Вопрос о том, как просверлить любую нержавейку в домашних условиях, обычно не возникает, если использовать для этих целей специальные сверла для нержавеющих сталей. Наряду с такими сверлами, которые позволяют быстро и качественно сформировать отверстие требуемого диаметра, необходимо использовать специальные охлаждающие составы, а также строго выдерживать технологические параметры.
На производстве для сверления нержавейки используют промышленные станки с подачей охлаждающей жидкости. В домашней мастерской приходится осваивать некоторые хитрые приемы
Технология и методика сверления нержавеющей стали
Первое и самое важное, что нужно запомнить: сверлить нержавейку нужно только с использованием охлаждающей смазки и специальными сверлами. Что касается толщины материала, подвергаемого обработке, здесь технология предусматривает следующее:
- Нержавейку, толщина которой находится в пределах 1–2 миллиметров, можно просверлить обычными сверлами по металлу. В этом случае угол заточки инструмента должен соответствовать 120 градусам, а обороты электродрели не должны превышать 100 в минуту.
- Миллиметровый и более тонкий слой нержавейки лучше просверлить оснасткой ступенчатого типа. Она обеспечивает ровный канал, где нет заусенцев и задиров на кромке.
- Получение отверстий в нержавеющей стали с толщиной более 6 мм лучше проводить специализированными резцами в два этапа. Вначале нужно просверлить металл тонкой оснасткой с диаметром в 2–3 мм, а затем довести до нужного диаметра финишным сверлом.
Если стружка нержавейки начинает приобретать темные оттенки и становится мелкой, это сигнализирует о том, что режущие кромки затупились и перегреваются. Работать в таком режиме нельзя.
Это интересно: Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
Приставка к болгарке для заточки сверл своими руками
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку.
Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется.
В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Особенности различных видов заточки сверл
Заточка сверл, как уже говорилось выше, необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Как правильно выбрать углы заточки
Углы заточки сверла, как уже говорилось выше, выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1. Углы заточки сверла по металлу для различных материалов
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Как заточить с помощью насадки на дрель
Каждый домашний мастер может пойти в магазин бытового электроинструмента, чтобы купить там насадку на дрель, при помощи которой можно без особого труда точить любые сверла, если их диаметр укладывается в промежуток от 4 до 10 мм.
Действовать в этом случае надо следующим порядком:
В домашних условиях восстановить работоспособность затупившегося сверла по металлу легче всего при помощи дрели со специальной насадкой. Ведь это устройство, в отличие от «болгарки» и точила, поможет начинающим мастерам избежать ошибок, из-за которых придется выкидывать испорченный инструмент.
Полезные советы при сверлении
Чтобы правильно просверлить нержавейку, нужно использовать несколько простых приемов:
- Наиболее удобно сверлить поверхность, которая имеет горизонтальное положение. Для этого деталь укладывают на верстак или стол и отмечают место будущего отверстия керном. Далее берут отрезок пластиковой или толстостенной резиновой трубки длиной 20 мм и диаметром, превышающим диаметр сверла, и устанавливают его на место сверловки. В трубку наливают специальную охлаждающую жидкость, которая имеет смазывающее свойство. Просверлить нержавейку нужно через эту ванночку.
- Если заготовка расположена горизонтально, то имеется выход из такой ситуации. Место, которое нужно просверлить, также намечают керном и прикрепляют в эту точку шарик из парафина. Через парафин проводят бурение. В результате нагрева поверхностей парафин будет таять и постепенно смазывать зону обработки.
- Лучше всего применять в работе дрель, у которой можно регулировать скорость вращения вала. Нержавейку на высоких оборотах просверлить будет очень сложно. Оптимальная скорость вращения инструмента должна быть в пределах 100–600 оборотов в минуту.
В случае, когда у домашней дрели нет регулятора скорости вращения, а номинальные обороты высоки, можно просверлить нержавеющий металл, включая электрическое оборудование импульсно на 1–2 секунды через такой же промежуток времени.
Маркировка сверла
Чтобы просверлить нержавейку, необходимо использовать специальную оснастку. Любые сверла, в том числе и по нержавеющей стали, имеют определенную маркировку. Она указывает на технические характеристики, материал и размер оснастки.
Существует одно исключение из правил, которое учитываются производителями оснастки. Маркировка не указывается на сверлах диаметром до 2 мм. Связано это с небольшим размером инструмента. Вся информация указывается на упаковке.
Основные обозначения:
- Буква «М» — указывает на наличие молибдена в составе изделия. Его процентное количество обозначается цифрой, идущей после этой буквы.
- Буква «Р» — оснастка изготовлена из быстрорежущей стали. Процентное содержание вольфрама обозначается цифрой.
- Буква «К» — указывает на наличие кобальта в составе сплава. Его количество обозначается цифрой.
Зарубежные производители делают маркировку HSS, которая содержит информацию о легирующих компонентах, их количестве:
- HSS-TiN — во время производства на поверхность оснастки наносится титановое покрытие. Благодаря этому увеличивается показатель прочности, износоустойчивости. Технические характеристики не изменяются при нагревании до 600 градусов по Цельсию.
- HSS-Е — в составе содержится кобальт.
