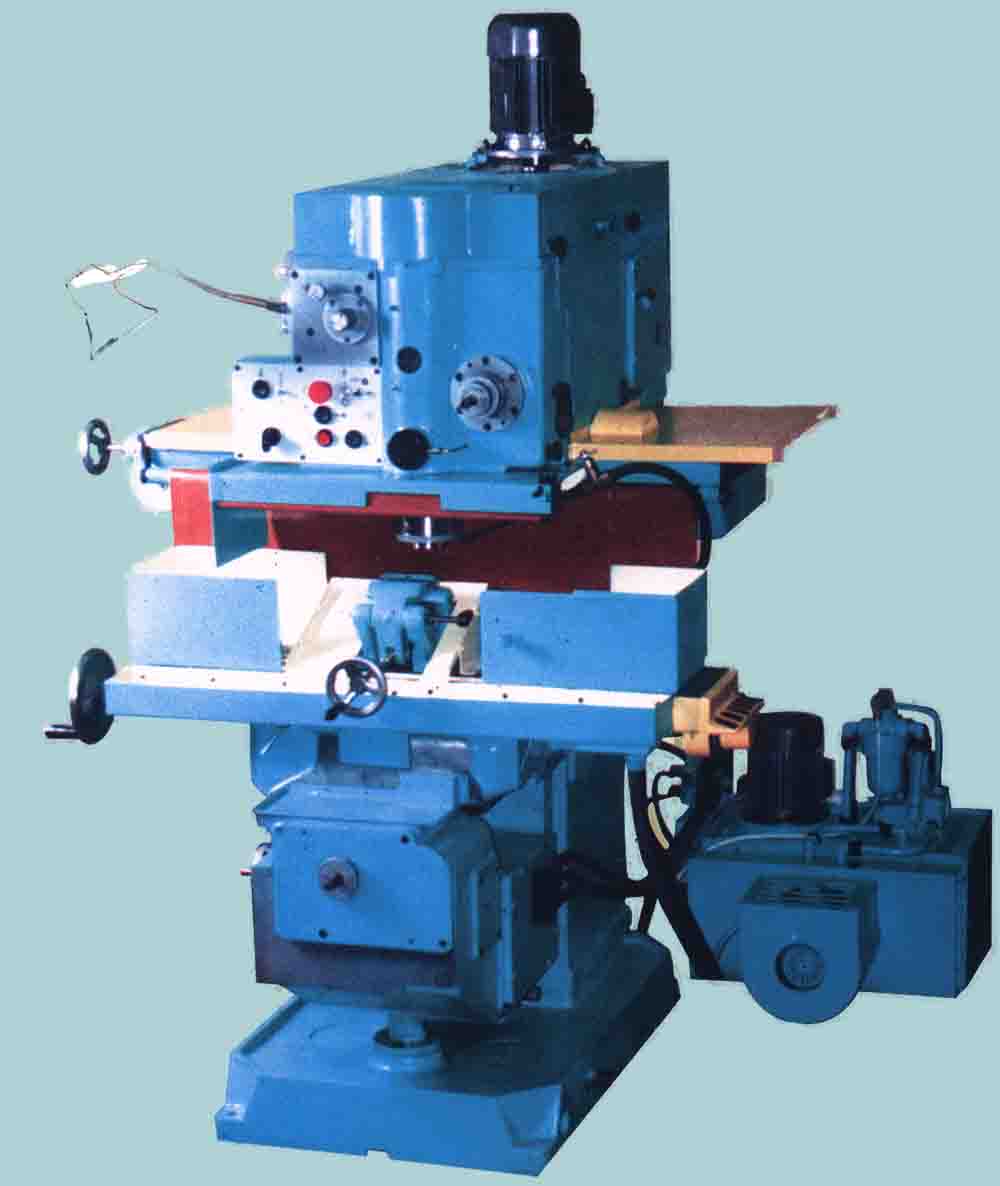
Общий вид шпоночно-фрезерного станка 692Д

Фото шпоночно-фрезерного станка 692Д

Фото шпоночно-фрезерного станка 692Д

Фото шпоночно-фрезерного станка 692Д

Фото шпоночно-фрезерного станка 692Д

Фото шпоночно-фрезерного станка 692Д
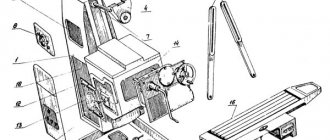
Расположение составных частей шпоночно-фрезерного станка 692Д
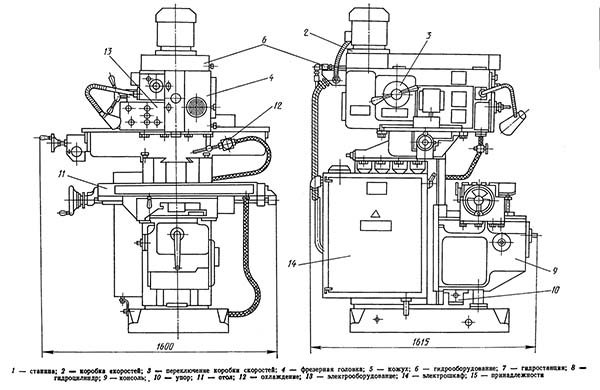
Расположение основных узлов шпоночно-фрезерного станка 692Д
