Особенности разборки станков 6р81г
На станках затруднен демонтаж коробки подач и редуктора из консоли. Для демонтажа необходима полная разборка консоли, которая должна осуществляться в следующем порядке:
- открепите планки салазок и кронштейн гайки поперечного хода стола, снимите стол;
- поднимите консоль до отказа вверх и подставьте под нее надежную опору;
- откройте крышку и снимите гайку с верхнего конца винта вертикального перемещения; открепите снизу консоли фланец кожуха винта; открепите от основания колонку и наверните ее на винт; выньте винт с кожухом и конической шестерней из консоли;
- открепите и удалите механизм переключения подачи;
- открепите и удалите из консоли коробку реверса;
- отсоедините от насоса трубопроводы смазки;
- снимите рукоятку ускоренного хода и крышку консоли;
- слейте масло из полости консоли;
- выньте коробку подач вместе с редуктором.
Состав и конструкция фрезерного станка 6Т82Г
Состав и конструкция фрезерного станка 6Т82Г
Основные сборочные единицы станка
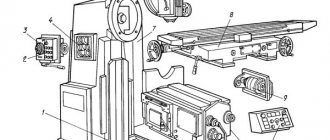
На основной сборочной единице — станине монтируются составные части и механизмы станка. Конструкция жесткая за счет основания и большого числа ребер. По вертикальным направлениям станины перемещается консоль, ограничение хода которой производится креплением планки с кулачками с левой стороны станины. Консоль объединяет все узлы цепи подач станка. По горизонтальным направлениям перемещается хобот с серьгой. С правой стороны установлен электрошкаф.
Внутри корпуса станины имеется резервуар для масла, а на основании, на которое она устанавливается, прикреплен насос подачи охлаждающей жидкости.
Коробка скоростей смонтирована в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой.
Шпиндель станка представляет собой двухопорный вал на подшипниках.
Коробка переключения скоростей позволяет выбрать необходимую скорость и начать с ней работать без промежуточных режимов.
Это интересно: Фрезеровка по дереву — оборудование, инструмент, художественные приемы
Конструкция и ее особенности
Все рабочие узлы крепятся непосредственно на литой станине станка. Шпиндель не меняет своего положения и только выдвигается вперед во время работы.
Хобот и серьги
Хобот перемещается горизонтально, параллельно шпинделю, по направляющим, расположенным в верхней части станины. В задней части на корпусе хобота установлен двигатель. Он включается при установке в передней части поворотной головки и вращает установленный в ней инструмент.
При обработке массивных деталей оправка с инструментом фиксируется серьгами. Они перемещаются по направляющим в нижней части хобота.
Коробка скоростей
Коробка скоростей расположена непосредственно в полой станине станка, в ее верхней части. Упругая муфта соединяет коробку скоростей с валом электродвигателя и одновременно устраняет несоосность вращающихся деталей.
Для проведения осмотра и профилактики коробки скоростей в станине справа имеется специальная дверца.
Коробка переключения скоростей
Коробка переключения расположена непосредственно над коробкой скоростей, в хоботе. С ее помощью выставляется необходимый режим резания рукоятками, расположенными справа, на корпусе хобота.
Коробка подач
В консоли расположена коробка подач. Рукоятками на передней стенке узла устанавливаются все подачи на перемещение в любом направлении. Привод подач независимый, осуществляется от двигателя, расположенного непосредственно в корпусе консоли.
Шариковая регулируемая муфта встроена в коробку подач. Она предохраняет от перегрузок, отключая коробку от вала двигателя.
Габаритные размеры рабочего пространства
Габаритное пространство определяется параметрами:
- размеры стола 1250×320 мм;
- максимальное перемещение продольное 800 мм и поперечное 240 мм;
- расстояние от оси шпинделя до поверхности стола 30–450 мм;
- расстояние от оси поворотной головки шпинделя до направляющих станины 260–280 мм.
Одно деление лимба равно смещению на 0,05 мм в любом направлении.
§ 2. ШИРОКОУНИВЕРСАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6Р82Ш
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<��Предыдущая страница Оглавление книги Следующая страница>> На широкоуниверсальном фрезерном станке модели 6Р82Ш выполняют различные сложные работы: изготовление металлических моделей, штампов, пресс-форм, шаблонов, кулачков и т. д. Станок имеет горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. На хоботе смонтирована поворотная головка и на нее может быть установлена накладная головка.
На направляющих хобота станка могут быть установлены опоры для поддержки длинных оправок при работе горизонтальным шпинделем. Кроме обычных принадлежностей, необходимых для повседневного ухода за станком, к станку могут поставляться делительная головка, круглый стол, долбежная головка, которые существенно расширяют возможности станка.
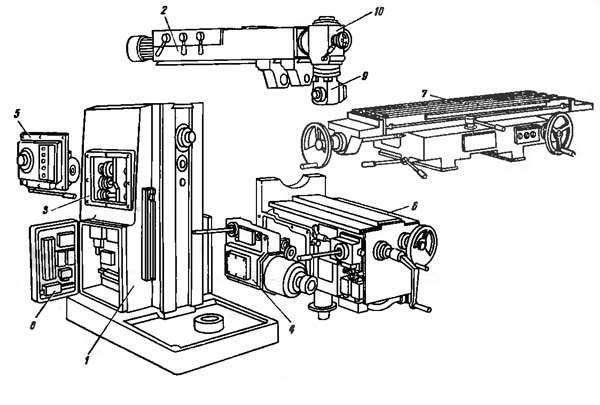
На рис. 53 показаны основные узлы станка модели 6Р82Ш, а на рис. 54 обозначены его органы управления.