- HSS-Е VAP — специальные буравчики, предназначенные для сверления нержавеющей стали разной толщины.
- HSS-R — буравчики с повышенным показателем прочности. Применяется для сверления бронзы, чугуна, латуни, мельхиора.
- HSS-4241 — оснастка, предназначенная для работы с алюминиевыми заготовками.
Заточка сверла под нержавейку
В наш век высоких технологий покупка самых сложных и дорогих инструментов уже не считается чем-то экстраординарным.
Во многих квартирах, не говоря уже о частных домах, наличие сверлильных электрифицированных машин считается само собой разумеющимся.
Поэтому многим пригодится информация о том, как правильно заточить сверло по металлу, чтобы продлить срок его службы и не тратить денег на новое.
Сверло по металлу, как это ни странно, является идеальным инструментом для тренировки и оттачивания навыков заточки. Результат приложенных усилий можно будет увидеть сразу, даже если он будет отрицательным. Для заточки такого сверла, как правило, используется специальное электрическое точило. Оно оснащено дисковыми кругами, биение которых необходимо выровнять перед началом работ.
Для этих целей можно использовать более прочный металл, например, тяжелый старый напильник. Если рабочая поверхность абразивного круга не будет идеально ровной, с работой по заточке не смогут справиться даже опытные специалисты. Особые сложности обычно возникают со сверлами малых размеров, чаще всего используемых в быту.
Также необходимо приготовить плошку с водой, так как затачиваемое сверло нуждается в периодическом охлаждении в результате выделяемого при работе тепла.
Как просверлить отверстие в нержавейке?
» Сварочные работы на даче.
Нержавейка используется во многих предметах обихода. Элементы мебели, столовые приборы, посуда – без этих предметов трудно представить комфортную жизнь. Что уж говорить о промышленности, где нержавеющая сталь используется повсеместно.
Что же это за металл? У большинства в голове всплывает пластина или железяка, которая не ржавеет в воде.
На самом деле, нержавейка объединяет целый класс сплавов с множеством полезных свойств, в том числе и устойчивость к коррозии. Получают его путем добавления металлов, устойчивых к агрессивной среде.
В зависимости от количества материала изготавливается сплав с различными характеристиками.
Сегодня в промышленности наибольшей популярностью пользуется так называемая «пищевая нержавейка». Она нашла свое применение на заводах по производству столовых приборов, воды, молока и других продуктов питания.
Обрабатывается металл довольно просто. В промышленных масштабах он легко гнется, выдавливается, нарезается различными формами. В домашних условиях для этого лучше использовать углошлифовальный прибор.
Как сверлить нержавейку?
Рассмотрим несколько важных правил, которыми следует руководствоваться при сверлении нержавеющей стали. Так же они справедливы и для других видов углеродистой стали:
Каким инструментом выполнять сверление?
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ.
Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой.
К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Выбор подходящего сверла
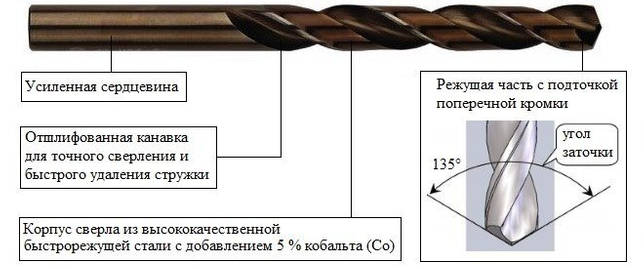
Желательно отдавать предпочтение кобальтовым сверлам, выполненным из быстрорежущих стальных сплавов марок HSS (М35), HSSCo5, Р6МК5 и др. Целевое назначение подобной оснастки – выполнять отверстия в труднообрабатываемых и нержавеющих заготовках.
Например, в составе сверла Р6М5К5 содержится 5 % кобальта, что значительно увеличивает красностойкость изделия.
Иными словами, накаливание сверла с критическим перегревом может произойти только в случае превышения установленных нормативов по времени рабочего сеанса, но не в обычном штатном режиме сверления.
При этом даже интенсивная эксплуатация элемента не снизит его износостойкости и твердости. Эти качества можно объяснить особой технологией производства по методу шлифования, который исключает внутреннее напряжение металла.
Рабочая часть сверла может выполняться по-разному, в зависимости от требуемой техники реза. К примеру, спиральные модели имеют стержень с винтовыми кромками и канавками, уводящими стружку. Это универсальный вариант для бытовых работ, характеризующийся надежностью и достойным качеством сверления.
В качестве альтернативы можно предложить и ступенчатое сверло, но оно скорее подходит для производств, где требуется за небольшие промежутки времени без смены оснастки выполнять несколько разноформатных отверстий.
Также следует обратить внимание на угол заточки сверла по нержавейке, который может составлять от 100° до 140°. Какой угол будет предпочтительнее? Для сталей лучше выбирать модели на 130-140°. Понижение этого показателя делает сверло подходящим уже для мягких материалов наподобие дюралюминия и латуни.
Выбор сверла по типу хвостовика
Поскольку оснастка будет испытывать повышенные механические нагрузки под вибрациями в процессе работы, важно продумать и тип соединения с патроном. Самой распространенной является цилиндрическая сцепка ключевого типа.