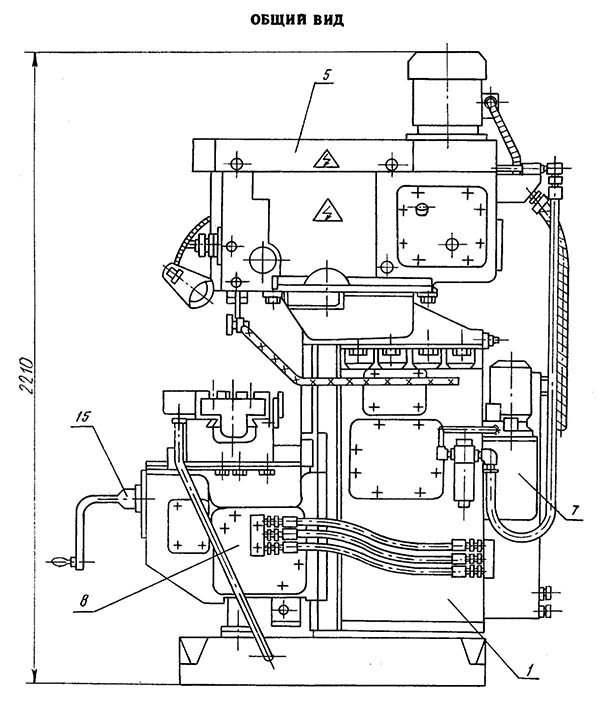
Расположение основных узлов шпоночно-фрезерного станка 692Д
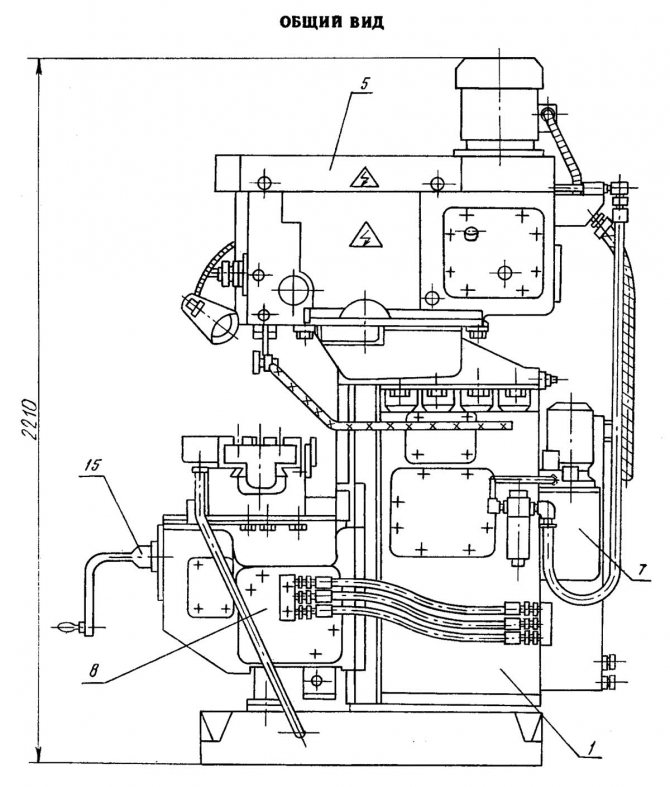
Составные части шпоночно-фрезерного станка 692Д
- станина:
- коробка скоростей;
- переключение коробки скоростей;
- фрезерная головка;
- кожух;
- гидрооборудование;
- гидростанция;
- гидроцилиндр;
- консоль;
- упор;
- стол;
- охлаждение;
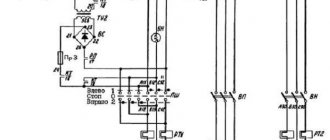
- электрооборудование;
- электрошкаф;
- принадлежности.