Дублирующие органы управления предусмотрены для удобства работы при нахождении рабочего сбоку станка у коробки скоростей.
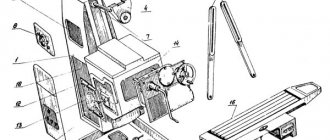
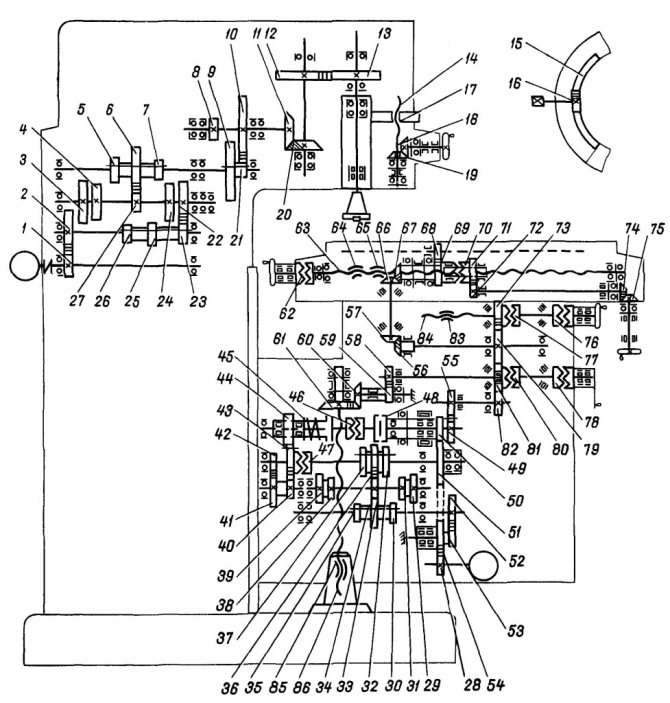
Рис. 53. Основные узлы станка модели 6Р82Ш:
1 — основание, 2 — станина, 3 — электрооборудование, 4 — коробка скоростей, 5 — коробка переключения, 6 — хобот, 7 — поворотная головка, 8 — накладная головка, 9 — стол и салазки, 10 — консоль, 11 — коробка подач
Рис. 54 Органы управления станка модели 6Р82Ш:
1 — кнопка «Стоп» (дублирующая), 2 — кнопка «Писк шпинделя» (дублирующая), 3 — стрелка-указатель частоты вращения, 4— указатель частоты вращения шпинделя, 5 — кнопка «Быстро стоп» (дублирующая), 6 — кнопка «Импульс, шпинделя», 7 — переключатель освещения, 8 — маховичок ручного перемешения хобота, 9 — рукоятки переключения скоростей шпинделя поворотной головки, 10 — механизм зажима (серьги, опоры), 11 — механизм зажима поворотной головки, 12 — маховичок выдвижения гильзы шпинделя, 13 — рукоятка зажима гильзы и шпинделя, 14 — звездочка механизма автоматического цикла, 15 — рукоятка включения продольных перемещений стола, 16 — механизм зажима стола, 17 — маховичок ручного продольного перемещения стола, 18 — кнопка «Быстро стоп», 19 — кнопка «Пуск шпинделя», 20 — кнопка «Стоп», 21 — переключатель ручного или автоматического управления стола, 22 — маховичок ручных поперечных перемещений стола, 23 — лимб механизма поперечных перемещений стола, 24 — кольцо-нониус, 25 — рукоятка ручных вертикальных перемещений стола, 26 — кнопка фиксации грибка переключения подач, 27 — грибок переключения подач, 28 — указатель подач стола, 29 — стрелка-указатель подач стола, 30 — рукоятка включения поперечной и вертикальной подач стола, 31 — рукоятка зажима салазок на направляющих консоли, 32 — рукоятка включения продольных перемещений стола (дублирующая), 33 — рукоятка включения поперечной и вертикальной подач стола (дублирующая), 34— переключатель ввода «Включено—выключено», 35 — переключатель насоса охлаждения «Включено—выключено», 36 — переключатель вращения горизонтального шпинделя «Влево-вправо», 37 — маховичок ручного продольного перемещения стола (дублирующий), 38 — рукоятка переключения частоты вращения горизонтального шпинделя, 39 — реверсивный переключатель направления вращения шпинделя накладной головки, 40 — переключатель управления «Автоматический цикл — ручное перемещение — работа с круглым столом», 41— рукоятка зажима консоли на станине, 42 — винт зажима хобота на станине, 43 — крышка
Перейти вверх к навигации
Сведения о производителе консольно-фрезерного станка 6Т82Г
Производитель серии универсальных фрезерных станков 6Т82г — Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1985 году завод начал выпуск серию горизонтальных консольно-фрезерных станков 6Т82 и 6Т83, которые являются дальнейшим развитием станков аналогичных моделей серии Р (6Р82, 6Р83).
