Ткачество изменило жизнь и облик человека — вместо звериных шкур люди стали носить одежды из тканей. Благодаря ткачеству появились мешки, ковры, занавеси, постельное и столовое бельё, обивочные ткани, паруса, под которыми люди пересекали моря и океаны. Изготовление тканей — трудоёмкий процесс, и для облегчения монотонного труда люди изобрели ткацкий станок.
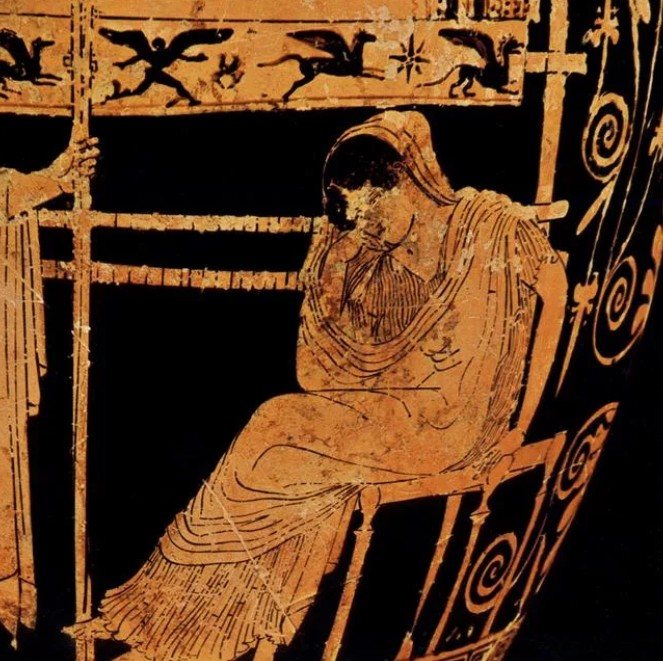
Пенелопа у ткацкого станка. Фрагмент росписи вазы. Греция. 440 г. до н. э.
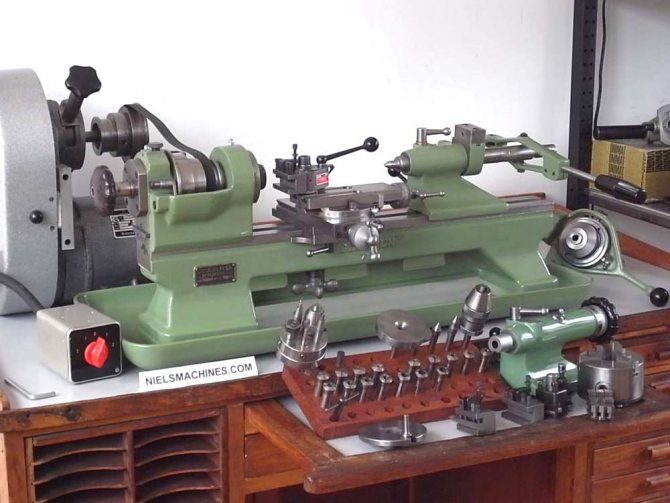
Т-28 Станок токарный настольный часовой. Назначение, область применения
Токарный часовой станок Т-28 является удачной копией швейцарского токарного станка Schaublin-70.
Токарный станок Т-28 предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для выполнения массовых операций в основных цехах часового производства и т.д.
Станок Т-28 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Ремез в помощь
Мастер выполнял сотни движений, поочерёдно пропуская уток то над нитью, то под нитью. Вскоре придумали, как вдвое сократить объём работы: концы чётных нитей привязали к горизонтальной палочке — ремезу. Поднимая ремез с половиной нитей основы, мастер прокидывал под ним уток, проходя разом под всеми чётными нитями и над всеми нечётными — ряд был выткан. Но нечётные нити поднять другим ремезом нельзя — они наталкивались на первый ремез. Обратный ряд ткали по-старому.
