Посредством экструзионной сварки формируются прочные, неразъемные соединения на основе пластика. Процедура проводится в рамках монтажных и сборочных работ, обеспечивает решение многих задач:
- производство полиэтиленовых емкостей для хранения жидкостей;
- прокладка безнапорных трубопроводов из ПНД;
- выпуск пластмассовых корпусов и композитных деталей для различных приборов.
Экструзионная сварка полиэтилена целесообразна при соединении компонентов толщиной более 6 мм. В противном случае вероятна деформация изделий, появление прожогов и отслоений.
Общие требования
4.1 Основные положения
4.1.1 При экструзионной сварке соединение свариваемых деталей выполняют путем подачи расплавленного присадочного полимерного материала в зону сварки, где он взаимодействует с поверхностями предварительно нагретого, как правило, горячим воздухом до расплавленного состояния материала этих деталей.
4.1.2 Экструзионная сварка, выполняемая с использованием присадочного полимерного материала, имеющего форму прутка или гранул, может производиться в ручном или полуавтоматическом режиме.
4.1.3 Форма поверхности сварочной насадки должна соответствовать форме сварного шва.
4.1.4 Для нагрева свариваемых деталей и присадочного прутка, кроме горячего воздуха, могут применять нагретые инертные газы.
4.1.5 Количество расплава присадочного полимерного материала, выходящего из сварочного экструдера, определяет максимальный размер сварного шва и линейную скорость сварки при соблюдении требований к предварительному нагреву соединяемых поверхностей.
4.1.6 Необходимое давление при сварке создается за счет свойств расплавленного присадочного полимерного материала, геометрических параметров сварочной насадки и воздействия сварщика на сварочный экструдер.
4.1.7 Экструзионная сварка может выполняться с непрерывной и с периодической подачей расплава.
4.1.8 Результаты сварки оформляют протоколом по форме, в соответствии с Приложением А.
4.2 Экструзионная сварка с непрерывной подачей расплава
4.2.1 При экструзионной сварке с непрерывной подачей расплава предварительный нагрев свариваемых материалов в зоне сварки осуществляют устройством для подачи нагретого газа (воздуха), которое является частью сварочного экструдера.
4.2.2 Расплав присадочного материала должен непрерывно выходить из сварочного экструдера и при помощи сварочной насадки прижиматься к расплавленным поверхностям соединяемых деталей (см. рисунок 1), заполняя весь объем разделки шва.
4.2.3 Скорость заполнения разделки шва расплавом присадочного материала должна совпадать с линейной скоростью сварки.
Рисунок 1 — Схема сварки с непрерывной подачей расплава с использованием оборудования I типа
Рисунок 1 — Схема сварки с непрерывной подачей расплава с использованием оборудования I типа
4.3 Экструзионная сварка с периодической подачей расплава
4.3.1 При сварочном процессе с периодической подачей расплава расплавленный в сварочном экструдере присадочный материал направляется в приемное приспособление, из которого поступает в предварительно расплавленную нагретым газом разделку шва, где под давлением пресс-инструмента формируется поверхность шва (см. рисунок 2).
Рисунок 2 — Схема сварки с периодической подачей расплава на оборудовании II типа
Рисунок 2 — Схема сварки с периодической подачей расплава на оборудовании II типа
4.3.2 Данный процесс сварки следует применять в случае ограниченного рабочего пространства и при невозможности проведения экструзионной сварки с непрерывной подачей расплава.
Виды сварных швов
ГОСТ 16310-80 устанавливает более 10 видов сварочных швов, которыми можно соединять полимерные детали. Название шва зависит от внешнего вида его разреза. Рассмотрим основные из них.
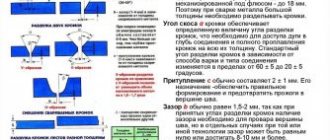
V шов
С помощью столярного инструмента (ножовки, стамески или рубанка) производится обработка торцов соединяемых материалов. Создается скос, который в точке касания должен составлять угол в 45-90° градусов. На нижнем краю скоса должен оставаться прямой торец толщиной не более 1 мм.
Если стыкуются детали разной толщины, то сторона с большей толщиной срезается под большим углом, а меньшая – под меньшим. Таким образом, достигается равная толщина деталей в месте соединения.