Продукция Горьковского завода фрезерных станков ГЗФС
- 6М12П
станок консольно-фрезерный вертикальный 320 х 1250 - 6М13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6М82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6М82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6М82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6М83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6М83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Н12
станок консольно-фрезерный вертикальный 320 х 1250 - 6Н13П
станок консольно-фрезерный вертикальный 400 х 1600 - 6Н82
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Н82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р12, 6Р12Б
станок консольно-фрезерный вертикальный 320 х 1250 - 6Р13, 6Р13Б
станок консольно-фрезерный вертикальный 400 х 1600 - 6Р13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Р82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Р82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Р82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Р83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Р83Г
станок консольно-фрезерный горизонтальный 400 х 1600 - 6Р83Ш
станок широкоуниверсальный консольно-фрезерный 400 х 1600 - 6Т12-1
станок консольно-фрезерный вертикальный 320 х 1250 - 6Т12
станок вертикальный консольно-фрезерный вертикальный 320 х 1250 - 6Т12Ф20
станок консольно-фрезерный вертикальный с ЧПУ 320 х 1250 - 6Т13
станок консольно-фрезерный вертикальный 400 х 1600 - 6Т13Ф20
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т13Ф3
станок консольно-фрезерный вертикальный с ЧПУ 400 х 1600 - 6Т82
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82-1
станок консольно-фрезерный горизонтальный универсальный 320 х 1250 - 6Т82Г
станок консольно-фрезерный горизонтальный 320 х 1250 - 6Т82Ш
станок консольно-фрезерный широкоуниверсальный 320 х 1250 - 6Т83
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83-1
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Г
станок консольно-фрезерный горизонтальный универсальный 400 х 1600 - 6Т83Ш
станок консольно-фрезерный широкоуниверсальный 400 х 1600 - 6606
станок продольно-фрезерный 630 х 2000 - ГФ2171
станок фрезерный вертикальный с ЧПУ и АСИ 400 х 1600
Что известно о производстве станка
Горизонтально-фрезерный станок 6Р82 был разработан в 70 годы прошлого столетия. После испытаний и доработок был запущен в массовое производство на Горьковском заводе фрезерных станков в 1970 году. Модель несколько раз модернизировалась, на нее устанавливали ЧПУ.
В настоящее время завод на Волге продолжает выпускать современные модели фрезерного металлообрабатывающего оборудования на базе 6Р82. Станки старого образца перекочевали в домашние мастерские и на небольшие предприятия и продолжают изготавливать планки, столы и рейки с высокой точностью.
Справка! Горьковский завод фрезерных станков был введен в строй в 1931 году по сталинской программе индустриализации страны. До конца XX столетия он был практически единственным производителем фрезерных станков разного типа на территории страны. Сейчас оборудование завода выпускается под маркой ФЗС.
Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.

Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Форма плоскостей, с которыми работают на оборудование, не ограничивается. Используется различные вертикальные и горизонтальные вариации. Без труда можно работать колеса из зубцов, пазы, рамки или углы. Поэтому станок типа 6Р82 и 83 считается одним из лучших вариантов для серийного производства, требующего больших мощностей, но вместе с тем нуждающемся в оборудовании с разноплановыми резцами.
Дополнительный плюс — функционал станка расширяется при помощи круглого стола, докупают делительную или накладную головку, которая расширяет диапазон возможностей.
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.
- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
Присоединительные базы фрезерного станка 6М82. Хобот, серьги и шпиндель.
Присоединительную базу составляют: хобот, серьги и шпиндель.
Хобот
Хобот служит для того, чтобы поддерживать свободный конец фрезерной оправки. Для этого он снабжен специальными подвесками. Другой конец оправки крепится в конусе шпинделя при помощи болта. Хобот прикреплен к направляющим профилям и может перемещаться по ним, благодаря зубчатой рейке.
Хобот крепится к станине спереди и сзади двумя зажимами. Оба зажима должны быть затянуты до конца. Передний выступ хобота обычно оснащен двумя серьгами, стянутыми гайкой (реже – одной).
Серьга
У каждой серьги имеется подшипник в виде втулки из бронзы. Такая втулка помогает контролировать зазор в подшипнике скольжения
Очень важно следить за уровнем масла во внутренней выемке серьги. Иногда, чтобы придать хоботу дополнительную жесткость, его оснащают опорными стойками, которые крепятся к консоли. Но в этом случае не допускается вертикальная подача и теряется удобство работы
Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.
Эксплуатационные возможности
Указанные на станок 6Т82Г технические характеристики позволяют применять его во многих производственно-технологических линиях для фрезерования изделий различной сложности. Стандартные опции расширяются применением дополнительных приспособлений, оснастки:
- тиски;
- делительная головка;
- накладная фрезерная головка;
- долбежная головка;
- круглый поворотный стол с механическим редукторным приводом.
Комплектующие устанавливаются на горизонтально-фрезерные станки 6Т82Г посредством фиксации в стандартных пазах. Технические характеристики оборудования шире, чем у обычных аналогов. Консольный станок имеет стол, с широким диапазоном перемещения по трем направлениям, что расширяет технологические возможности. У простого оборудования с горизонтальным шпинделем такой опции нет. Обеспечивает защиту от перегрузок у 6Т82Г схема с электромагнитной муфтой. Это эффективный механизм, предохраняющий от поломок, поскольку мощность двигателя, тяговые усилия приводов стола могут серьезно повредить конструкцию станка и нанести травмы работнику.

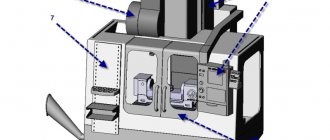
Общий вид фрезерного станка 6Т82Г
На данном оборудовании выполняется весь перечень фрезеровочных операций для этого класса станков. В работе с оснасткой используются все известные приемов приемы обработки металла. В зависимости от расположения режущей кромке на инструменте, заготовки обрабатываются:
- по вертикали;
- по горизонтали;
- по копиру;
- с помощью дополнительных приспособлений.