Проблему решили, превратив первый ремез в делительную палочку, которой поднимали чётные нити, чтобы прокинуть под ними уток. Нечётные нити привязали ко второму ремезу ниточками — ремезками. Ремезки проходили между чётными нитями и при поднятии второго ремеза вытягивали нечётные нити вперёд, позволяя и под ними прокинуть уток. Так попеременно вверху оказывались то чётные, то нечётные нити основы, и уток свободно прокидывался в обе стороны. Работа упростилась в сотни раз.
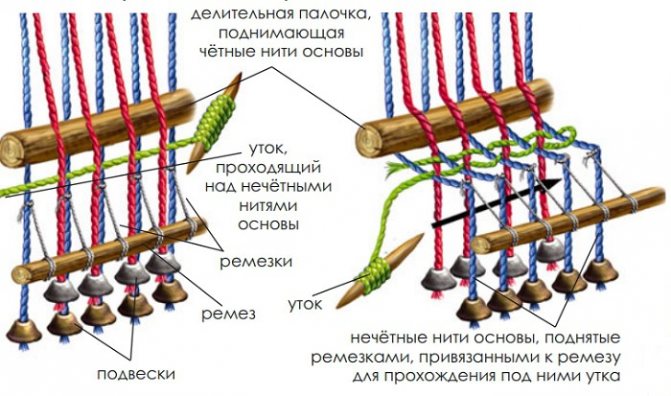
Схема использования ремеза и делительной палочки при ткачестве на вертикальном ткацком станке
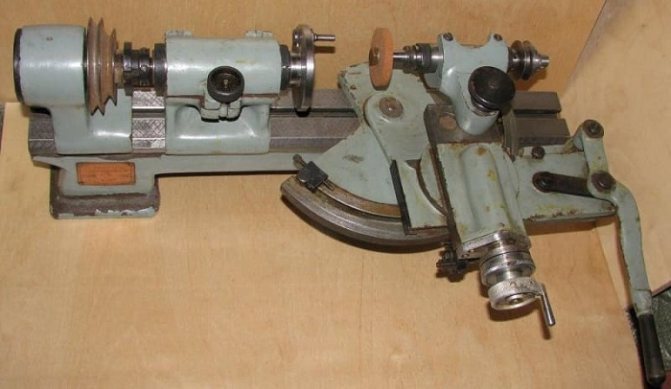
Фото токарного станка Т-28
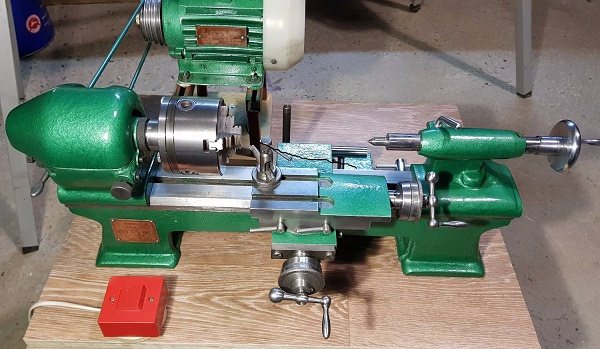
Фото токарного станка Т-28
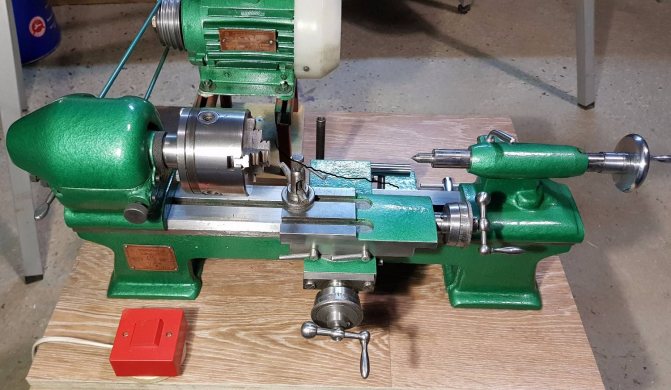
Фото токарного станка Т-28

Фото токарного станка Т-28
Общий вид сверлильного настольного станка СУС-1

Фото сверлильного станка сус-1

Фото сверлильного станка сус-1

Фото сверлильного станка сус-1. Лимб подачи шпинделя
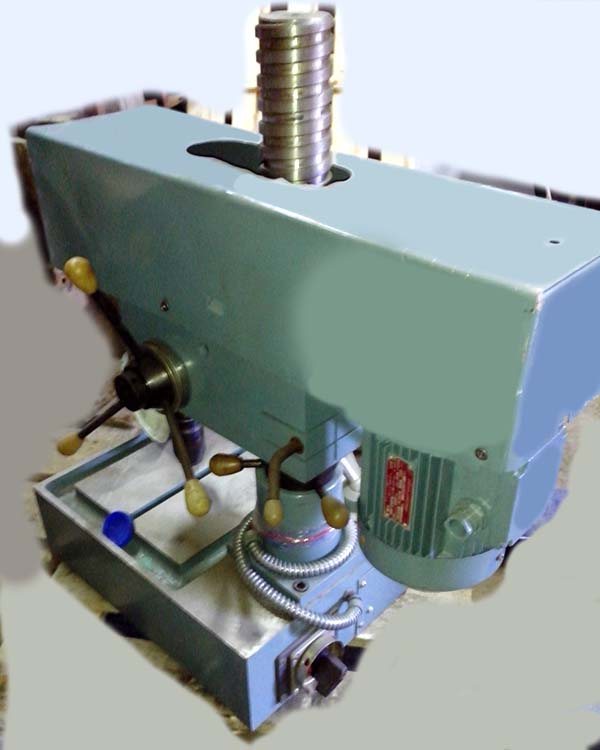
Фото сверлильного станка сус-1
Комплектация токарного станка Т-28

Комплектация токарного станка Т-28