Технические характеристики станка 692Д
| Наименование параметра | 692Д | 692Р | 692М |
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-71 и ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр устанавливаемой заготовки, мм | 12..75 | ||
| Ширина обрабатываемого паза, мм | 4..25 | 4..25 | 4..24 |
| Наибольшая глубина обрабатываемого паза при соблюдении требований ГОСТ 23360—78 (ГОСТ 7257-58, ГОСТ 8788-68), мм | 9 | 10 | |
| Наибольшая полная глубина обрабатываемого паза, мм | 26 | 26 | 40 |
| Наибольший диаметр фрезы, устанавливаемой на станке, мм | 25 | ||
| Продольное перемещение фрезерной головки, мм | 5..400 | 5..300 | 5..300 |
| Наибольшее перемещение гильзы шпинделя от руки, мм | 100 | 100 | 100 |
| Наибольшее перемещение гильзы шпинделя от гидропривода, мм | 40 | 40 | 40 |
| Ускоренное перемещение перемещение гильзы шпинделя от гидропривода, мм | 14 | 14 | — |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 250 | 1000 х 250 | 800 х 200 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Размеры Т-образного среднего паза, мм | 14Н8 | 14А3 | |
| Размеры Т-образных крайних пазов, мм | 14Н11 | 14А4 | |
| Установочное продольное/ вертикальное/ поперечное перемещение стола вручную, мм | 650/ 350 | 630/ 300/ 300 | 440/ 300/ 160 |
| Поперечное перемещение стола от гидропривода (Величина разбивки обрабатываемого паза при калибровке), мм | 0,01..1,0 | 0,01..1,0 | — |
| Поперечное установочное перемещение оси шпинделя от среднего паза стола в обе стороны, мм | ±5 | ±5 | |
| Внутренний конус шпинделя 7:24, по ГОСТ 24644—81 (ГОСТ 15945-70) | 40 | 40 | КМ3 |
| Число ступеней частот вращения шпинделя | 11 | 11 | 12 |
| Частота вращения шпинделя, об/мин | 400..4000 | 315..3150 | 375..3750 |
| Рабочие подачи фрезерной головки — продольная, мм/мин | 20..1400 | 250..1200 | 450..1200 |
| Рабочие подачи фрезерной головки — вертикальная при однопроходном цикле, мм/мин | 16..140 | ||
| Рабочие подачи гильзы шпинделя на врезание — при маятниковом цикле, мм/мин | 0,05..0,5 | 0,05..0,5 | 0,05..0,5 |
| Скорость быстрого перемещения гильзы шпинделя (подвод, отвод), мм/мин | 200 | 200 | |
| Привод | |||
| Количество электродвигателей на станке | 3 | 3 | 2 |