При работе предполагается наличие допуска к оборудованию, оформленного соответствующим образом, поэтому описание базовых понятий металлообработки в паспорте отсутствует. Но рекомендации по выбору режимов обработки есть. Возможности при работе с деталями различной прочности и площади поверхности у станка широкие. Варьируется в широком диапазоне скорость вращения шпинделя, тонко регулируется подача стола. Оперируя этими значениями, подбираются оптимальные режимы для достижения конкретных целей, добиваясь:
- высокой производительности;
- заданной шероховатости поверхности;
- поддержания температуры в нужном диапазоне;
- сохранности режущего инструмента.
Удобное управление позволяет быстро осуществлять перенастройку станка, установку и демонтаж дополнительного оборудования. Элементы конструкции унифицированы. Установка фрез и оснастки производится стандартным инструментом по обычной схеме. При обработке металлов допускается использование рекомендованного инструмента. Фрезы могут быть выполнены как их быстрорежущей стали, так и изделия с твердосплавными напайками. Для каждого вида режущего инструмента имеются свои рекомендации, под которые настроить станок не составит труда.
При высокой надежности, долговечности, точности станок имеет относительно доступную цену, соответственно и быструю окупаемость. Перечень выполняемых операций позволяет применять оборудование во многих сферах деятельности. При выполнении условий эксплуатации устройство безопасно для фрезеровщика. Большой ресурс и ремонтопригодность стали решающим фактором при выборе оборудования для установки в небольших частных организациях, крупных металлообрабатывающих предприятий. Если для первых это станок, который отлично подходит для выпуска единичных изделий, то для вторых это инструмент повышения производительности труда.
Буква «Т» в аббревиатуре названия означает поколение оборудования, и в отличие от предыдущих выпусков серии «Р» существенно выросла мощность, расширен частотный диапазон вращения шпинделя, увеличена скорость подачи стола, в том числе и в ускоренном режиме. Удобным стало управление, конструктивно станок стал более эргономичным.
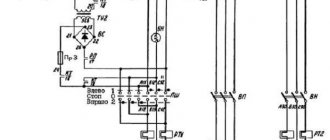
Электрооборудование станка 6Р83Г
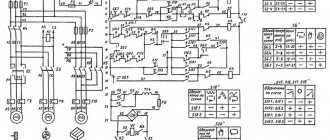
Схема электрическая фрезерного станка 6Р83Г
Кинематическая схема фрезерного станка 6р83г
Примечания
- * – только для станков 6Р82Ш, 6Р83Ш
- ** – в электросхему механизма зажима инструмента
- *** – только для станков 6Р13Б
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Основные показатели
Габариты рабочей плоскости – 320 х 1250мм. Предельный промежуток от оси шпинделя до рабочей поверхности 30 – 410. Максимальный отступ между торцом шпинделя и поддерживающим подшипником 700мм.
Мощность электродвигателя – 7кВт. Частота вращения главного двигателя – 1440об/мин, горизонтального шпинделя – 31,5 … 1600.
Точность работы агрегат приравнивается к классу Н.
Параметры вращения стола
Рабочая поверхность может передвигаться:
- Продольно (на 700мм вручную и с механикой);
- Поперечно (на 260мм рукой и на 240 механически);
- По вертикали (на 380 мм обоими методами).
Максимальный угол вращения установлен в +/-45 градусов.

Длина станка 6М82 2260мм, ширина – 1745мм, а высота – 1660мм.
Общая масса установки – 2800кг.
Пределы использования станков по мощности и силовым нагрузкам
Основные ограничения для аппаратов с большой и средней частотой вращения связаны с предельной скоростью режущего инструмента и мощностью двигателя, обеспечивающего движение.
Высокая скорость резания предусматривает применение скоростных режимов работы. Таким образом, достигается повышение производительности станка и устойчивость к вибрациям.
Когда используется цилиндрический быстрорежущий инструмент, допускается усиление подачи до 1500кг.
Лимиты для работы в тяжелом режиме
Тяжелый режим фрезерования, в первую очередь, требует высокой прочности и устойчивости фрезы. Специалисты рекомендуют придерживаться в такой работе следующих условий (Таблица):
| Показатель | Торцовые фрезы по стали | Цилиндрические фрезы по чугуну | Торцовые фрезы по чугуну |
| Максимальный диаметр фрезы (мм) | 150 | 90 | 200 |
| Количество зубцов | 14 | 8 | 16 |
| Частота вращения – до (об/мин) | 40 | 50 | 63 |
| Предельная скорость резки – (м/мин) | 19 | 14 | 40 |
| Ширина фрезеровки не более (мм) | 100 | 109 | 100 |
| Глубина фрезеровки не более (мм) | 4-5 | 10-12 | 9 |
| Максимальная подача (мм/мин) | 160 | 160 | 315 |
| Подача на зуб (мм/мин) | 0,28 | 0,4 | 0,31 |
| Лимит мощности (кВт) | 6 | 6 | 7 |
Идеальный баланс в работе на данном станке:
- Полная мощность + средние обороты;
- Не более 75% мощности + низкие обороты.

Запчасти к станкам 6Р12, 6М82, 6Р82, 6М12П
ООО «СтанкоПромСервис» осуществляет поставку запасных частей для консольно-фрезерных станков серии 6Р12. Мы предлагаем комплексные поставки деталей и узлов для Вашего станочного парка. Запасные части 6Р12 всегда имеются в наличии на нашем складе. Наше предприятие является также производителем деталей для станков 6Р12 и аналогов.
- Станки модели 6Р12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – стали, чугуна, цветных металлов, а также их сплавов. Рабочая поверхность стола, мм 1250х320.
