Сведения о производителе фрезерного станка ВМ127М
Вертикальный консольно-фрезерный универсальный станок ВМ127М выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127- аналоги станков 6Р13, 6М13, ВМ127М, ВМ130, токарный настольный Универсал-В, а также фрезерные станки с ЧПУ ВМ133, ВМ500ПМФ4.
Станки, выпускаемые Воткинским машиностроительным заводом
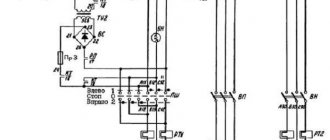
Электрическое оборудование
В электрооборудовании станка ВМ127 можно выделить следующие три части: силовая, управляющая и модуль питания.
Силовая часть
Эта составляющая электрической схемы представлена цепями питания основного и вспомогательных электродвигателей (М1, М2 и М3) и включает в себя следующие элементы:
- Контакторы пускателей.
- Предохранительные вставки.
- Тепловые реле.
- Элементы реверса.
Благодаря этим деталям обеспечивается работоспособность всех приводных систем и требуемая функциональность оборудования.
Управляющая часть
К управляющей части электрики относятся коммутирующие элементы (реле времени) с группой слаботочных контактов, переключающих режимы работы различных узлов. Сюда же входят защитные компоненты (предохранители и катушки индуктивности).
Обратите внимание! Схемы коммутации узлов станочного оборудования приводятся в таблицах. Руководствуясь ими, можно будет выбрать требуемый режим работы
Руководствуясь ими, можно будет выбрать требуемый режим работы.
Система питания
Питающие цепи электрооборудования обеспечивают:
- Преобразование переменного напряжения в постоянный потенциал, необходимый для питания реле.
- Трансформацию напряжения 220 Вольт до уровня, требуемого для осветительного прибора (лампочки).
Они включают в себя диодный мост, выключатели, а также предохранители и понижающий трансформатор.
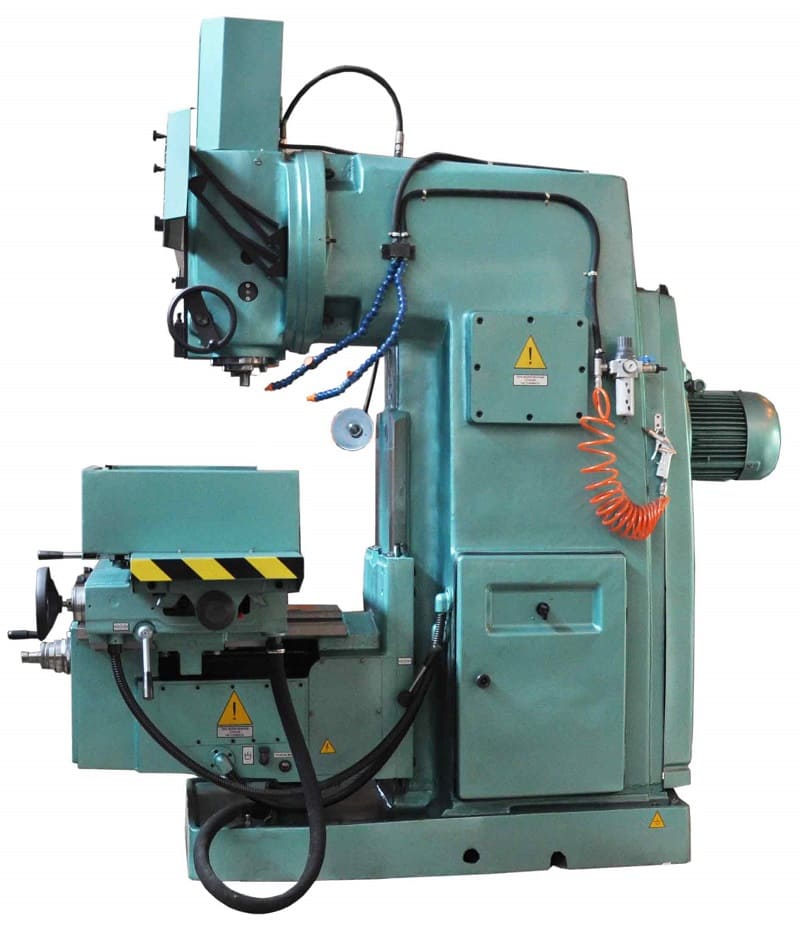
ВМ127М cтанок вертикальный консольно-фрезерный. Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127М предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 300 кг.