Стандартная комплектация токарного станка Т-28
- Т28-09-21 — Центр передней бабки
- Т28-09-22 — Планшайба
- Т28-09-23 — Поводок
- Т28-09-24 — Основание
- Т28-09-25 — Зажим
- Т28-09-27 — Подручник
- Т28-09-28 — Ключ специальный
- Т28-09-31 — Столик
- Т28-09-32 — Столик призматический
- Т28-09-33 — Ключ рожковый 16
- Т28-09-34 — Центр задней бабки
- Комплект цанг — Комплект цанг 1..4мм через 0,5мм и 5мм
Приспособления поставляемые за отдельную плату
- Т28-04 — Стойка с роликами
- Т28-05 — Приспособление для внутреннего шлифования
- Т28-06а — Приспособление для наружного шлифования
- Т28-07 — Суппорт шлифовального приспособления
- Т28-08 — Бабка изделия для шлифования — квил
Ниточки на палочках
Нити не прутики, они легко запутываются, и плетение из них требует особого устройства — станка. Примитивный ручной ткацкий станок — перекладина на подпорках чуть выше человеческого роста. К перекладине привязывались свисающие нити с подвесками (грузиками) на концах — это была основа полотна. Через нити основы пропускали горизонтальную нить — уток, веретено с пряжей. Уток оставлял чётные нити основы сверху, а нечётные — снизу, и наоборот. Вертикальные нити переплетались с горизонтальной.