- Винт подъема стола 6Р12 – на фрезерных станках предназначен для перемещения стола с установленной на нем заготовкой по вертикальной оси в зону резания.
- Винт ходовой 6Р12 (винт продольного хода стола) – установлен в рабочем столе фрезерного станка и служит для перемещения стола справа налево и обратно, предназначен для перемещения обрабатываемой заготовки в зону фрезерования. Профиль резьбы ходового винта – трапецеидальный. Как правило ходовой винт поставляется в комплекте с двумя гайками.
- Коробка скоростей 6Р12 — дает возможность изменять число оборотов шпинделя при неизменной скорости вращения вала электродвигателя». Ее устройство аналогично устройству коробки скоростей станка токарного. В комплект поставляемой ООО «СтанкоПромСервис» фрезерной коробки скоростей входит 4 вала в сборе с шестернями, которые монтируются в корпус станка.
- Коробка подач 6Р12 обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.Коробка подач служит для изменения подач стола в вертикальном, продольном и поперечном направлениях.
- Коробка переключения скоростей 6Р12 позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
- Фрезерная головка — часть фрезерного станка, несущая шпиндель. Бывают горизонтальные, вертикальные и наклонные, в том числе поворотные.
- Фрикционный вал 6Р12 (муфта перегруза) называется фрикционным валом коробки подач VI оси. В комплект фрикционного вала в сборе входят диски фрикционные, шестерни, муфты кулачковые, чашки (муфты фрикционные).
- Фрикционные диски 6Р12 — являются составной частью фрикционного вала. В комплект входят наружные и внутренние диски, общее количество – 25 шт.
- Шпиндель фрезерного станка – установлен в горизонтально-фрезерных станках в корпусе станка, в вертикально-фрезерных станках – в поворотной фрезерной головке. Это стальной вал, служащий для закрепления фрезерной оправки с дисковой фрезой или длинного стального стержня с резьбой на конце, с торцовой фрезой и для сообщения режущему инструменту (фрезе) вращательного движения (движения резания). В передней части отверстие шпинделя имеет коническую форму с определенным номером конуса, чтобы в него плотно входила коническая часть фрезерной оправки. Этим достигается точная установка фрезы относительно шпинделя и ее прочное закрепление. При помощи коробки скоростей шпинделю задаются различные скоростные режимы вращения.
- Шестерни 6Р12 (шестерня коническая 6Р12, колесо зубчатое 6Р12, гипоидная пара 6Р12, шестерня-муфта, конические шестерни, гипоидная пара) это деталь цилиндрической или конической формы, с зубьями, которые зацепляются за зубья другой шестерни и приводят в движение разнообразные механизмы. Традиционно шестерней называют меньшее из зубчатых колес сопряженной пары. Но в разговорной речи любое зубчатое колесо уже давно называют шестерней. ООО «СтанкоПромСервис» предлагает любые заводские шестерни для фрезерных станков серии 6Р12.
ООО «СтанкоПромСервис» предлагает также услуги по ремонту станков серии 6Р12. В нашем штате есть опытная бригада по ремонту станков различных модификаций. Ревизия станка, дефектовка, разбор станка, замена изношенных деталей станков 6Р12. Услуги по ремонту и обслуживанию Вашего станочного парка.
6Р12 — Станок вертикально-фрезерный
Технические характеристики станка 6Р12:
Станки модели 6Р12 предназначены для сверления, фрезерования и растачивания заготовок любой формы из различных материалов – стали, чугуна, цветных металлов, а также их сплавов. Вертикально-фрезерные станки 6Р12 предназначены для обработки всевозможных деталей. На них можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Особенности конструкции станка
• станок 6Р12 снабжен системой защиты от стружки; • установлен механизм, пропорционально замедляющий подачу; • установлен механизм, который позволяет регулировать зазор в винтовой паре продольной подачи; • установлена муфта, защищающая привод подачи от нежелательных перегрузок; • при остановке эл. магнитной муфты, происходит торможение горизонтального шпинделя; • механическое закрепление инструмента в шпинделе
| Рабочая поверхность стола, мм | 1250х320 |
| Перемещение стола, мм, наибольшее: | — продольное 800 -поперечное 320 -вертикальное 420 |
| на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| на один оборот лимба | — продольное и поперечное 6 — вертикальное 2 |
| Перемещение пиноли шпинделя на одно деление / оборот лимба, мм | 0,05 / 4 |
| Перемещение гильзы шпинделя (вертикальное) | 70 |
| Диаметр фрез при черновой обработке, мм, наибольший | 160 |
| Расстояние, мм: | от торца вертикального (оси горизонтального) шпинделя до рабочей поверхности стола, мм 30-450 от оси шпинделя до направляющих станины 380 |
| Скорость быстрого перемещения стола, мм/мин: | — продольного и поперечного 4000 — вертикального 1330 |
| Количество скоростей шпинделя | 18 |
| Частота вращения горизонтального или вертикального шпинделя, мин | 1 31,5-1600 |
| Количество подач стола | 22 |
| Подача, мм/мин | — продольная и поперечная 12,5-1600 — вертикальная 4,1-530 |
| Угол поворота шпиндельной головки, град | 45 |
| Мощность, кВт | привода главного движения 7,5 привода подач 3 |
| Масса обрабатываемой детали (вместе с приспособлением), кг | 400 |