На нее, в частности рассчитываются сверла по металлу HSS от Inforce, располагающие прочностным запасом на растяжение до 900 Н/мм2.
Как отмечают специалисты, трансляция крутящего момента в этой конструкции не самая удачная, но зато не придется беспокоиться о рисках заклинивания.
Еще один вариант хвостовика – шестигранный. В этом случае фиксация обеспечивается трехкулачковым патроном с жестким позиционированием каждой грани. Крепление надежное, но механика обращения с такой оснасткой достаточно затруднительна. Если нужно выполнять серийные сверления, то манипуляции с заменой насадки доставят немало хлопот.
Подготовка смазочно-охлаждающих материалов
Высокопроизводительная механическая обработка металлических сплавов сопровождается повышенными нагрузками с температурой, доведенной до критических величин. Чтобы минимизировать подобные эффекты, применяются смазочные и охлаждающие жидкости для сверления под нагрузкой. В этой части надо предусмотреть два момента – саму механику подачи состава и его рецептуру.
Что касается первого, то в разовых мероприятиях можно смачивать рабочую область вручную по мере накала.
Автоматические системы обычно реализуются в виде насосной подводки – например, из автомобильной помпы. Оптимальный же состав смеси будет включать комбинацию машинного масла и серы.
В качестве дополнительного модификатора можно использовать и технические присадки, повышающие вязкость масла.
Процесс сверления
Инструмент сразу настраивается на низкие или средние обороты, так как нержавейка плохо переносит высокие скорости – так можно повредить кромки или сверло.
Заготовка устанавливается на прочно зафиксированную базу. Желательно использовать металлический верстак с тисками.
Непосредственно механический контакт выполняется только в момент достижения оптимальной скорости дрели. Затем приступают к резу.
Кобальтовое сверло по нержавейке направляется строго перпендикулярно под легким нажимом. Никаких отклонений или рывков допускать нельзя.
Более того, даже остановки не желательны, так как сбой темпа движения в принципе негативно отразится на структуре отверстия. Завершается процесс с поддержкой начальных оборотов.
Снижение скорости и отключение аппарата производится только после изъятия сверла из отверстия.
Особенности работы с закаленной нержавейкой
Часто встречаются ситуации, когда каленый металл не поддается даже сверлам на основе кобальта формата HSS. Обычно это касается листов толщиной более 6-7 мм. Как просверлить нержавейку в данной ситуации?
Выходом станет или применение алмазных коронок для резки стекла, или же использование насадки с мелкозернистым сплавом и напайками. Второй вариант предлагается в линейке Bosch.
Немецкие разработчики выпускают уникальную линейку Multi Construction с отличительной чертой в виде синего пояса на спиралях.
Подобный тип сверла благодаря центрирующему острию и AWB-пайке может справляться даже с закаленной нержавеющей сталью.
Особенности работы с перилами из нержавейки
Сложности работы с подобной конструкцией обуславливаются круглой формой поручней, а иногда и присутствием специальных хромированных покрытий, затрудняющих ту же центровку. Задача мастера будет заключаться в надежной фиксации трубы посредством тисков, а также в особой тактике сверления.
Как работать с перилами из нержавейки? В первую очередь обозначается точка реза. Это делается кернением и молотком. Легким ударом намечается ямка, от которой будет обрабатываться материал. Затем берется любое мелкоформатное сверло.
На этом этапе важно лишь слегка углубить точку на малых оборотах. Причем конец сверла обязательно смазывается машинным маслом. Затем уже полноформатной кобальтовой насадкой в два прохода формируется отверстие нужной величины.
Какое сверло лучше использовать
Перечень сверл для нержавеющей стали, которые однозначно подойдут, чтобы просверлить металл:
- Любой инструмент, в сплаве которого присутствует кобальт. Чем выше процент этого компонента, тем лучше. Кобальтовые изделия отличаются от обычных желтоватым оттенком. Не стоит путать кобальтовый сплав с нанесением этого металла лишь на внешнюю часть сверла методом гальваники. В последнем случае просверлить нержавейку не удастся.
- Дорогостоящий специализированный инструмент. Такие победитовые сверла могут просверлить нержавейку, а не только бетон. Они имеют определенный угол заточки победита.
- Для тонкой нержавейки можно применить сверло в форме пера для керамической плитки. Это не лучший вариант, но поможет одноразово просверлить заготовку.
Применение кобальтового сверла
Из старых советских сверл по нержавейке наиболее подходящим будет инструмент с маркой Р6М5К5. Этот тип оснастки содержит в составе сплава до 5 % кобальта. За счет этого элемента инструмент приобретает высокую прочность, а температура нагрева может достигать 135 градусов по Цельсию, что не влечет за собой разрушения материала. Изделия такого качества можно найти только на рынках, где продают старое советское оборудование, и то не всегда. Альтернативой кобальтовому сверлу отечественного производства выступает зарубежный аналог под маркой HSS-Co.
Чтобы просверлить нержавейку кобальтовым сверлом, также следует применять смазочные материалы и не использовать высокие обороты электроинструмента.