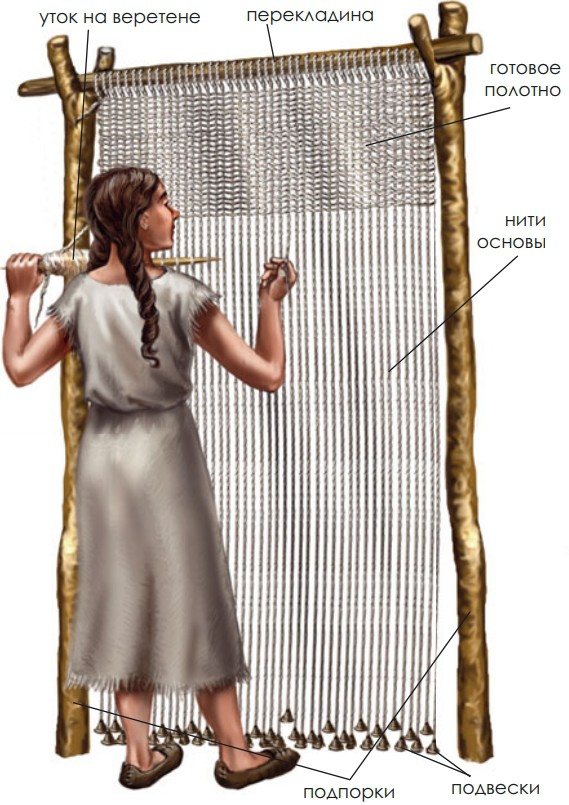
Ткачество на вертикальном ткацком станке без ремезов
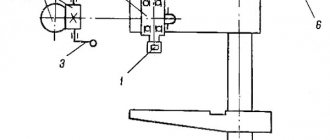
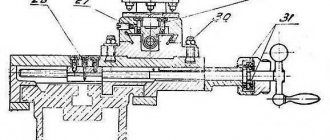
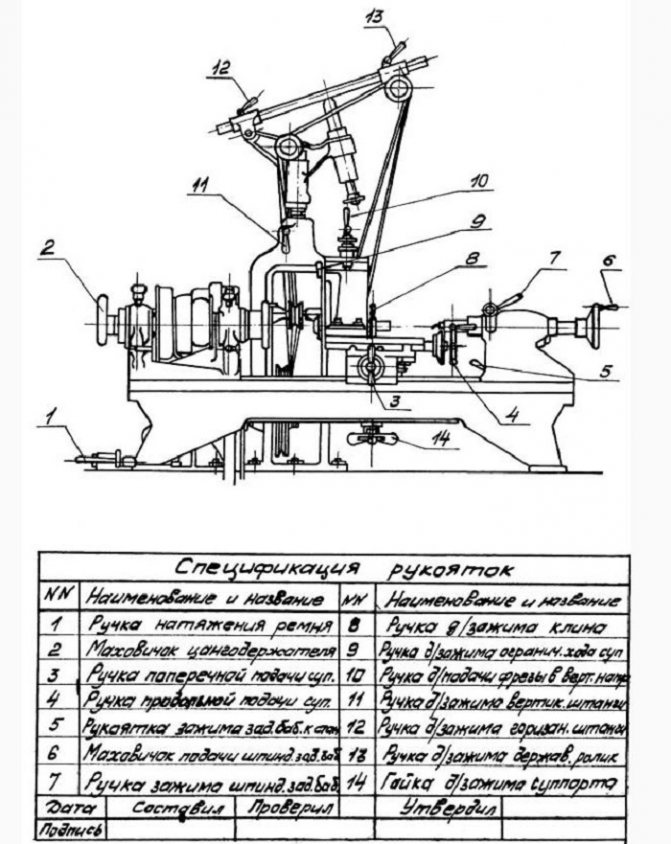
Расположение органов управления токарным станком Т-28
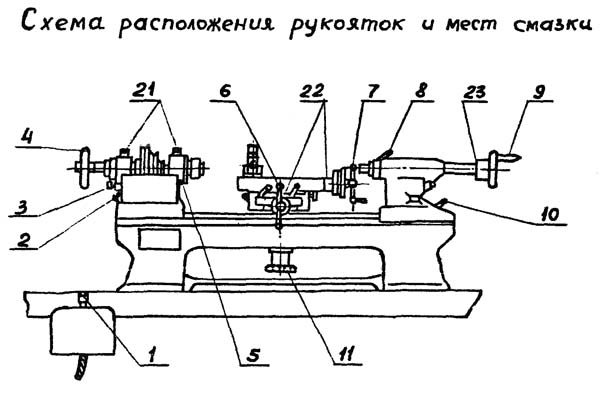
Расположение органов управления токарным станком Т-28
Перечень органов управления токарным станком Т-28
- Рукоятка включения двигателя
- Рукоятка торможения шпинделя передней бабки
- Ручка делительного устройства
- Маховичок цангодержателя
- Ручка стопорения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка продольной подачи резцовых салазок
- Рукоятка зажима пиноли задней бабки
- Маховичок подачи пиноли задней бабки
- Рукоятка зажима задней бабки
- Гайк зажима суппорта
Точки смазки токарного станка Т-28
- Подшипники скольжения шпинделя передней бабки
- Опоры ходовых винтов суппорта и резцовых салазок
- Опора винта подачи пиноли задней бабки
Устройство
А сейчас стоит рассказать об устройстве этих станков. Всего выделяют шесть основных элементов устройства:
- станина;
- суппорт;
- лицевая бабка;
- тыльная бабка;
- прижимная бабка;
- открытый мотор.
Итак, теперь расскажу о каждом из них поподробнее.
Станина
Этот элемент предназначен для закрепления на ней всех узлов — как подвижных, так и неподвижных. Она является основой не только для часового, но и для всех других видов станков, так что это наиболее важный элемент.
Также станина позволяет механизму упираться в фундамент и принимать любую нагрузку, которая возникает в процессе работ. Но, даже несмотря на это, она всё равно считается самой долговечной деталью в станке.
Делается станина в основном из чугуна, но иногда её делают и из низкоуглеродистой стали.
Суппорт
Эта деталь — тоже одна из важнейших. Благодаря суппорту закреплённую заготовку можно передвигать вдоль и поперёк оси шпинделя, а также под углом этой самой оси. Благодаря этому можно с лёгкостью заготавливать детали.