| Габаритные размеры, мм | — длина 2280 — ширина 1965 — высота 2265 |
| Масса, кг | 3 250 |
Перечень органов управления фрезерным станком 6Т82Г
- Указатель скоростей шпинделя
- Кнопка «Толчок шпинделя»
- Переключатель «Зажим-отжим инструмента»
- Кнопка «Перемещение стола вперед, влево, вверх»
- Переключатель выбора направления перемещения стола
- Кнопка «Перемещение стола назад, вправо, вниз»
- Кнопка «Стоп перемещения стола»
- Кнопка «Замедленная подача»
- Кнопка «Быстрое перемещение стола» (дублирующая)
- Кнопка «Стоп» аварийная
- Кнопка «Стоп шпинделя» (дублирующая)
- Рукоятка переключения скоростей шпинделя
- Кнопка «Пуск шпинделя» (дублирующая)
- Ручное перемещение хобота
- Зажим серег
- Зажимы салазок
- Клавиша «Перемещение стола влево»
- Клавиша «Перемещение стола вправо»
- Клавиша «Стоп продольного перемещение стола»
- Зажимы стола
- Переключатель включения режима работы стола «Ручной — механический»
- Маховик ручного продольного перемещения стола
- Кнопка «Пуск шпинделя»
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Ручное поперечное перемещение стола
- Кнопка «Стоп» аварийная
- Ручное вертикальное перемещение стола
- Переключатель выбора режима работы станка
- Грибок переключения подач
- Кнопка «Стоп шпинделя»
- Переключатель «Замедленная подача»
- Кнопка «Быстрое перемещение стала»
- Клавиш «Стоп вертикального перемещения стола»
- Клавиша «Перемещение стола вниз»
- Клавиша «Перемещение стола вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Клавиша «Стоп поперечного перемещения стола»
- Клавиша «Перемещение стола вперед»
- Клавиша «Перемещение стола назад»
- Зажим хобота
- Вводной выключатель
- Переключатель направления вращения шпинделя «Влево-вправо»
- Переключатель насоса охлаждения «Включено-выключено»
- Переключатель выбора автоматических циклов по рамке
- Переключатель выбора автоматических циклов стола
- Зажим консоли
- Зажимы поворотных салазок
- Рукоятка ручного вертикального и поперечного перемещений стола, (съемная)
Основные преимущества станка:
Конструктивные:
- механизированное крепление инструмента в шпинделе;
- устройство периодического регулирования величины зазора в винтовой паре продольной подачи;
- предохранительная муфта защиты привода подач от перегрузок;
- торможение шпинделя при остановке электромагнитной муфтой.
- разнообразные автоматические циклы работы станка;
- широкий диапазон частот вращения шпинделя и подач стола;
- большая мощность приводов;
- высокая жесткость;
- надежность и долговечность
Технологические:
Описание электрооборудования фрезерных станков. Видеоролик.
Список литературы:
Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Связанные ссылки. Дополнительная информация
- Фрезерные станки: общие сведения, классификация, обозначение
- Сравнительные характеристики консольно-фрезерных станков серий 6Н, 6М, 6Р, 6Т
- Коробка подач консольно-фрезерных станков серии 6М: 6М12П, 6М13П, 6М82, 6М83, 6М82Ш, 6М83Ш
- Коробка подач консольно-фрезерных станков серии 6Р: 6Р12, 6Р13, 6Р82, 6Р83, 6Р82Ш, 6Р83Ш
- Коробка подач консольно-фрезерных станков серии 6Т: 6T12, 6T13, 6T82, 6T83, 6Т82Ш, 6Т83Ш
- Технология ремонта фрезерных станков
- Регулировка фрезерных станков
- Фрикционная муфта. Фрикционный вал. Муфты фрикционные в металлорежущих станках
- Автоматические циклы фрезерных станков (6Р12)
- Испытания и проверка металлорежущих станков на точность
- Справочник универсальных фрезерных станков
- Заводы производители металлорежущих станков в России
- Производители фрезерных станков в России
Электрооборудование фрезерных станков Горьковского станкозавода, ГЗФС
Электрооборудование фрезерных станков 6T12, 6T13, 6T82, 6Т82Г, 6Т82Ш, 6T83, 6Т83Г, 6Т83Ш
Электрооборудование фрезерных станков 6P12, 6P13, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6Р12Б, 6Р13Б
Электрооборудование фрезерных станков 6М12П, 6М12ПБ, 6М13П, 6М13ПБ, 6М82, 6М82Ш, 6М82ГБ, 6М83, 6М83Ш
Электрооборудование фрезерных станков 6Т10, 6Т80, 6Т80Г, 6Т80Ш
Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
Электрооборудование фрезерных станков 6Н10, 6Н80, 6Н80Г, 6Н80Ш
Инструкция по эксплуатации, паспорт
В руководстве по эксплуатации указаны паспортные данные на станок, его назначение, перечислены основные узлы со сборочными чертежами и деталировкой. Указана схема установки станка и правила его эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт горизонтального консольно-фрезерного станка с поворотным столом 6Р82.
Инструкция по эксплуатации содержит описание панелей управления, схематическое расположение ручек, режимов резания. В ней перечислены основные причины сбоев в работке, имеется схема смазки и расположения подшипников. В инструкции описаны правила работы на станке, включая технику безопасности.
Горизонтально-фрезерный консольный станок 6Р82 отличается простотой управления и надежностью. Данные модели многофункциональны, занимают мало места. Они подходят для ремонтных мастерских и установки в гараже.
Модернизация электрооборудования
С целью повышения надёжности и долговечности работы станка старое электрооборудование, снятое с производства, необходимо заменить на новое с улучшенными техническими характеристиками, с более высокими показателями надёжности и долговечности.