Смазочные материалы
Сверление отверстий в изделиях из нержавеющей стали, выполняемое обычным сверлом, может закончиться неудачей. Объясняется это тем, что стали, относящиеся к категории нержавеющих, отличаются повышенной вязкостью, поэтому их сверление, особенно выполняемое в домашних условиях, сопровождается значительным нагревом режущего инструмента и, как следствие, его выходом из строя.
Чтобы качественно и быстро сверлить нержавейку, учитывая все вышесказанное, необходимо использовать охлаждающий материал, который, кроме того, должен отличаться хорошими смазывающими свойствами.

При необходимости часто сверления нержавейки есть смысл оборудовать станок самодельной системой подачи жидкой смазки (в качестве насоса подойдет автомобильная помпа)
Наиболее распространенным составом, применяемым в качестве охлаждающей и смазывающей жидкости при сверлении отверстий в нержавеющей стали, является раствор, состоящий из машинного масла и серы. Для приготовления такого раствора может быть использована как коллоидная сера, так и сера для окуривания, которую часто называют «серный цвет».
В том случае, если сера, имеющаяся в вашем распоряжении, представляет собой мелкий порошок, ее можно сразу смешивать с машинным маслом без специальной подготовки. Если же вы приобрели кусковую серу, ее надо предварительно перетереть.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Можно сделать сверление стальных нержавеющих изделий более эффективным, если использовать для выполнения такой операции смазывающе-охлаждающую смесь, состоящую из серы и жирных кислот, которые можно получить самостоятельно в домашних условиях. Для этого необходимо сделать следующее:
- измельчить кусок хозяйственного мыла (можно использовать самое дешевое);
- смешать измельченное мыло с горячей водой и тщательно размешать полученную смесь;
- в полученный раствор добавить техническую соляную кислоту;
- дождаться, пока на поверхность полученного раствора начнут подниматься жирные кислоты;
- после этого добавить большое количество холодной воды;
- с поверхности раствора снять затвердевший ствол жирных кислот, которые в дальнейшем и используются для приготовления смазывающе-охлаждающего раствора.
Полученные при приготовлении жидкости для сверления жирные кислоты смешиваются с серой в соотношении 6:1. Используя раствор, сделанный по такому рецепту, можно легко просверлить изделие из нержавейки, отличающееся даже значительной толщиной. Естественно, что при выполнении такой процедуры следует придерживаться определенных технологических рекомендаций.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Подготовительные работы
Подготовительные работы заключаются в устранении некоторых негативных факторов, сопряженных со сверлением нержавейки. Рассмотрим, какие свойства вносят трудности в этот процесс:
- Химический состав нержавеющих марок стали способствует повышению пластичности металла. Стружка при сверлении таких сталей налипает на сверло, от этого режущие кромки исключаются из процесса, а на стенках внутри неоконченного отверстия образуется наклеп. Такой поверхностный наклеп затрудняет дальнейшую обработку и меняет физические свойства в этом месте.
- Отвод тепла от нагретого вращением и резанием сверла происходит по поверхности металла. Не проводя предупредительных мероприятий можно получить окрашенный в цвета побежалости участок вокруг сверления. Кроме испорченной декоративной поверхности, это уменьшает коррозионную сопротивляемость и требует дополнительных технологических операций для восстановления заданных параметров.
Чтобы избежать описанных выше недостатков, перед сверлением необходимо решить как будет остужаться поверхность и что сделать для исключения налипания стружки. Среди действенных методов подойдет вода. Если объем просверливаемого металла больше чем одно отверстие диаметром 10мм в листе толщиной 2мм, то следует подумать об охлаждении маслом или специальной эмульсией.
Внимание. Охлаждение водой при сверлении нержавейки производится во время самого процесса. Охлаждение путем опускания горячего сверла в баночку, стоящую рядом, приводит к закалке и отпуску металла и потере основных свойств. Охлаждающая жидкость подается в точку контакта при сверлении. Для снижения расхода можно поставить резиновое кольцо на поверхность, окружив место контакта.

Полезные приемы при сверлении
Есть несколько несложных приемов, позволяющих качественно и быстро просверлить отверстие в нержавеющей стали. Перечислим наиболее распространенные из них.
- Сверление горизонтальных поверхностей из нержавейки лучше выполнять, предварительно пропуская сверло через смазывающую и охлаждающую жидкость, налитую в резиновую шайбу или пластиковую пробку, установленную непосредственно над местом расположения будущего отверстия.
- Если необходимо просверлить отверстие в стальной нержавеющей поверхности, расположенной вертикально, то в месте сверления можно закрепить шарик, изготовленный из парафина, который и обеспечит смазку режущего инструмента.
- Вне зависимости от того, будете вы сверлить нержавейку при помощи бытовой электрической дрели или промышленного оборудования, осуществлять такую технологическую операцию лучше на небольших оборотах режущего инструмента (100–600 об/мин). Использование даже очень качественной жидкости для смазки и охлаждения не сможет обеспечить качественный результат сверления нержавеющей стали, осуществляемого на больших оборотах.

Показателем правильного подбора скорости сверления нержавейки служит длинная стружка
Для того чтобы получить более подробное представление о том, как правильно просверлить детали из нержавейки, можно изучить данный процесс по видео.