| Электродвигатель привода главного движения, кВт (об/мин) | 2,2 (1500) | 2,2 | 1,1/ 1,6 (950/ 1440) |
| Электродвигатель насоса гидравлики, кВт (об/мин) | 1,1 (1000) | 1,1 | — |
| Электродвигатель насоса охлаждающей жидкости, кВт (об/мин) | 0,12 (3000) | 0,12 | 0,125 (2800) |
| Суммарная мощность электродвигателей, кВт | 3,42 | 3,42 | |
| Габарит и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1615 х 1600 х 2210 | 2080 х 1640 х 1860 | 1520 х 1400 х 1750 |
| Масса станка, кг | 2250 | 1800 | 1250 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков Вильнюсского станкозавода Жальгирис
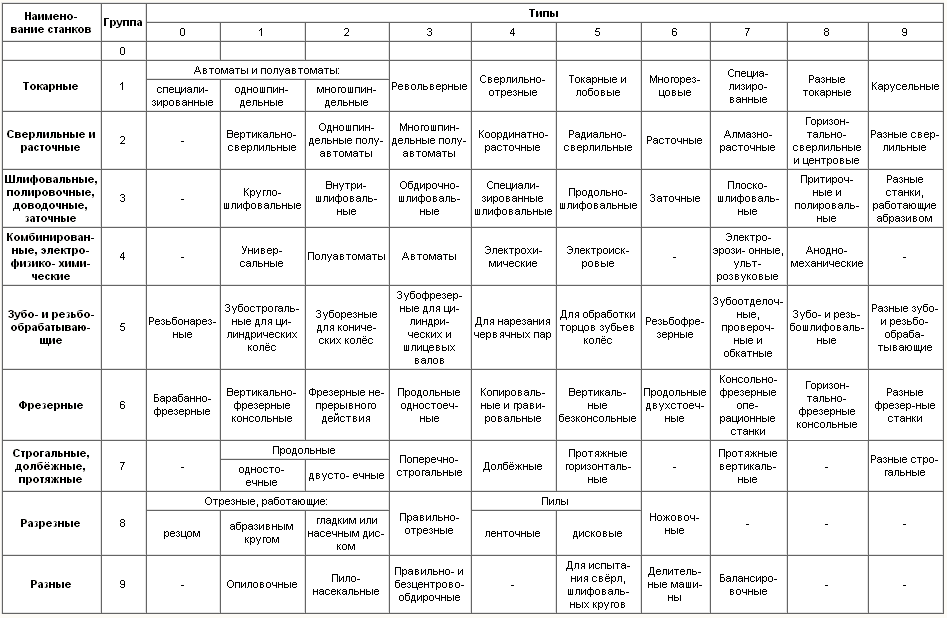
Как определить группу станка и его назначение?
Определить тип фрезерного станка можно обратив внимание на расположение шпинделя, тип стола и принцип его крепления, наличие вспомогательных элементов. Однако в некоторых случаях довольно сложно определить его класс и в этом случае нужно ознакомиться со спецификацией, которую часто наносят в виде таблички на станину. Популярными моделями ранее считались 682, 6Н82, 6М82, 6Р82, 6Т82 и 6Р82Ш.
Расшифровка названия по ЭНИМС проводится следующим образом:
- Первая цифра всегда будет 6, так как она обозначает группу фрезерных станков.
- Вторая обозначает тип. При этом: 1 – консольные вертикально-фрезерные, 2 – непрерывного действия, 3 – продольные с одной стойкой, 4 – копировальные, 5 – вертикальные с крестовым столом, 6 – продольно-фрезерные, 7 – широкоуниверсальные, 8 – горизонтальные с консолью, 9 – все остальные.
- Буква в конце названия обозначает особенности модели, к примеру, 6Р12Б относится к быстроходным станкам. Также они могут обозначать класс точности: С – класс особо точные, А –разновидность особо высокой точности, Н – обычная или нормальная точность, П – повышенной точности, В – класс высокой точности.
- Наличие автоматизированной системы смены инструмента с обоймой барабанного типа приносит в название букву Р, к примеру, 6Р13РФЗ, или инструментального — букву М, к примеру, 6Т13МФ4.
- Наличие Числового Программного Управления указывается буквой Ф, а цифра тип используемой программы.
Ранее в название добавляли также условное обозначение завода изготовителя.