По этим причинам в схему внесены изменения:
- Вместо вводного выключателя и предохранителей установлен вводной автомат (QF).
- Тепловые реле типа ТРН-20 заменены на новые типа РТЛ.
- Электронасос старой серии типа ПА-22УЗ, с мощностью электродвигателя 0,12кВт, 2800 об/мин заменён на новый типа ЭЦЦ-25 с теми же параметрами.
- Выпрямительный мост из селеновых шайб заменён на диоды германиевые Д226, 400В, 5А.
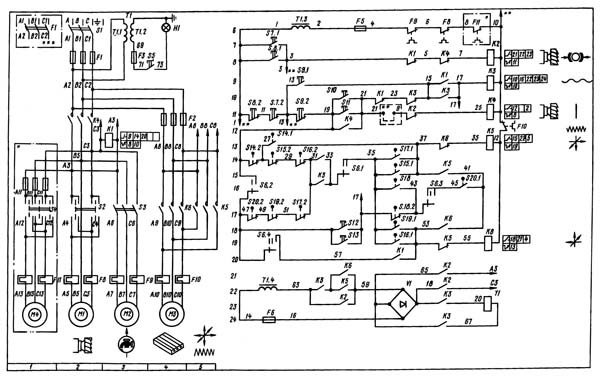
Кинематическая схема фрезерного станка 6Т82Г
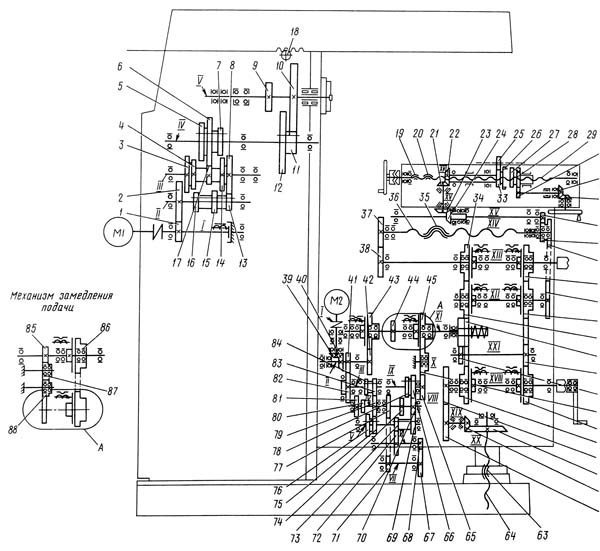
Кинематическая схема фрезерного станка 6Т82Г
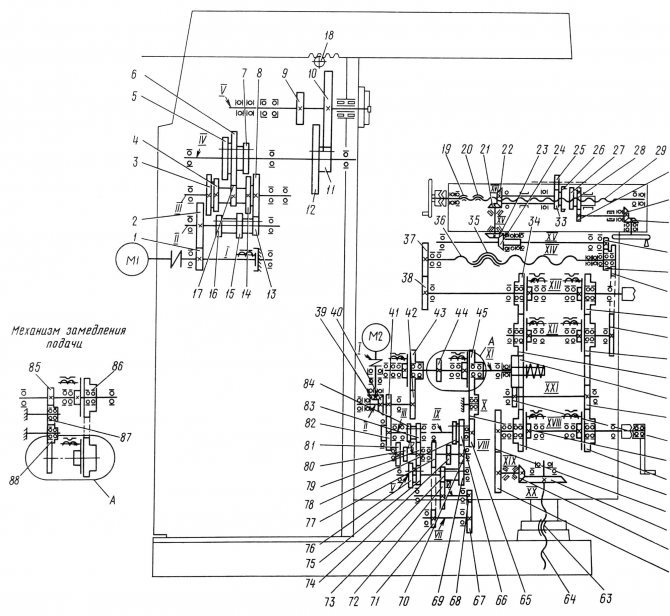
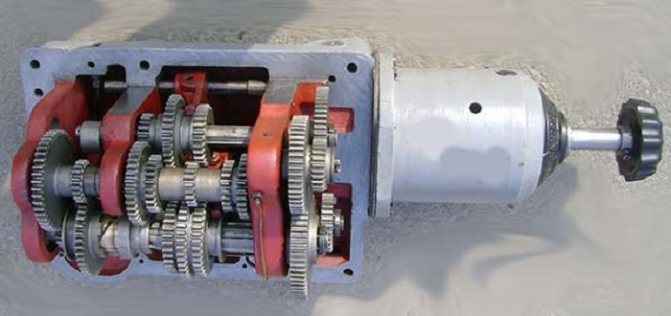
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Описание коробки подач
Коробка подач предназначена для изменения величины рабочих подач стола, салазок и консоли и сообщения этим узлам быстрых перемещений.
При описании кинематической схемы было отмечено, что станки имеют 18 различных подач. Продольные и поперечные подачи одинаковы, в то время как вертикальные подачи в три раза меньше.
Коробка подач представляет собой самостоятельный узел, смонтированный с левой стороны консоли, к которой она привертывается винтами и фиксируется двумя контрольными штифтами. К корпусу коробки подач прифланцована коробка переключения подач, имеющая в передней части лимб из пластмассы с обозначением величины подач и грибок для переключения.
6м82
Корбка подач
Указанные на лимбе значения подач относятся к продольным и поперечным подачам стола.