Проблем со сверлением на невысоких оборотах не возникает, если для этого используется станок или дрель, на которых предусмотрена опция регулировки данного параметра. Если же такой опции нет, то нержавейку просверлить можно следующим образом.
- Электрический сверлильный инструмент запускается буквально на 1–2 секунды.
- После кратковременного пуска дрель сразу выключается.
Такой нехитрый технологический прием позволяет обеспечить невысокие обороты вращения режущего инструмента, что, собственно, и требуется для качественного сверления нержавейки.
» data-lazy-type=»iframe» src=»data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7″>
Это интересно: Зенкер и зенкерование – что это такое
Заточка сверла под нержавейку — Справочник металлиста
В наш век высоких технологий покупка самых сложных и дорогих инструментов уже не считается чем-то экстраординарным.
Во многих квартирах, не говоря уже о частных домах, наличие сверлильных электрифицированных машин считается само собой разумеющимся.
Поэтому многим пригодится информация о том, как правильно заточить сверло по металлу, чтобы продлить срок его службы и не тратить денег на новое.
Сверло по металлу, как это ни странно, является идеальным инструментом для тренировки и оттачивания навыков заточки. Результат приложенных усилий можно будет увидеть сразу, даже если он будет отрицательным. Для заточки такого сверла, как правило, используется специальное электрическое точило. Оно оснащено дисковыми кругами, биение которых необходимо выровнять перед началом работ.
Для этих целей можно использовать более прочный металл, например, тяжелый старый напильник. Если рабочая поверхность абразивного круга не будет идеально ровной, с работой по заточке не смогут справиться даже опытные специалисты. Особые сложности обычно возникают со сверлами малых размеров, чаще всего используемых в быту.
Также необходимо приготовить плошку с водой, так как затачиваемое сверло нуждается в периодическом охлаждении в результате выделяемого при работе тепла.
Признаки затупления и выбор угла
Есть несколько признаков, по которым можно понять, что сверло по металлу требует заточки:
- Во время сверления, при трении о заготовку слышен резкий скрип;
- Стружка выходит мелкой крошкой, а не спиралью;
- В процессе работы происходит сильный нагрев.
Любой из перечисленных выше признаков говорит о необходимо наточить сверло, причем не стоит дожидаться полного стачивания острых кромок. Когда Вы работаете с тупым кончиком, он раскаляется настолько, что закаленный металл быстро деградирует и разрушается.
Если говорить об услугах, то самый главный — при вершине, именно он определяет возможность обрабатывать разные металлы (развертка кромок наконечника). Величина угла изменяется для разных материалов:
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.
Чтобы определиться с углом, необходимо узнать, сколько углов у сверла и как они расположены. Инструмент состоит из нескольких компонентов, выполняющих определенную работу. Но не все кромки затачиваются вручную, к тому же контролировать процесс заточки можно по универсальному шаблону.
Хвостовик и шейка сверла обычно не нуждаются в обслуживании, а из всей рабочей части нам нужно заточить только режущую часть (это ленточка для формирования и отвода стружки).
Самостоятельно обработать ее даже в специальных промышленных условиях очень сложно. Режущая кромка состоит из двух поверхностей (задней и передней), которые соединяются друг с другом под острым углом.
Эта кромка и соскабливает стружку с заготовки, плавно углубляясь в поверхность и создавая отверстие.
Инструменты для заточки сверла по металлу
Чтобы правильно заточить сверло по металлу, нужно обладать рядом инструментов.
Далее представлен список и ссылки на Алиэкспресс:
Если у Вас чего то не хватает, можете смело заказывать, цены недорогие.
Виды заточки и инструкция
Перед тем. как приступать к заточке сверла по металлу, необходимо ознакомиться с видами данного процесса:
- Одноплоскостной;
- Двухплоскостной;
- Конический;
- Цилиндрический;
- Винтовой.
Выбрав тип будущей работы, можно приступать непосредственно к заточке.
Из инструкции далее вы узнаете, как правильно заточить сверло по металлу самостоятельно:
- Для начала, чтобы максимально подготовиться к осуществлению действий по заточке сверла, Вам потребуется найти пару жестяных листов, из которых монтируется шаблон в 120 градусов.
- Готовый шаблон лучше всего предварительно приложить к режущим кромкам, чтобы убедиться в том, что установлен соответствующий требованиям правильной заточки угол и одинаковая длина кромок. Если поставленные условия не будут выполнены, при сверлении отверстие будет смещаться, что совершенно недопустимо.
- Следующим шагом станет прикладывание к абразиву внутренней части шаблона для нанесения на подручнике линии, которая станет ориентиром для определения положения сверла. Упор прикрепляется вдоль нарисованной линии. Также для обеспечения максимально правильного направления угла специалисты рекомендуют пропилить канавку на пластине подручника. Все эти действия обеспечат получение необходимого угла.
Отдельным пунктом хочется сказать про заточку заднего угла сверла.
Заточка заднего угла сверла
Тем, кто впервые сталкивается с подобной работой, сложнее всего заточить задний угол сверла. Для этого берется шайба меньшего размера, в которую вставляется сверло. В этом случае режущие кромки касаются отверстий шайбы, а просвет между ними указывает на положение и размер требуемого угла.