Консольно-фрезерный станок ВМ127М заменил в 1988 фрезерный станок ВМ127
.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Мощный привод главного движения станка ВМ 127М и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127М переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
В 2012 году Воткинский завод освоил изготовление новой модификации станка ВМ127М, в которой:
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
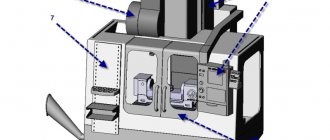
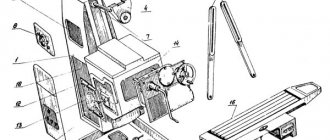
Расположение составных частей консольно-фрезерного станка ВМ127М
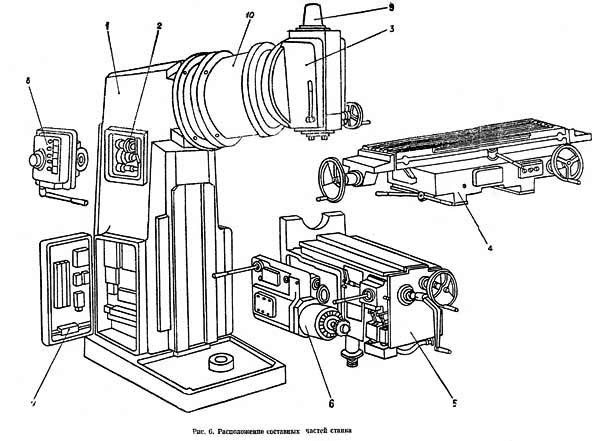
Расположение составных частей консольно-фрезерного станка вм127м
Перечень основных узлов консольно-фрезерного станка ВМ127М
- Станина
- Коробка скоростей
- Поворотная головка
- Стол — салазки
- Консоль
- Коробка подач
- Электрооборудование
- Коробка переключений скоростей шпинделя
- Устройство электромеханического зажима инструмента
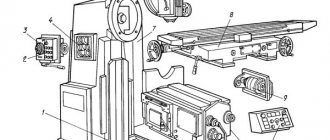
Расположение органов управления фрезерным станком ВМ127М
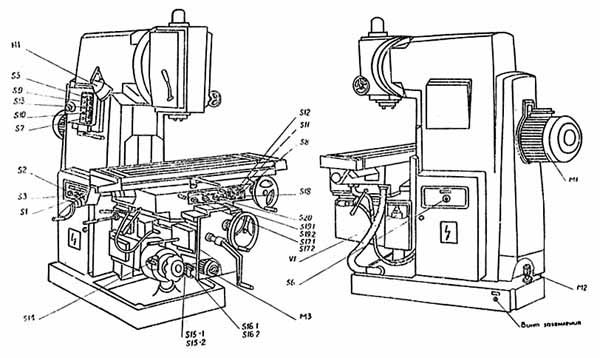
Расположение составных частей консольно-фрезерного станка вм127м
Перечень органов управления фрезерным станком ВМ127М
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая>
- Кнопка «Импульс шпинделя»
- Переключатель зажима—отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола . Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
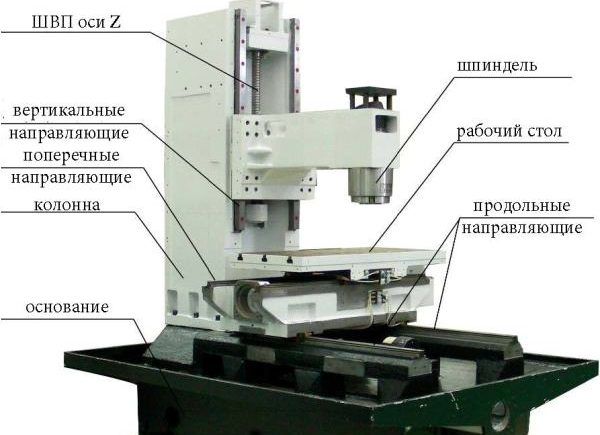
Кинематическая схема фрезерного станка ВМ127М
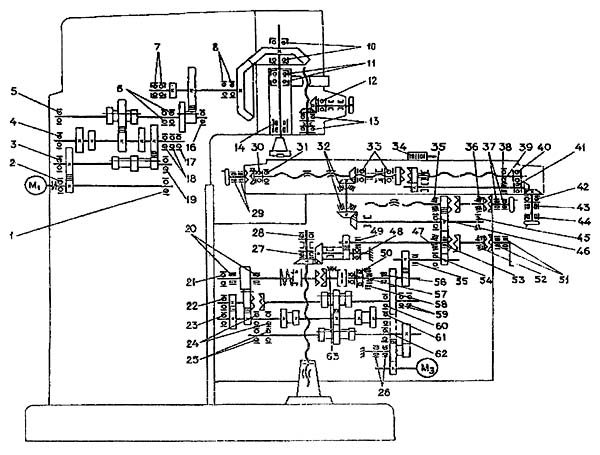
Кинематическая схема фрезерного станка вм127м
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SB9, включается пускатель K3 и электромагнит быстрого хода YA. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Электрооборудование станка ВМ127М. Система питания
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