Суппорт имеет крестовую конструкцию, а также имеет три движущих узла: нижние и продольные салазки, а также продольную каретку. Если почитать техническую литературу, то можно обнаружить, что эти узлы практически всегда называются по-разному, но это не так важно.
Лицевая бабка
Передняя бабка (или лицевая) выполняет две функции одновременно: она придаёт будущей детали вращение, а также поддерживает её в процессе работы.
На лицевой бабке располагается панель управления, с помощью которой можно регулировать скорость вращения заготовки. Многие рабочие для упрощения работы прикрепляют возле этой панели подробную схему с описанием, где нужно повернуть, чтобы ускорить или замедлить вращение. Это также может быть полезно тем, кто только приступил к работе.
Тыльная бабка
Задняя (или тыльная) бабка нужна для фиксации деталей с большой длиной. Кроме того, на ней могут быть установлены различные инструменты, такие как свёрла или развёртки.
При работе возникают нагрузки на ось. Вся эта нагрузка идёт на упорный шарикоподшипник. Также на тыльной бабке установлено и зафиксировано оборудование центра за счёт конусного отверстия втулки. В такой центр можно установить какой-либо инструмент, после чего зафиксировать его. Это позволит избежать вращения инструмента вместе с деталью.
Прижимная бабка
Она находится рядом с тыльной бабкой и является частью её. Как ясно из названия, прижимная бабка зажимает заготовку. Имеет вентили для зажимки, а также специальные движущиеся части.

Открытый мотор
Двигатель (или открытый мотор) — это как раз то, что и позволяет передней бабке вращать заготовку при помощи шпинделя. Подключённый к электросети, он начинает при помощи ремешков крутить шпиндель, а вместе с ним и заготовку, позволяя обрабатывать её со всех сторон.
В наше время в основном для токарных станков, в том числе и для часовых, используют в основном двигатели с короткозамкнутым ротором, но это также зависит от производителя и предназначения станка.