При заточке сверло по металлу необходимо провернуть по нарисованной или просверленной оси, приподнимая при выходе. Главное, чтобы задний угол не получился очень острым, так как впоследствии это скажется на качестве сверления. Сверла диаметром менее трех миллиметров затачивают без прокрутки. Такую заточку называют конической или винтовой.
Если задний угол срезается по прямой, получается одноплоскостная заточка.
Качественная и правильная заточка сверла по металлу также предполагает получение перемычки, которая находится на его конце. Если радиус будет равен нулю, то находящийся в центре металл будет не резаться, а сминаться.
Поэтому перемычка для сверла малого диаметра не должна превышать одного миллиметра. Вообще величина перемычки обычно регулируется с помощью выравнивания длины режущих кромок.
Этим же способом контролируется и само образование перемычки.
Любой опыт приходит только с практикой. Поэтому необходимо учиться и пробовать даже в том случае, если первый блин окажется комом, то есть длина первого экземпляра сточится наполовину. Очень быстро вы научитесь тому, как правильно заточить сверло по металлу и без проблем будете делать это в будущем.
Благодарю за репост, друзья:
- Осушение участка своими руками — 1 Окт 2016
- Какой шуруповерт выбрать для ледобура — 16 Сен 2016
- Инверторный компрессор в холодильнике: плюсы и минусы — 26 Авг 2016
- Потолочная плитка: как клеить, разные способы — 10 мая 2016
- Какой дом лучше построить для постоянного проживания — 17 Апр 2016
Как просверлить нержавейку? Сверла по нержавейке. Тонкости сверления нержавеющей стали
Нержавеющая сталь активно используется в строительной отрасли, позволяя сооружать долговечные и прочные конструкции без риска коррозийного повреждения.
Однако прочностные качества и в целом физические характеристики таких сплавов создают немало проблем на этапе монтажных мероприятий, когда требуется выполнение точечной слесарной обработки.
Например, создание отверстий – одна из самых популярных операций такого рода, позволяющая подготовить технологические зоны для будущего крепежа.
Соответственно, возникает вопрос о том, как просверлить нержавейку? Задача непростая и требующая использования специального инструмента. Также техника непосредственного выполнения работы требует от исполнителя знания определенных нюансов процесса.
Для начала определяется тип инструмента, которым можно будет качественно и безопасно выполнить подобную операцию. Если речь не идет о производстве, где вполне оправдано было бы применение сверлильного станка, то выбор встанет между дрелью и перфоратором. Конечно, глаз неопытного пользователя сразу падет на перфоратор, как на более мощный агрегат. Но не все так очевидно.
Действительно, средний перфоратор будет куда производительнее электродрели, но он же располагает более массивным корпусом, обладает внушительной массой и в принципе ориентируется на работу с кирпичом и бетоном.
Как просверлить нержавейку перфоратором? Работать придется в изначально некомфортных условиях, поскольку массивная конструкция не даст простора для маневренности, а это залог успешной обработки твердотельных сплавов. Акцент придется делать на физической стабилизации инструмента, в которой не обойтись без дополнительной боковой рукоятки.
Что касается дрели, то, разумеется, упор следует делать на профессиональные модели с достаточным запасом мощности – не менее 1500 Вт в случае с сетевыми аппаратами, и от 18 В, если нужен аккумуляторный инструмент для удаленных работ.
Но в обоих случаях конструкция дрели оптимально подойдет для работ с нержавейкой.
К слову, в дополнение будет не лишним предусмотреть полезный набор функций – электронную регулировку оборотов, кнопку застопоривания выключателя и реверсный ход.
Отличительные признаки
Рассмотрим основные особенности, которые отличают сверла по металлу кобальтовые от других подобных инструментов.
- Материалом изготовления таких сверл является только быстрорежущая сталь.
- В качестве основного легирующего элемента, улучшающего характеристики материала изготовления, используется кобальт. Сверла из быстрорежущей стали, легированной кобальтом, способны успешно переносить значительные механические и тепловые нагрузки, что дает возможность успешно применять их для сверления труднообрабатываемых материалов даже без использования принудительного охлаждения.
- Стандартный угол заточки кобальтового сверла, сформированный режущими кромками, составляет 135°.
Отличительные признаки кобальтовых сверл
Как просверлить нержавейку в домашних условиях?
Сверление нержавеющей стали имеет определенные сложности, из-за чего новичок может испортить заготовку с оснасткой. Существует несколько рекомендаций, которые помогут при проведении работ в домашних условиях:
- Потренироваться в сверлении на ненужных кусках нержавейки.
- Для сверления изделий толщиною до 2 мм можно применять сверло по металлу, режущая часть у которого заточена под углом 120 градусов. Важно устанавливать низкие обороты, чтобы не произошло перегрева.
- Для сверления заготовок толщиною более 6 мм необходимо применять технологию с двумя диаметрами оснастки. Сначала изготавливается отверстие маленького диаметра, а затем оно рассверливается до необходимого размера. Важно не забывать про применение охлаждающей смеси.
Перед началом проведения работ, необходимо установить электроинструмент строго перпендикулярно обрабатываемой детали. Если учитывать эти рекомендации, можно без труда просверлить отверстие в нержавейке.