Зазор между деталями не должен превышать 2 мм, чтобы обеспечить проникновение присадки во внутреннюю часть шва и обеспечить высокое качество соединения.
X шов
В отличии от V-образного шва, в X шве невозможно контролировать качество проварки. Но двойной шов призван компенсировать этот недостаток. Для такого вида шва предусмотрена собственная технология изготовления:
На соединяемых торцах формируются скосы с углом раскрытия 30-60° градусов,
Корневой слой стыкуется без зазора, предварительная фиксация осуществляется с помощью термофена. Проваривается шов сначала с лицевой части, затем с тыльной.
К шов
При применении такого шва производится обработка торцов скругленным скребком, затем производится предварительная фиксация листов с помощью термофена. Дополнительно может производится сварка со второй стороны соединения.
HV шов
Выполнение такого шва аналогично выполнению V-шва, однако угол раскрытия не должен превышать 60° градусов. Детали не стыкуются вплотную, между ними остается зазор в 2 мм. Этот зазор позволяет присадке проникнуть в соединение и выйти с наружной стороны, герметично закрывая шов.
Double HV шов
Приложение А (обязательное). Протокол экструзионной сварки
Приложение А (обязательное)
| Экструзионная сварка листов и труб | Организация | ||||||||||||
| Проект | Номер проекта | Погода | Защитные меры | ||||||||||
| Чертеж N | Свариваемый материал (производитель, тип, партия, дата): | 1=Сол- нечно | 1=Нет | ||||||||||
| Сварщик: | Присадочный материал (производитель, тип, партия, дата): | 2=Сухо | 2= Экран/ щит | ||||||||||
| N аттестационного удостоверения/действительно до | Сварочное оборудование, изготовитель, тип: | 3= Осадки | 3=Па- латка | ||||||||||
| Руководитель сварочных работ | Год выпуска/ Последняя проверка оборудования: | Метод изготовления сварного соединения: | 4=Ве- тер | 4=Отоп- ление | |||||||||
| Дата | Свар- ка N | Толщина стенки мате- риалов | Обозна- чение сварного шва | Свароч- ная насадка N | Расход воздуха, л/мин | Темпе- ратура рас- плава, °C | Темпе- ратура нагре- того газа, °C | Ско- рость сварки, см/мин | Темпе- ратура окру- жаю- щей среды, °C | Темпе- ратура стенки мате- риалов, °C | Погода (Код N) | Защит- ные меры (Код N ) | Визуаль- ный и измери- тельный контроль |
| Измеряется на выходе из экструдера Измеряется в центре сопла системы предварительного нагрева | Примечания | ||||||||||||
| Дата / подпись сварщика | Дата / подпись руководитель сварочных работ |
Какие бывают экструдеры

Они представлены шнековыми и безшнековыми образцами. У первых экструдеров процесс плавки проходит в камере. Наружу подается шнеком.
У тех, где оного нет, выдавливание ведется при помощи части прутка, которая еще не расплавилась, а значит, остается достаточно твердой. Безшнековые экструдеры имеют второе название – плунжерные. Они отличаются меньшей производительностью.
В них использование гранулированных присадок исключено. Но они проникнут в самые, мало кому доступные места. Кончик сварочного башмачка снабжен специальным отверстием. Он обеспечивает контроль за поступлением присадки в место сварки.
К экструзионному способу прибегают, когда работа предстоит с термопластами I группы, среди которых полипропилен, низкого давления полиэтилен. У них своя специфика.
Допустимое расплавление от необратимой термодеструкции отделяет 50 градусов. То есть, не стоит опасаться порчи материала, если он перегреется всего на 30 или 40 градусов.
Совсем другое дело, если перед вами термопласты II группы типа ПВХ или ПВДФ. С ними надо тщательно блюсти температуру в процессе нагрева.
В работе с термопластами этой группы нужен шнек особой формой. Он обеспечивает оптимальное перемешивание присадки, не допуская перегрева материала и гарантируя качественную экструзионную сварку.
Сварка полиэтилена и полипропилена (ПЕ, ПП)
Такие материалы как полиэтилен и полипропилен являются самыми часто встречаемыми термопластами, что обусловлено их основными свойствами. Это распространенные полимеры, которые стоят недорого, легко свариваются с применением горячих видов сварки. Область применения данных полимеров также огромна, от пленок и труб, до изоляции, деталей для строительства и даже пищевых емкостей и контейнеров.