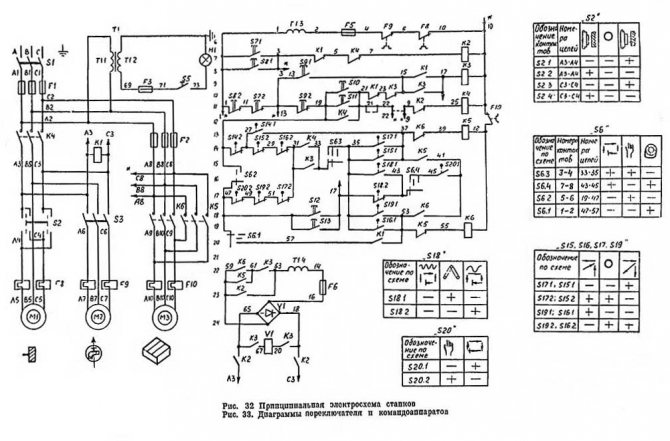
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Видео работы станка
Всё начинается с приобретения подходящего электрического моторчика. Однозначно, что предпочтение стоит отдать однофазному электродвигателю с напряжением питания 220 вольт переменного тока. Данные о напряжении питания электродвигателя, его мощности, ёмкости конденсатора и схема подключения берутся из технического паспорта. В данном случае был использован асинхронный однофазный электродвигатель ДКВ-4-2 с напряжением питания 220 вольт, мощностью 4 вата и скоростью вращения 2450 об/мин (ёмкость конденсатора марки МБГО 0,5 мкф на 600V). Его официальное предназначение – приводы кинопроекторов, светокопировальных машин прошлого века. В настоящее время встречается на воскресных «барахолках». Схема подключения ниже:
Электрооборудование станка ВМ127М.
Функциональное назначение пускателей:
- КМ1 — подключает напряжение 380 В к приводу главного движения Ml и двигателю насоса охлаждения М2
- КМ2, КМЗ — подключают напряжение 380В к приводу подач М3
- КМ4, КМ5 — подключают напряжение 380В к двигателю механизма крепления инструмента
- К2 — включает динамическое торможение шпинделя
- КЗ — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя
- К5 — подготавливает цепь включения привода главного движения после зажима инструмента
- КТ1 — задает время вращения шпинделя после его выключения до включения торможения
- КТ2 — задает время торможения шпинделя
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо: подать питание на станок включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Описание схемы электрической принципиальной.
Источник питания — трехфазная сеть переменного тока, напряжением 380* 10%, частотой 50 Гц. Напряжение вторичных источников:
- а) переменного тока — 24В, 110В;
- б) постоянного тока — 56В.
