Аргонная сварка является неотъемлемым технологическим процессом на многих производственных и ремонтных предприятиях. В среде этого газа производится сварка цветмета, таких как медь, алюминий, дюраль и чугун, также успешно варится сталь и другие черные металлы.
В обычных условиях без подачи газа образуется много пор, металл окисляется, делая соединение непрочным и недолговечным. Аргон защищает зону сваривания от проникновения в нее загрязненного воздуха, исключая образование дефектов.
Суть процесса сварки черного металла
Основополагающим нюансом, способным создать дискомфорт в ходе выполнения сварочных работ, является присутствие кипения в области сварной ванны. Данный процесс возникает в результате недостаточности нагрева обрабатываемого металла. С целью нивелирования вероятности возникновения подобного развития событий рекомендуется осуществлять верный выбор присадочного материала с одномоментным задействованием флюса, способствующего необходимому раскаливанию заготовки.
В течение сварки железа с особой тонкостью обрабатываемого металла посредством присутствия аргоновой составляющей достигается ускоренное проведение сварочных работ ввиду отсутствия вероятности прожигания используемой детали. Как результат, формируется сварочное соединение повышенного качества, что сказывается на прочности и долговечности изделия.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
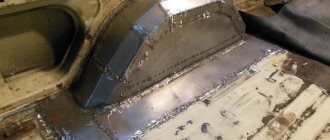
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
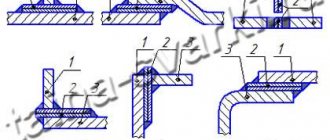
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.
К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Преимущества сварочного процесса
В ходе осуществления сварочных работ считается возможным выделение конкретных положительных аспектов, среди которых присутствуют такие моменты, как:
- несложность осуществления процесса сварки металла повышенной тонкости;
- снижение вероятности получения дефектов и брака в обрабатываемой детали;
- возможность задействования сварочных швов подобного характера повсеместно в многочисленных сферах;
- относительная легкость реализации сварочного процесса на практике;
- исключение возможности неудачи в момент зажигания дуги;
- создание непрерывных сварочных швов за счет задействования проволоки необходимой длины;
- возможность осуществления подогрева обрабатываемого металла посредством применения газа горелки;
- минимальная необходимость в осуществлении подготовительных работ по отношению к свариваемому металлу.
Техника сварки аргоном
Принцип сваривания цветных металлов аргонно-дуговым способом основан на создании электрического разряда между плавящимся или неплавящимися электродом и свариваемой поверхностью. Электрод помещен в керамическое сопло, куда также подаётся аргон. Все это находится в держаке.
Если используется неплавящийся электрод, то одновременно в зону плавления или ванну подаётся присадочная проволока. Инертный газ, являясь более лёгким, чем кислород, вытесняет его, что исключает азотирование и прочие нежелательные процессы. На присадочный материал ничего не подаётся, поэтому он потенциально безопасен. Попадая в зону сваривания, он плавится вместе со соединяемыми деталями, образуя единый однородный соединительный шов.

Чтобы аргонно-дуговая сварка была качественной, а место соединения деталей прочным и однородным, необходимо соблюдать технологию выполнения работы. Также следует правильно подавать напряжение на электрод. На него подаются высокочастотные и высоковольтные импульсы, благодаря чему промежуток между ним и деталью успешно ионизируется, за счёт чего и образуется дуга.
Многие уверены, что она формируется при контакте, но это неверно. Именно благодаря предварительной ионизации газа в пространстве достигается такая высокая чистота сварного шва и его однородность. Формирует эти импульсы на электрод специальный прибор, называемый осциллятор. Он подключается к цепи питания постоянного напряжения от сварочного трансформатора.

Особенность осциллятора заключается в том, что он даёт возможность качественно сваривать детали на переменном токе. Это достигается за счёт его работы в качестве стабилизатора в моменты отрицательной полярности. Такой процесс обеспечивает надежное и стабильное горение дуги.
Техника сваривания аргонодуговой сваркой происходит следующим образом:
- Мастер подготавливает соединяемые детали. Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.
- После подготовки деталей работник включает аппарат аргонно-дуговой сварки и подносит горелку к детали, не касаясь ее электродом.
- Далее, нужно включить подачу газа из баллона и импульсов на электрод формируется дуга.
- В процессе горения искры работник подаёт присадочный материал.
Выполнять сварку таким методом следует точечно, чтобы успевала образоваться так называемая ванна. При сваривании вертикальных швов необходимо двигаться снизу-вверх. Подробный процесс сваривания деталей можно просмотреть на видео.
Недостатки процесса сварки
Как и для любого процесса и вида деятельности, для сварки железа аргоном присуще наличие недостатков. К числу подобных дискомфортных аспектов принято относить:
- присутствие повышенной стоимости осуществления процесса по сравнению с иными видами сварочных работ;
- высокая вероятность перехода категории выполняемой работы в группу рисковой деятельности ввиду присутствия и непосредственного использования газовой составляющей;
- присутствие ситуаций вскипания в области сварной ванны, что сопровождается явлениями разбрызгивания металлической составляющей в различные стороны от места проведения сварочных работы, что имеет результатом соединение низкого качества с одномоментным формированием условий, опасных для жизни;
- недостаточная представленность и доступность определенных приспособлений, необходимых для организации сварочного процесса.
Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
- автоматическую;
- ручную.
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.
На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама. При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов.

Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
| Обозначение | Состав | Свариваемые материалы |
| WP (зеленые) | 99,5% вольфрам | Алюминий, магний |
| WY (темно-синий) | Иттрированный, до 2,2% оксидной добавки | Ниобий, тантал, молибден, титан, никель, медь, бронза |
| WL-20, WL-50 (синие, зеленые) | Добавлен оксид лантана | Высоколегированные стали, медь, алюминий, бронза |
| WZ-8 (белые) | Содержат оксид циркония | Алюминий, бронза, магний, никель |
| WT-20 (красные) | Содержат оксид тория | Нержавеющие стали, молибден, тантал, медь, кремниевая бронза, никель, титан |
Инструмент для сварочных работ

Степень получаемого качества в результате сварочных работ значительно зависит от применяемых материалов, а также инструмента, которым непосредственно будет осуществляться процесс. Для того, чтобы найти ответ на вопрос, как качественно варить железо сваркой, важно понимать значимость изучения технологии проведения работ, но и зависимость результата сварки от состава металла, задействованного в ходе сварочного процесса.
Временами довольно трудно определить точную структуру свариваемого материла, в результате чего допустимым принято считать применение распространенных марок составляющих элементов сварочного процесса.
Следует помнить, что основа успеха работ зависит от того, как специалист будет сваривать железо сварочным аппаратом с учетом соблюдения выставленных режимов, которые будут учитывать толщину используемого материала.
Режимы аргонной сварки
Для получения качественного сварного соединения цветных и черных металлов, необходимо правильно выбирать режимы аргоннодуговой сварки. Это делается на основе опыта, также можно посмотреть в справочных таблицах. Соответственно, оборудование должно обладать возможностью изменять ток под конкретные нужды.
Выбор тока и полярности
Для сваривания цветных металлов в среде аргона используется ток постоянной или переменной полярности. Ни в коем случае нельзя работать обратной его величиной, потому что в процессе возникнут сложности, связанные с плохим горением дуги и чрезмерно высоким напряжением.
Заряженные частицы двигаются в сторону положительного потенциала, поэтому электрод будет сильнее нагреваться и быстрее сгорит.
Выбор силы тока
Выбор величины тока для сварки опирается на три главных фактора: род тока, диаметр электрода и толщина свариваемых деталей. Чтобы не держать все эти цифры в голове, составим таблицу. В ней расписаны все величины в зависимости от тех или других критериев.
| Диаметр электрода (мм) | Переменный ток (А) | Постоянный ток прямой полярности (А) |
| 1 – 2 | 20 – 100 | 65 – 160 |
| 3 | 100 – 160 | 140 – 180 |
| 4 | 140 – 220 | 250 – 340 |
| 5 | 200 – 280 | 300 – 400 |
| 6 | 250 – 300 | 350 – 450 |
Напряжение
Для качественного сваривания деталей различной толщины при использовании аргонно-дуговой сварки, рекомендуется выставлять напряжение не более 14 В. При таком значении обеспечивается длина дуги порядка 1,5-3 мм, что является оптимальной величиной. Также обеспечивается хорошая глубина провара, что является главным критерием прочности соединения деталей.

Скорость выполнения сварки
Она сугубо индивидуальна, поэтому выбирается мастером на месте. Главное, не спешить, потому что сварка цветных металлов весьма капризна.
Количество аргона
Также наряду с выбором диаметра электрода рассчитывается и расход подаваемого защитного газа. Это делается исходя из типа металла, из которого изготовлены свариваемые детали, толщины и ширины шва. Это определяется на практике.

Расстояние от электрода до детали
Оно зависит от толщины свариваемого металла и способа его стыковки. Например, для соединения встык достаточно 3-5 мм. Если детали свариваются под углом, то рекомендуемое расстояние должно быть не менее 0.5 см и не более 8 мм.
Технологический аспект сварочного процесса
Перед тем, как сварить тонкое железо электродом, важно провести подготовительные работы, а именно зачистить будущее соединительное место. Предполагается устранение масляной пленки за счет растворителя или иного вещества химической природы. Затем следует поместить флюс на поверхность обрабатываемого металла и выставить необходимые параметры.
В течение проведения сварочных работ следует соблюдать правила безопасности. В завершении процесса рекомендуется оценить качество проведенной сварки.
Виды сварочного оборудования
Для сварки аргоном применяется несколько типов оборудования:
- Ручной процесс — сварщик держит горелку и присадочный материал.
- Полуавтоматический процесс — присадочный материал и газ подаются автоматически в горелку, которую мастер ведет вдоль шва вручную.
- Полностью механизированный процесс – в рабочей области человек отсутствует, подача присадочного материала и ведение горелки осуществляется оператором дистанционно.
- Роботизированный процесс — оператор только вводит программу, а система ЧПУ исполняет ее.
Большое преимущество метода — возможность соединять материалы, сварка которых другими методами затруднительна.
Это могут быть и разнородные металлы на производстве, и стык труб в домашней системе отопления.