Важно отметить, что для ПП и ПЕ подходят далеко не все виды сварки. Так, к примеру, нельзя произвести сварку токами высокой частоты, а также при использовании растворителей, что обусловлено структурой этих материалов. А вот использование аппаратов горячего воздуха (или экструдеров) наоборот, приветствуется.
Самодельное устройство
Стоимость нового экструдера достаточно высока – цена на модели начального уровня стартуют с 300 $. Это подталкивает мастеров к изобретению различных самоделок. Обладая необходимыми навыками, можно собрать ручной экструдер своими руками без особых затрат. В интернете можно найти рабочие чертежи рабочих аппаратов с различными характеристиками.
Для сборки самого простого агрегата понадобится промышленный фен и двигатель коллекторного типа, который легко переносит постоянные изменения режима работы. Подавать прутки придется вручную. Насадки изготавливают самостоятельно или приобретают и приспосабливают запасные части существующих моделей.
Использование плунжерного привода позволит выполнять работы на гранулированном сырье.
Такое устройство подходит только для простых домашних работ, поскольку качество готового соединения будет гораздо ниже, по сравнению со сваркой полиэтилена экструдером промышленного изготовления.
Сварка нагревающими аппаратами
Одним из самых простых способов передачи тепла является прямой контакт свариваемых поверхностей пластиков с самим нагревательным прибором или (в случае воздушных аппаратов) нагретых струй воздуха. Из-за простоты техпроцесса и доступности аппаратов, и аксессуаров к ним, они широко распространена.
- Вначале проходит разогрев, в качестве первого этапа. При этом оплавленные края надежно соединяются между собой.
- Контакт нагретых пластиков и свариваемых деталей удерживается с определенным усилием на какое-то время.
Во время разогрева необходимо, чтобы контактируемые поверхности имели проплавление на определенную глубину. Это также нужно для того, чтобы избежать работы с любыми неровностями поверхностей.

Существует перечень технологических параметров сварки пластмасс:
- Температура нагревательного элемента (или среды)
- Длительность нагрева
- Усилие прижатия инструмента к детали
- Усилие сжатия свариваемых деталей
- Продолжительность давления после окончания сварки
Чрезвычайно важно максимально очистить контактирующие поверхности для нанесения качественного шва. Т.к. вкрапления иных материалов, грязи, пыли внутрь шва негативно скажутся на его надежности. Если поверхность покрыта маслянистыми выделениями, их удаляют соответствующими растворителями (безопасными для самого полимера). Если отчистить невозможно, или край объекта слишком неровен, его просто срезают для образования ровного, чистого среза.
Сварка пластика с использованием растворителей
Существует еще один тип сварки для полимеров, при использовании растворителей. Для этого специалисту потребуется выполнить определенный ряд действий: смачивание свариваемых краев в растворителе, ожидание пока материал разбухнет под химическим действием и станет мягким, использование давления для сцепления и отвердевания сварочного шва. Такой вид сварки используется совокупно с аморфными полимерами, которые хорошо подходят для этой задачи. Материалы имеющие кристаллическую структуру, как правило, также имеют высокую сопротивляемость растворителям.
Для смачивания двух поверхностей, как правило, используют обычную губку или другой, схожий материал. Количество растворителя не должно быть большим, чтобы не вызывать разрушающих материал подтеков. Сразу после смачивания и размягчения, обе поверхности должны быть немедленно присоединены друг к другу. Иногда также используют дополнительный нагрев для ускорения испарения растворителя. В целом, сварка пластиков методом растворителей проста и дешева, однако из-за ядовитых паров от самих растворителей, применяется редко, фактически, только в тех случаях, когда другие методы не работают.
Выбор модели
При подборе экструдера для пайки пластика следует обращать внимание на следующие характеристики:
- Производительность устройства;
- Диапазон регулировки рабочих параметров;
- Максимальная толщина соединяемых заготовок;
- Диаметр применяемых прутков.
- Наличие сменных насадок;
Неопытные пользователи не уделяют должного внимания последнему пункты, несмотря на его важность. От грамотного выбора насадки зависит расход присадочного материала.