Фото прецизионного часового токарного станка Schaublin-70
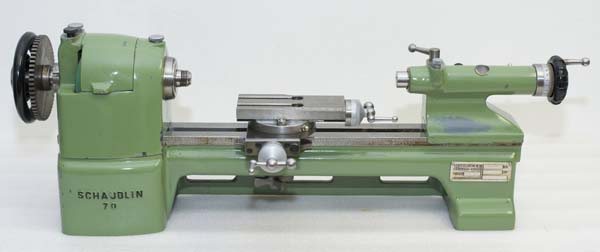
Фото часового токарного станка Schaublin-70

Фото часового токарного станка Schaublin-70

Фото часового токарного станка Schaublin-70
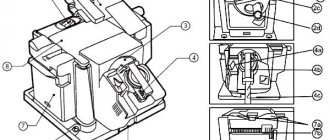
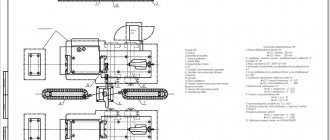
Расположение составных частей сверлильного станка СУС-1
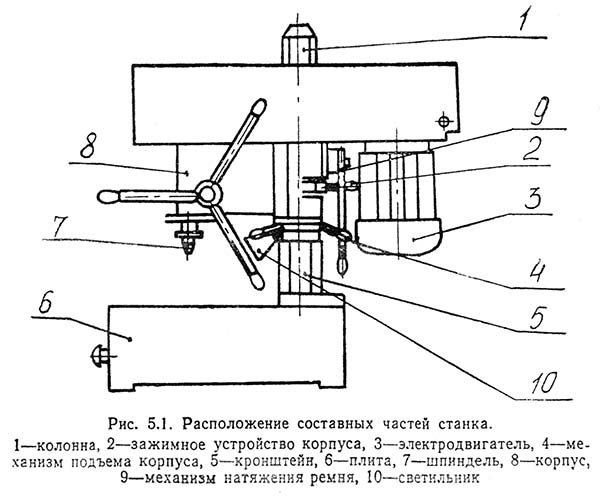
Расположение составных частей сверлильного станка сус-1
Спецификация составных частей сверлильного станка СУС-1
- Колонна (Кронштейн)
- Зажимное устройство шпиндельной бабки
- Электропривод (Электродвигатель)
- Механизм подъема шпиндельной бабки
- Кронштейн
- Плита
- Шпиндель
- Шпиндельная бабка
- Механизм натяжения ремня
- Светильник
Шпиндельная бабка настольно-сверлильного станка СУС-1
Основу шпиндельной бабки составляет чугунный корпус. В корпусе смонтированы шпиндельный узел, механизм натяжения ремня, местное освещение станка.
Сзади к бабке прикреплен электродвигатель.
Шпиндельная бабка может поворачиваться на колонке и фиксироваться в нужном положении.
Для перемещения шпиндельной бабки по колонке 1 (рис. 2) надо освободить зажимное устройство 2.
Поворотом гайки 4 влево или вправо можно поднять или опустить шпиндельную бабку 8.
Технические характеристики станка Т-28
| Наименование параметра | Т-65 | С-95 | Т-28 |
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 120 | 50 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 12 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 32 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 125 | 220 |
| Наибольшая длина обтачивания, мм | 70 | 38 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 6 х 9 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 6 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | ||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 8 | 10 |
| Конус Морзе шпинделя | № 1 | 39°30` | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 3 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 1300..3000 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 44 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 38 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | 39°30` | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 30 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,15 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 420 х 200 х 250 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 19,2 | 25 |
Сведения о производителе настольно-сверлильного станка модели СУС-1
Производитель настольного сверлильного станка модели СУС-1 — Вильнюсское государственное предприятие Практика.
