MesterulManole
21600 0 3
MesterulManole 25 июля, 2016Специализация: многолетний опыт отделочных работ жилых и офисных помещений, дач, загородных коттеджей и т.п. Хобби — велосипед во всех проявлениях

Предварительный нагрев деформируемого участка
Здравствуйте уважаемые читатели. Сегодня расскажу о том, как согнуть трубу без трубогиба и с трубогибом, и о том, как согнуть полипропиленовую трубу. Тема представляет немалый интерес так как без гнутых труб затруднительно построить теплицу, беседку или навес над крыльцом.
Выбор способа сгиба
Как согнуть трубу своими руками? Вопрос не из простых. Сгибая данное изделие самостоятельно, прежде всего, важно учесть то, что во время данного процесса в профилированном металле возникают радиальные и тангенциальные силы, воздействие которых может привести к разрыву сечения и возникновению на ней складок.

Чтобы этого не произошло, при формировании сгиба необходимо принять во внимание все параметры данного процесса.
Технологию, которая может быть применена в каждом конкретном случае, выбирают ориентируясь на:
- Материал трубы;
- Ее размер;
- Требующиеся угол и радиус изгиба.

Произведя предварительную оценку данных параметров, следует сделать выбор одного из ниже предложенных вариантов. Разобраться в правильной реализации каждого из них помогут размещённые ниже фото, поэтапно демонстрирующие, как производить сгиб трубы.

Сгибание квадратной тонкостенной трубы
Очень часто приходится гнуть тонкостенные трубы квадратного сечения, например, при создании конструкций, которые требуют плавного поворота. Очевидно, что согнуть прочную трубу квадратного сечения вручную не получится. Поэтому используется трубогиб. Хотя, можно воспользоваться и другим способом.
Нужно засыпать песком профильную тонкостенную трубу. Концы закрыть заглушками и закрепить трубу на концах в тисках, например. Далее с помощью легких постукиваний резиновым молотком изгибаем трубу до достижения нужного радиуса. Песок внутри изделия не даст стенкам труб деформироваться в ненужном русле. А для того чтобы согнуть трубу еще больше, необходимо сделать то же самое, только в качестве дополнения использовать паяльную лампу для нагревания. Нагретый металл гнется лучше.
Нагрев
При воздействии на них высоких температур многие металлы и их сплавы становятся более пластичными и менее деформируемыми. Это правило применимо к алюминиевым, дюралюминиевым, стальным, медным, латунным изделиям и заготовкам из алюминиево-железистой бронзы.
- При нагреве труб из оловянистой бронзы, серого чугуна или сплавов цинка можно получить прямо противоположный эффект – раскаляясь они становятся более хрупкими.
- Из этого следует, что далеко не любую трубу допустимо нагреть для изгиба.
- Возможен нагрев оцинкованных труб, поскольку их покрытие в этом случае не повреждается.
- Нагревая изделие нельзя слишком увлекаться, поскольку под воздействием слишком высоких температур в материал начинает проникать кислород, что влечет за собой его окисление — необратимый процесс, разрушающий трубу. В качестве примера можно рассмотреть выполнение изгиба алюминиевой заготовки.
- Нагреваем изгибаемую поверхность и подносим к ней лист бумаги. Если она загорится, изделие можно сгибать.
В качестве показателя степени нагрева конструкций, выполненных из стали может быть использовано их покраснение до состояния окалины.
Сгибаем тонкостенную металлическую трубу
Сгибать металлические тонкостенные трубы можно любым способом – даже вручную с риском сломать изделие. Однако мы будет рассматривать только правильные работы без риска потери заготовки. А потому можно рассмотреть, как сгибается не только стальная труба, но и изделие из металлопластика, алюминия или полипропилена, так как они тоже попадают в список тонкостенных труб.
Уже давно применяется для сгибания труб так называемый трубогиб. Это устройство, которое имеет специфическую конструкцию. Выделяют несколько видов трубогибов. И сейчас мы о них подробно поговорим.
- Ручной трубогиб. Это устройство, которое позволяет сгибать тонкостенные трубы небольшого сечения. В основном это изделия труб из цветных металлов. Для алюминия это самый лучший инструмент. Нужно просто вставить трубу в инструмент и с помощью специального рычага проводить постепенное сгибание трубы. Как только будет достигнут нужный радиус изгиба, полученное изделие изымается с трубогиба.
- Гидравлический трубогиб. Это приспособление предназначено для сгибания все тех же тонкостенных труб, однако большего диаметра. Кроме того, гидравлическим трубогибом можно гнуть трубы с толстыми стенками. Здесь не приходится работать вручную, так как усилия компенсируются гидравлической машиной.
- Электромеханический трубогиб применяется для изгиба труб любого диаметра и толщины стенки. Устройство отличается точностью выполнения работ и отсутствием прикладываемых усилий со стороны оператора станка.
Стоит отметить, что кроме указанных устройств, существуют самодельные трубогибы, которые позволяют также достичь отличного успеха в работе. Например, плоскопараллельная пластинка. Это изогнутая заготовка, которая имеет паз. Труба вставляется в зажим, после чего ее сгибают вдоль пластины. Это довольно примитивный трубогиб, однако эффективный. Его недостатком может считаться постоянная кривизна заготовки. Потому лучше всего иметь несколько заготовок для разных радиусов сгибаемых труб. К тому же на таком трубогибе можно гнуть тонкостенную трубу только с достаточной длиной.
С помощью металлической пружины сгибаются тонкостенные трубы из цветных металлов. Так как тонкий металл при изгибе может лопнуть, используется пружина. Ее помещают в трубу до нужно места изгиба. После этого можно приступать к работе. Пружина принимает на себя все усилия и не дает возможности трубе сломаться на изгибе.
Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.

Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.

Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.
Сгибаем тонкостенные трубы с помощью песка
Трубы, которые имеют тонкие стенки и изготовлены из мягких и пластичных металлов, отлично гнуться с помощью песка. Для этого необходимо засыпать трубу песком и с двух сторон закрыть ее заглушками. После чего необходимо в месте изгиба нагреть трубу, например, паяльной лампой. Как только это будет выполнено, можно гнуть трубу. По окончанию работ песок высыпаем из трубы. В данном случае сыпучая смесь играет роль демпфера, который принимает на себя все усилия. Однако так нельзя сгибать оцинкованные трубы. Дело в том, что при нагревании оцинкованная поверхность будет нарушена.
Использование шаблонов
Данный способ подойдет для выполнения сложных изгибов труб. Самым простым шаблоном может выступать кусок проволоки, предварительно выгнутой в соответствии тем, как будет изогнуто изделие.

Если имеется возможность разместить сгибаемый отрезок трубы на плоскости, своеобразным шаблоном могут выступить закрученные в кусок фанеры саморезы. Сгибание производят постепенно, сверяя время от времени получающийся результат с шаблоном.
Методы предотвращения овализации
Поэтому основные способы холодной гибки предусматривают приемы, сохраняющие исходную форму поперечного сечения заготовок. Существует два основных способа сохранения исходной круглой формы: поддерживание стенки изнутри — внутренний ограничитель и ограничение перемещения боковых стенок трубы в направлении расширения — наружный ограничитель.
В качестве внутреннего ограничителя можно применять калибрующую пробку (дорн) или различные наполнители.
Наполнителями могут быть резина, легкоплавкие металлы, смолы или вода. Жесткие наполнители дают более надежные результаты в плане сохранения формы просвета, поэтому они более распространены. Однако при использовании упругих наполнителей наблюдается меньшее растяжение наружной стороны изгиба.