Сверление нержавейки в домашних условиях
Как сверлить
Во-первых, нужно запомнить, что нержавеющая сталь не любит больших оборотов. Это твердый прочный материал и его лучше сверлить на низких или средних оборотах дрели.
На больших оборотах сверло в лучшем случае быстро затупится.
Если же при нагревании до красного цвета не прекратить сверление, сверло очень быстро нагреется целиком и просто начнёт гнуться – после этого его можно смело выбрасывать, даже заточка срок его службы уже не продлит.
Во-вторых, при сверлении следует использовать смазку для уменьшения трения, подойдут любые моторные масла, неминеральные масла и даже вода, за неимением ничего другого.
Все средства хороши, как говорится, в случае с таким прочным материалом, как нержавеющая сталь.
Когда сверление итак происходит с усилием, сопровождается нагреванием заготовки и может быстро израсходовать рабочий ресурс сверла – всё, что способно уменьшить трение и упростить прохождение металла сверлом, будет кстати.
Ну и не стоит забывать про такие очевидные моменты, как надёжное закрепление заготовки на рабочее поверхности и накернивание места предполагаемого отверстия.
Разобрались, как, теперь посмотрим, чем можно просверлить отверстие в нержавейке
Самый простой способ – это взять сверла, специально предназначенные для этой цели. Такие сверла содержат кобальт и обозначаются HSS-Co, их несложно найти в любом магазине, хоть они стоят и дороже обычных.
Обычно сначала берется сверло маленького диаметра, им делается первое отверстие, затем диаметр сверла постепенно увеличивается до достижения нужного диаметра отверстия. Кобальтовыми сверлами нержавеющая сталь сверлится проще всего, они прочнее из-за своего состава и тупятся медленнее обычных, ими можно даже сверлить на высоких оборотах.
Это сократит ресурс сверла, но в бытовых условиях, если нужно просверлить буквально несколько отверстий, вы этого, скорее всего, даже не заметите.
А что делать, если кобальтового сверла под рукой не оказалось? Можно просверлить нержавейку и обычным шлифованным сверлом по металлу HSS-G. (Подробнее про сверла по металлу и их обозначения можно почитать в нашей статье Виды оснастки: всё про сверло по металлу).
В этом случае процесс сверления должен состоять из спокойного последовательного включения и выключения дрели: включение происходит буквально на 1,5-2 секунды, до того момента, как сверло выйдет на полные обороты – и сразу выключение до момента остановки сверла.
Уверяем вас, этого достаточно, чтобы нержавейка нагрелась так сильно, чтобы любая отлетевшая стружка могла оставить на коже ожог – поэтому обязательно работайте в перчатках! В этом случае нужно набраться терпения, сверление займёт больше времени – но главное результат.
Самым обычным недорогим сверлом вы сможете просверлить нержавеющую сталь – материал большой прочности, на котором ломались и не такие сверла!
Еще нержавейку иногда сверлят сверлами по стеклу и керамике. Наконечник этого сверла твердый, но хрупкий, поэтому такие сверла нельзя перегревать – под воздействием температуры наконечник быстро сломается. Принцип сверления схож с предыдущим способом – оно должно состоять из коротких с промежутками «подходов» сверла к нержавейке, при этом как можно чаще капайте на место сверления масло.
Для сверления деталей из толстой нержавейки есть ещё одна небольшая хитрость. Деталь предварительно нужно немного нагреть газовой горелкой – немного, это не до красного или синего цвета, а просто недолго прогреть на огне, после чего приступить к сверлению, не дожидаясь, пока металл остынет.
Если всё-таки обозначить в цифрах, то нагревать стоит не больше, чем на 150-200 градусов. В процессе сверления, если металл остыл или сверло пошло очень туго, заготовку можно еще раз подогреть.
После такой предварительной подготовки толстую деталь из нержавеющей стали можно просверлить практически любым сверлом, даже не очень дорогим.
25 ноября 2018
Как самому заменить щиток у защитной маски?
Любой мастер знает, что самое слабое место у защитной маски — это щиток. А хотите настоящую броню толщиной 4 или даже 5 мм? Сделаем её сами!
Щиток у защитной маски быстро покрывается царапинами, даже просто от протираний. А толщина самого оргстекла, с которым продаются недорогие защитные маски, оставляет желать большего.
Предлагаем посмотреть простейший способ изготовления сменного щитка для маски из обычного листа оргстекла нужной толщины.
Такой щиток не то что стружку, он и прямое попадание молотком может вынести! Этим же способом оргстекло большой площади можно согнуть и для любых других целей. А после просмотра видео под ним можно почитать пару советов и замечаний к процессу.
Первое, что хочется заметить: при наличии фена нагревать стекло лучше им. Горелкой есть риск перегреть стекло, и тогда оно станет мутным. С другой стороны… У мастера же на видео получилось — нужно просто сделать всё аккуратно и не торопясь, равномерно прогреть оргстекло до пластичного состояния.
Для более тонкого оргстекла можно применить самый простой способ из известных — просто нагреть его в горячей воде. Но зачем нам тонкий поликарбонат, если можно сделать что-то по-настоящему надежное.