Станки, выпускаемые Вильнюсским станкостроительным
- 6Е80ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6М80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Н10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Н80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Н80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Н80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6П80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Р10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Р80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Р80Г
— станок горизонтальный консольно-фрезерный 200 х 800 - 6Р80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - 6Т10
— станок вертикальный консольно-фрезерный 200 х 800 - 6Т80
— станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800 - 6Т80Ш
— станок широкоуниверсальный консольно-фрезерный 200 х 800 - НС-12А
— станок сверлильный настольный Ø 12 - СУС-1
станок сверлильный настольный Ø 12
Электрооборудование и электрическая схема сверлильного станка СУС-1
Электропитание сверлильного станка СУС-1 ~380 или ~220 Вольт. Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских — ~220 В. Местное освещение имеет безопасное напряжение ~24 В.
Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
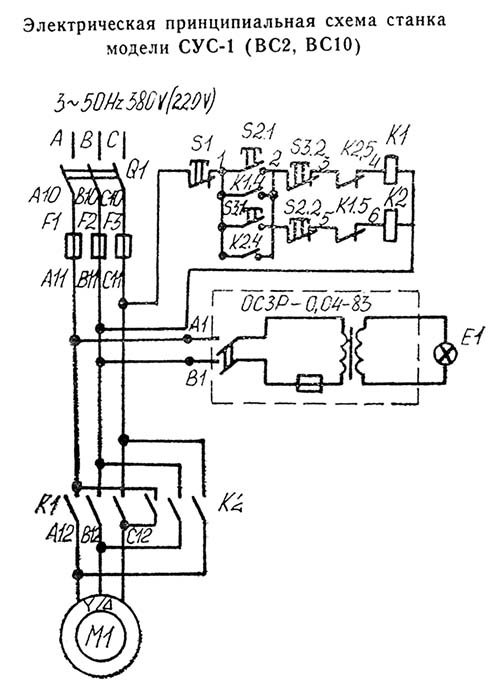
Электрическая схема сверлильного станка СУС-1 на 380В
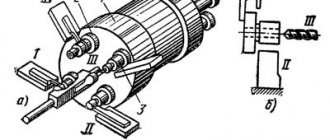
Шпиндельный узел настольно-сверлильного станка СУС-1
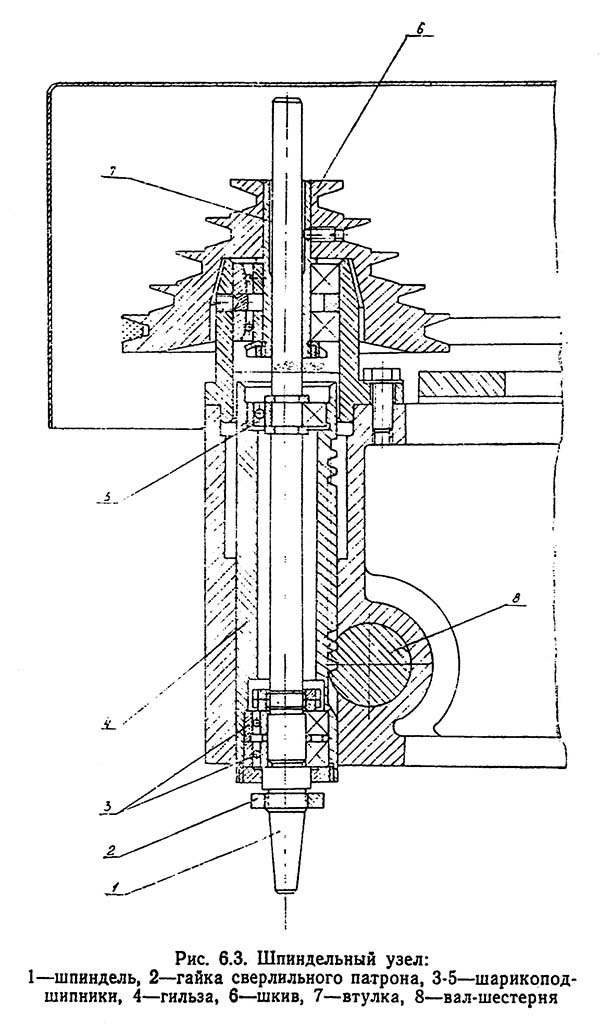
Чертеж шпиндельного узла сверлильного станка сус-1
Шпиндель настольно-сверлильного станка СУС-1
Шпиндельный узел смонтирован в корпусе, а шпиндель 1 — в гильзе 4 на шарикоподшипниках 3 и 5.