Работа составных частей электрооборудования.
Работа станка в наладочном режиме.
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) ycтановить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4 который подает напряжение на двигатель механизма зажима инструментаМ4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончание зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1 который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим»
удерживать рукой. При этом срабатывают пускатели КМ5Л. Пускатель КМ5.3 подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжим
инструмента контролируется визуально. ^ч
Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5;
При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4;
При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400 об/мин);
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1и реле времени КТ1 и КТ2 Пускатель КМ1 подает напряжение 380В на двигатель М1, a КТ2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя.
Дея выключения шпинделя необходимо нажать кнопку SB4. отключаются пускателем КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2 который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5.6 с замыкающие контакты реле времени КТ2 выключают пускатель КТ2 а К2 соответственно отключит динамическое торможение шпинделя.
Включение, выключение и торможение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель KM1 и реле времени KT1, KT2. Пускатель KM1 подает напряжение 380 В на двигатель M1, а KT2 своими замыкающими контактами блокирует выключатель SB7.
Для выключения шпинделя необходимо нажать кнопку SB4, отключаются пускатель KM1 и реле времени KT1, KT2. Через 1, 2 с включится пускатель K2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5, 6 с замыкающие контакты реле времени KT2 выключают пускатель K2, а K2 соответственно отключит динамическое торможение шпинделя.
ВМ127 вертикально-фрезерный станок
Процесс фрезерования предусматривает механическое снятие металла с поверхности. Для проведения подобной операции требуется фрезерный станок, который может оснащаться различными насадками. Довольно больше распространение получила вертикально-фрезерная модель ВМ127. Она предназначается для производства небольших и средних изделий. Фрезерный станок ВМ127 применяется для обработки различных плоскостей, углов, пазов и других изделий. Аналогами можно назвать 6Р14 и 6Т13. Рассмотрим особенности этой конструкции подробнее.
Устройство оборудования
Вертикально фрезерный станок ВМ127 получил широкое распространение благодаря эффективной конструкции. Ее особенностями можно назвать следующие моменты:
- Устанавливается мощный привод, который обеспечивает условия для плавной регулировки скорости подачи при различных условиях резания.
- В качестве привода применяется сервоконтролерный механизм. При этом ВМ127М имеет обратную связь.
- Устройство характеризуется наличием полуавтоматической системы смазки, которая обеспечивает высокую надежность работы фрезерного оборудования.
- Устанавливается и система подачи СОЖ в зону резания. Она существенно расширяет область применения устройства.
- На стойке расположены различные элементы управления, представленные рычагами и рукоятками.
Модель может оснащаться различными фрезами. Основными узлами можно назвать нижеприведенные элементы:
- Станина. Она изготавливается при применении чугуна. Массивное основание обеспечивает высокую устойчивость устройства на момент работы. Высокая жесткость станины определяет точное позиционирование всех элементов, а также отсутствие вибрации на момент работы.
- Вертикальное расположение режущего инструмента на сегодняшний день получило широкое распространение. Для этого есть стойка, на которой расположена шпиндельная бабка. Внутри этого элемента находится коробка скоростей, представленная сочетанием зубчатых колес. При изготовлении стойки и шпиндельной бабки применяется сталь, за счет чего обеспечивается высокая степень защиты и небольшой вес конструкции. Поверхность стали покрывается краской для исключения вероятности появления коррозии при длительной эксплуатации в сложных условиях.
- Шпиндель предназначен для закрепления фрез и других инструментов. Она может поворачиваться вокруг оси и перемещаться в вертикальном направлении. Над бабкой есть электрический двигатель, в сторону отводится пульт управления, который фиксируется гибко. В зону резания подается СОЖ, за счет чего можно обрабатывать заготовки на более высокой скорости.
- В нижней части расположены салазки и стол для закрепления заготовки. Для управления положением рабочего узла есть несколько рукояток. Предусмотрено наличие быстрой подачи для перемещения стола на холостом ходу. Стол перемещается по стойке в вертикальном направлении для обеспечения подачи заготовки.