А мы не устаём напоминать, что любые работы с электроинструментом нужно обязательно проводить в защите — как минимум, в перчатках и защитных очках!
Другие интересные статьи и видео на канале Станция инструмента:
Холода нам не страшны — всё про тепловые пушкиПочему котёл может сломаться в морозы и как этого избежатьШуруповёрт будущего или просто забавное изобретение — решать вамЛуна и нивелир
Ссылка на статью на нашем сайте: Как сверлить нержавеющую сталь
При использовании материала или его части ссылка на сайт Станции инструмента www.toolpoint.ru обязательна.
Основные характеристики
К наиболее значимым характеристикам кобальтовых сверл по нержавеющей стали и другим сложным в обработке материалам, надо отнести следующие.
- Даже при сверлении идеально гладких поверхностей кобальтовые инструменты не уводит в сторону на начальном этапе обработки, поэтому в месте расположения центра создаваемого отверстия можно не делать углубления при помощи керна или зенковки.
- Отверстия, создаваемые при помощи кобальтовых сверл, отличаются не только исключительной точностью геометрических параметров, но и высоким качеством исполнения: на внутренней поверхности таких отверстий отсутствуют заусенцы и другие дефекты. Кроме того, использование этого инструмента для сверления нержавейки позволяет избежать такой серьезной проблемы, как закусывание материала в зоне обработки.
- Сверла из быстрорежущей стали, легированной кобальтом, отличаются повышенной износостойкостью.
- Если сравнивать такие сверла с другими, то скорость выполнения обработки при их использовании больше почти в два раза.
- Благодаря механическим характеристикам материала изготовления и конструктивным особенностям таких сверл их успешно применяют для точного сверления труб и сварных швов.
- Выполняя сверление нержавеющей стали или любого другого материала с помощью кобальтовых сверл, мастер прилагает меньше физических усилий, чем при применении инструментов иного типа.

Кобальтовые сверла выпускают большинство производителей остнастки и расходных материалов
Режимы сверления
Правильный выбор режима сверления является залогом получения качественно выполненного отверстия. Основными составляющими скорость, подача и крутящий момент.
Скорость резания — условная величина, определяющая, как быстро вращается точка, расположенная на поверхности инструмента относительно его центра. Это означает, что для разных диаметров сверл нужно выбрать различные обороты, чтобы добиться одной и той же скорости резания.
Пример. Для стали 08Х13Н толщиной 10-15 миллиметров в справочнике указана скорость резания 20м/мин. При необходимости просверлить отверстие диаметром 1 мм скорость вращения шпинделя сверлильного станка должна составлять 6366 оборотов в минуту. Если отверстие сверлится диаметром 10 мм то обороты не должны превышать 637 оборотов за 60 секунд.
Подача сверла в металл означает величину перемещения в глубину просверливаемого отверстия за определенное количество оборотов. То есть это скорость погружения. Измеряется в миллиметрах за 1 оборот. Важно выдерживать рекомендуемые величины для получения качественного результата и уменьшения воздействия стружки на режущие кромки.

Крутящий момент, передающейся сверлу в процессе сверления, является важным фактором для сверла и материала, определяет выбор стали для сверла и состав охлаждающих жидкостей. Обычными словами, это нагрузка на сверло, возникающая вследствие сопротивления материала деформациям, создаваемым кромками сверла.
Выбор каждого из параметров обусловлен маркой нержавеющей стали, толщиной листа или детали, выбора оборудования, подбором способа охлаждения, материала сверла, шероховатости поверхности и прочих факторов. По основным маркам существует множество справочной литературы и режимных карт. Правильный подбор и высокая квалификация технолога, составляющего режимные карты, позволит избежать дополнительных обработочных операций и доводки, снижая себестоимость производства.
Правила выбора
Если кобальтовый инструмент приобретается для того, чтобы просверлить с его помощью всего несколько отверстий, то можно остановить свой выбор на более экономичных вариантах. Для частого и интенсивного использования целесообразно выбирать более дорогую продукцию от проверенных производителей, способную прослужить длительное время, не утрачивая при этом своих первоначальных характеристик.
К самым качественным и надежным кобальтовым сверлам относятся инструменты, которые производились предприятиями бывшего Советского Союза. Приобрести такие сверла, которые можно узнать по маркировке Р6М5К5, с каждым годом становится все труднее. Специалисты, часто сталкивающиеся с необходимостью сверления нержавейки, прекрасно осведомлены о качественных характеристиках такого инструмента и никогда не упустят возможности купить его.

Сверло из сплава Р6М5К5 – качество, проверенное временем
Если говорить о кобальтовых сверлах от современных производителей, то наиболее качественными и надежными из них считаются инструменты, выпускаемые под торговыми марками Bosch и Ruco. Выбирая такие инструменты, необходимо в первую очередь обращать внимание на их маркировку, по которой можно определить, какое количество кобальта содержится в химическом составе материала изготовления. Так, маркировка Р6М5К5 или HSSCo5 (по зарубежной классификации DIN 338R), нанесенная на хвостовик, указывает на то, что в материале изготовления сверла содержится 5% кобальта. Следует иметь в виду, что в материале изготовления инструментов, относящихся к кобальтовой категории, данного элемента должно содержаться не менее 4%.