Переключение подач осуществляется в следующем порядке:
- нажимается кнопка 6 и отводится пластмассовый грибок 5 на себя до отказа;
- вращается за грибок лимб 4 и устанавливается требуемая величина подачи на лимбе против стрелки-указателя 3, расположенной на корпусе коробки (вращать лимб можно в любую сторону);
- плавным движением грибок досылается вперед до отказа и ставится в первоначальное положение;
- отпускается кнопка 6 и проверяется, зафиксирован ли грибок.
Грибок должен быть обязательно дослан вперед до конца, так как недоведение грибка до конечного положения влечет за собой неполное зацепление зубчатых колес коробки подач и самопроизвольное выключение подачи.
Валы и некоторые зубчатые колеса коробки подач монтируются в основном на подшипниках качения.
6м82
Развертка корбки подач
Коробка подач обеспечивает получение 18 подач.
Вилки переключаемых зубчатых колес крепятся на рейках, передняя часть которых выступает из корпуса коробки подач и входит в корпус коробки переключения.
6м82
Вилки корбки подач
6м82
Механизм переключения подач
Передняя часть реек выполнена и виде ступенчатых штифтов, диаметры ступеней которых соответственно увязаны с диаметрами отверстий в диске переключений, а длины ступеней — с ходами переключаемых зубчатых колес.
Каждая рейка имеет парную, более короткую рейку, связанную с первой цилиндрическим зубчатым колесом.
Осевое перемещение одной рейки заставляет парную рейку через зубчатое колесо двигаться в обратном направлении.
Оси реек расположены в двух вертикальных плоскостях, а оси зубчатых колес сведены к одному сквозному отверстию 1.
6м82
Реечные зубчатые колеса переключения подач
Ввиду достаточно сложной установки зубчатых колес и реек демонтаж валика 1 рекомендуется проводить только в случае крайней необходимости.
Благодаря обильной смазке зубчатых колес масло затекает в реечные зубчатые колеса и посадочные отверстия реек и вытекает обратно через предусмотренное для этой цели дренажное отверстие 2 и соединяющееся с ним отверстие с торца коробки подач, имеющее наружную зенковку.
Засорение этих отверстий краской или грязью приводит к вытеканию масла из корпуса коробки подач и из-под плоскости стыка корпуса коробки переключения с корпусом коробки подач. При демонтаже следует обратить особое внимание на состояние вышеуказанных отверстий.
Оси шести реек расположены в определенном порядке относительно оси диска переключения. При этом рейки, переключающие два тройных блока зубчатых колес, находятся против соответствующих концентрических рядов отверстий диска переключения. Рейки для переключения переборного зубчатого колеса находятся против торца ступицы диска переключения, на котором имеются выступ и впадина.
6м82
Диск переключения
Положение реек по отношению к диску переключения видно на рисунке (сечения реек заштрихованы):
- рейки 1 служат для переключения тройного блока на валу Ⅲ
- рейки 2 —для переключения тройного блока на валу Ⅴ
- рейки 3 — для переключения переборного зубчатого колеса.
В зависимости от положения диска переключения каждая рейка перемещается в прямом или обратном направлении или остается без движения, что создает необходимые комбинации в зацеплении зубчатых колес для получения 18 подач.
Для того чтобы произвести переключения, необходимо отвести диск переключения (при этом концы реек выходят из отверстий диска), повернуть его на необходимый угол и вдвинуть на прежнее место. При вдвигании диск, воздействуя на концы реек, производит переключение зубчатых колес.
Для обеспечения надежности работы диска и отсутствия люфтов в рейках (во включенном состоянии) торцовое биение диска при измерении по краю его торца не должно превышать 0,4 мм.
Несмотря на наличие в коробке подач одних только прямозубых колес, могут иметь место некоторые осевые усилия, стремящиеся сдвинуть диск переключения. Для предотвращения этого применено специальное замковое устройство.
Валик 2 запирается во включенном положении двумя шариками 8 и втулкой 7.
Для того чтобы освободить валик 2, необходимо нажать на кнопку 6. При этом кольцевая проточка валика 4 окажется против шариков 8. В этот момент валик 2 легко вытягивается.
Фиксация поворота диска переключения производится шариком 9 через фиксаторную втулку 3 с восемнадцатью зенкованными отверстиями, связанную шпонкой с валиком 2.
Усилие фиксации может регулироваться подвертыванием резьбовой пробки, поджимающей пружину шарика.
Для полной гарантии осуществления переключения предусмотрено кратковременное включение электродвигателя подачи. Для этой цели в корпусе коробки переключения подач помещен конечный выключатель, обеспечивающий включение электродвигателя и проворот зубчатых колес коробки подач при переключении. Воздействие на конечный выключатель осуществляется диском переключения при отводе грибка на себя. Во время поворота лимба для установки его на требуемую величину подачи электродвигатель остается включенным и отключается при движении диска вперед, то-есть при досылании грибка переключения. Таким образом, переключение происходит при проворачивающихся по инерции зубчатых колесах коробки подач, что исключает возможность упора зубчатых колес.
Доступ к конечному выключателю осуществляется через окно в корпусе коробки переключения, закрывающееся штампованной крышкой.
Конечный выключатель имеет две пары контактов.
Первая пара для проворота зубчатых колес коробки подач обеспечивает включение электродвигателя подачи при отведенном диске, вторая пара осуществляет электрическую блокировку включения электродвигателя с включением подачи (рабочих перемещений) в момент переключения.
Электродвигатель не может включаться при переключении подач, если какая-либо из рукояток включения продольной, поперечной или вертикальной подач выведена из нейтрального положения. Благодаря этому исключается возможность перемещения узлов в момент переключения подач.