В целом можно сказать, что компоновка фрезерного станка классическая, за счет чего расширяется его область применения. Принципиальная электрическая схема позволяет в любой момент обесточить устройство.
Технические характеристики фрезерного станка ВМ-130В
| Наименование параметра | ВМ-130в |
| Основные параметры станка | |
| Класс точности по ГОСТ 8-82 | П |
| Размеры рабочей поверхности горизонтального стола, мм | 250 х 630 |
| Размеры рабочей поверхности вертикального стола, мм | 160 х 500 |
| Расстояние от оси горизонтального шпинделя до стола при ручном перемещении, мм | 60..360 |
| Рабочий стол | |
| Максимальная нагрузка на стол (по центру), кг | 140 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее продольное перемещение стола (по си X), мм | 250 |
| Наибольшее поперечное перемещение вертикальной головки механическое (по си Y), мм | 300 |
| Наибольшее вертикальное перемещение стола (по си Z), мм | 200 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0.02 |
| Скорость быстрого продольного хода стола (по си X), мм/мин | 800 |
| Скорость быстрого поперечного хода головки (по си Y), мм/мин | 800 |
| Скорость быстрого вертикального хода стола (по си Z), мм/мин | 800 |
| Число ступеней рабочих подач стола | 9 |
| Число ступеней рабочих подач шпиндельной бабки | 9 |
| Пределы продольных рабочих подач стола (по си X), мм/мин | 10..400 |
| Пределы поперечных рабочих подач шпиндельной бабки (по си Y), мм/мин | 10..400 |
| Пределы вертикальных рабочих подач стола (по си Z), мм/мин | 10..400 |
| Наибольшее усилие, допускаемое для продольной подачи (по оси X), (кгс) | 316 |
| Наибольшее усилие, допускаемое для поперечной подачи (по оси Y), (кгс) | 572 |
| Наибольшее усилие, допускаемое для вертикальной подачи (по оси Z), (кгс) | 498 |
| Горизонтальный шпиндель | |
| Частота вращения горизонтального шпинделя, об/мин | 45..2000 |
| Количество скоростей горизонтального шпинделя | 12 |
| Внутренний конус горизонтального шпинделя. | Морзе 4 |
| Диаметр оправок, мм | |
| Диаметр отверстия горизонтального шпинделя, мм | |
| Диаметр переднего подшипника горизонтального шпинделя, мм | |
| Торможение шпинделя | есть |
| Предохранение шпинделя от перегрузки (муфта) | есть |
| Сверлильно-фрезерная поворотная головка | |
| Частота вращения шпинделя сверлильно-фрезерной поворотной головки, об/мин | 90..4000 |
| Количество скоростей шпинделя сверлильно-фрезерной поворотной головки | 12 |
| Наибольшее перемещение гильзы (пиноли) вертикального шпинделя, мм | 60 |
| Механическая подача шпинделя сверлильно-фрезерной поворотной головки, мм/об | 0,05 |
| Расстояние от торца шпинделя сверлильно-фрезерной головки до стола, мм | 335 |
| Расстояние от оси шпинделя сверлильно-фрезерной головки до направляющих станины (вылет), мм | |
| Внутренний конус шпинделя сверлильно-фрезерной головки. | Морзе 2 |
| Фрезерно-расточная поворотная головка | |
| Частота вращения шпинделя фрезерно-расточной поворотной головки, об/мин | 45..2000 |
| Количество скоростей шпинделя фрезерно-расточной поворотной головки | 12 |
| Расстояние от торца шпинделя фрезерно-расточной головки до стола, мм | 330 |
| Расстояние от оси шпинделя фрезерно-расточной головки до направляющих станины (вылет), мм | |
| Угол поворота фрезерно-расточной головки в вертикальной плоскости, мм | ±90 |
| Внутренний конус шпинделя фрезерно-расточной поворотной головки. | Морзе 4 |
| Привод | |
| Количество электродвигателей на станке | 2 |
| Электродвигатель привода главного движения, кВт | 2,2 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1400 х 1000 х 1720 |
| Масса станка, кг | 930 |
Список литературы:
Станок фрезерный специализированный высокой точности ВМ130В. Руководство по эксплуатации ВМ130В 61.00.000, 1977
Аврутин С.В. Основы фрезерного дела, 1962
Аврутин С.В. Фрезерное дело, 1963
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Барбашов Ф.А. Фрезерное дело 1973, с.141
Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
Блюмберг В.А. Справочник фрезеровщика, 1984
Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
Копылов Р.Б. Работа на фрезерных станках,1971
Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
Кувшинский В.В. Фрезерование,1977
Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
Плотицын В.Г. Наладка фрезерных станков,1975
Рябов С.А. Современные фрезерные станки и их оснастка, 2006
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики и применение
При выборе модели уделяется внимание основным техническим характеристикам. В комплект поставки включается паспорт.