Шпиндель получает вращение от втулки 7 и шкива 6 через шлицевое соединение.
Подача шпинделя — ручная, осуществляется вращением штурвала при помощи вала-шестерни 8 и гильзы с рейкой 4.
Гайка 2 предназначена для снятия сверлильного патрона с конуса шпинделя.
Ручка натяжителя ремня регулирует расстояние между подающим и приемным шкивами станка
Настройка шкалы перемещения шпинделя сверлильного станка СУС-1
Настройка шкалы перемещения шпинделя станка сус-1
Настройка глубины сверления станка СУС-1
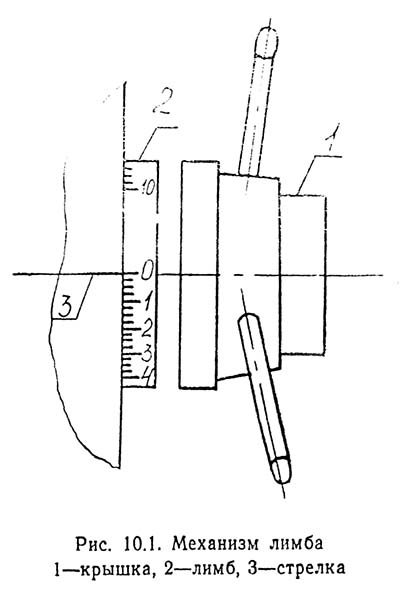
При сверлении отверстий на заданную глубину следует пользоваться механизмом лимба, дающим возможность сверления до упора. Освобождается крышка поз. 1 поворотом против часовой стрелки. При помощи рукоятки ручной подачи шпинделя поз. 1 рис. 6.1 сверло подводится до соприкосновения с деталью. Придерживая рукоятку в этом положении лимб поз. 2, поворачивая его против часовой стрелки, настраивается на нужную глубину сверления. Цена деления лимба 1 мм. Отсчет глубины сверления производится по отношению стрелки поз. 3, и фиксируется поворотом крышки. Сверление производится до упора.
Сверление сквозных отверстии может производиться с освобожденным лимбом поз. 2, который освобождается поворотом крышки поз. 1.
Регулирование частоты вращения шпинделя
Частота вращения шпинделя изменяется при помощи] клиноременной передачи. Имеется пять частот вращения шпинделя (рис. 6.2). Для изменения частоты вращения шпинделя поднимается кожух, закрывающий клиноременную передачу, до его автоматической фиксации (фиксатор поз. 16 рис, 6.1). Рукояткой поз. о освобождается салазки от зажима. При замене ремня необходимо передвинуть салазки, уменьшая расстояние между шкивами. Для этого рукоятка натяжения ремня поворачивается до упора. При недостаточном ходе рукоятки, она освобождается винтов поз. 17. Одновременно освобождается и винт поз. 18, который ввинчивается до отказа в гайку поз. 19. Рукоятка фиксируется винтом поз. 17. Надевается ремень и его натяжение приводится в обратном порядке.
При частичном износе ремня, натяжение производится аналогично его замене.
При натянутом ремне рекомендуемое положение рукоятки поз. 2 показано в черт. 6.1 Вид Б. В случае значительного отклонения рукоятки от рекомендуемого положения, следует произвести регулировку освобождением болта поз. 17 и поворачиванием рукоятки.