Скачать паспорт (инструкцию по эксплуатации) фрезерного станка ВМ127
Основными параметрами можно назвать нижеприведенные моменты:
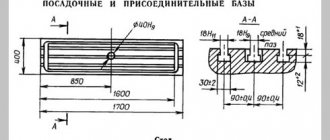
- Размер рабочей поверхности фрезерного станка определяет то, какие заготовки могут обрабатываться. В рассматриваемом случае размер 1600 на 40 мм.
- Максимальная нагрузка на стол составляет 800 килограмм.
- На фрезерном станке устанавливается несколько электрических моторов. Основной имеет мощность 11 кВт, также есть дополнительные с мощностью 2,1 кВт и 0,12 кВт. Они предназначены для управления столом и перекачивания охлаждающей жидкости в зону резания.
- Класс точности оборудования составляет Н. Стоит учитывать этот показатель при производстве самых различных изделий.
- Масса фрезерного станка составляет 4200 килограмм. Этот момент определяет то, что оборудование должно устанавливаться на специальном основании.
- Технология обработки предусматривает установку наиболее подходящей скорости вращения инструмента. Оператор может указать одну из 18 скоростей вращения шпинделя.
- Стол может передвигаться в нескольких направлениях с различной скоростью.
Фрезерование станком фрезерный ВМ127 позволяет получать изделия с высокой точностью. Модель устанавливается в случае наладки мелкосерийного или штучного производства, за счет установки современной фрезы есть возможность увеличить показатель производительности. Характеристики оборудования определили его широкое распространение в машиностроительной промышленности.

При соответствующем оборудовании домашней мастерской можно провести установку рассматриваемого фрезерного станка. Стоит учитывать, что высокий показатель электропотребления предъявляет высокие требования к электрической сети. Кроме этого, в качестве основания должна применяться массивная плита.
Технические данные и характеристики станка ВМ127
| Наименование параметра | ВМ127 | ВМ127М |
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Максимальная нагрузка на стол (по центру), кг | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм* Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
- При этом необходимо установить ограничительные упоры с учетом отклонения подачи в пределах ограничения перемещения стола, салазок или консоли.
- Во всех случаях использования полных ходов с механической подачей необходимо проверить возможность работы на холостом ходу и при обработке внимательно наблюдать за работой станка.
- В связи с наличием перебегов перемещаем узлов по инерции фактическая величина механических ходов Уменьшена на величину 10—20 мм соответствии с чем присверлены ограничительные кулачки.
- Габариты станков, приведенные в таблице, характеризуют «упаковочные» или наибольшие размеры при условии установки перемещающих узлов в среднее положение. При расчете занимаемой станком площади необходимо к размеру ширины станка прибавить значение продольного хода стола 1000 мм (в каждую сторону по 500 мм).
Технические характеристики фрезерного станка ВМ127. Назначение агрегата, общий вид, конструкция. Кинематическая и электрическая схема. Эксплуатация.
Известный в среде профессионалов фрезерный станок модели ВМ127 относится к давно забытой технике, распространенной еще в прошлом веке
Однако некоторые из его характеристик настолько уникальны, что до сих пор привлекают внимание специалистов. В связи с этим имеет смысл ознакомиться с основным функционалом и особенностями этого станка более подробно