Для лучшего сохранения формы поперечного сечения и более точного изготовления рекомендуют применять одновременно внешний и внутренний ограничители.
В зависимости от объема работ и диама труб, которые требуется загнуть, используют либо ручные приспособления — трубогибы, либо станки с электромеханическим приводом.
ООО ДИЗАЙН ПРЕСТИЖ
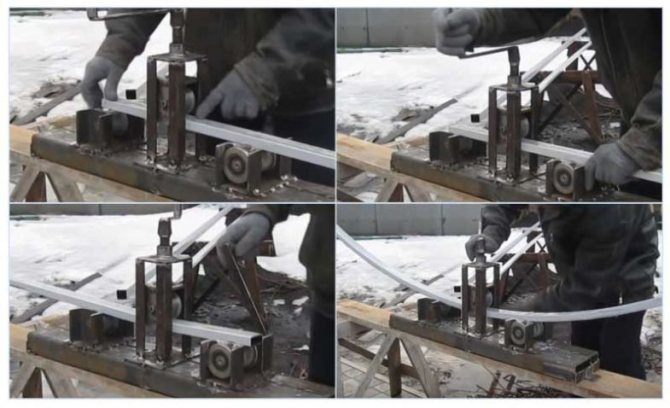
Применение валков
Данный способ подойдет для сгиба металлического профиля. Хорош он тем, что его использование позволяет снизить трение поверхности изделия и уменьшая риск его нежелательной деформации.
Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.

Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.

Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.

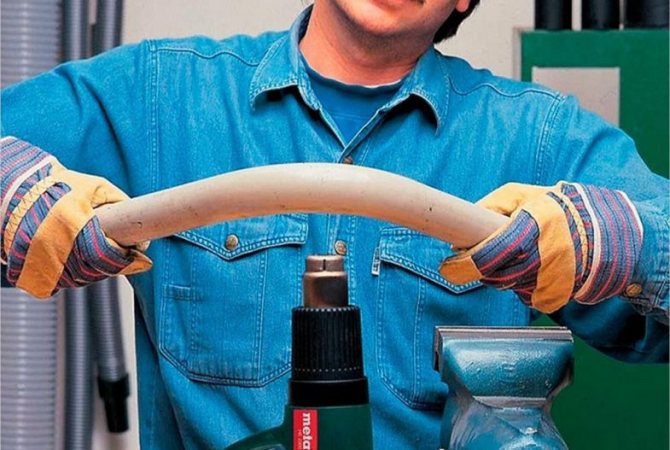
Сгибаем полипропиленовую трубу
Полипропиленовые трубы приходится сгибать очень часто. Они применяются в системах водопровода, канализации, а еще чаще – в отоплении. В некоторых случаях приходится так изогнуть трубу, чтобы удалось обойти какое-либо препятствие, например, другую трубу в системе.
Полипропилен считается твердым материалом, однако, до некоторых пор. Сгибание холодной трубы не принесет желаемого результата, а вот если нагреть трубу – другое дело. Для этого можно использовать строительный фен. Как только полипропилен нагревается, он становится мягким и пластичным. Тут его и нужно сгибать до нужной формы. Но нельзя переусердствовать, ведь полипропилен может совсем расплавиться. Кроме того, работу нужно проводить осторожно, так как существует риск получения термического ожога. Потому применяются перчатки.
Пружина
Суть данного варианта заключается в помещении в сгибаемую заготовку выполненной из стали пружины нужного диаметра.
При выполнении изгиба она удерживает трубу, препятствуя ее неверной деформации. Предварительно профильный элемент со вставленной в него пружиной подогревают, а затем, изгибают, используя пассатижи.

В определенных случаях пружина может быть заменена на проволоку. Ее пучок устанавливают в трубу отдельными кусками, а после выполнения сгиба – постепенно вытаскивается.
Радиус изгиба трубы
Радиус изгиба трубы конкретного диаметра и материала – величина расчетная и нормируемая, и даже опытные мастера не считают зазорным для себя заглянуть в техническую документацию и ГОСТ.
Минимальный радиус изгиба труб
При сгибе металлической трубы заметна упругость материала – металл стремится вернуть свою первоначальную форму после снятия нагрузки, поэтому угол изгиба нужен больше проектного (на несколько градусов), что в условиях частной стройки делается опытным путем. Допустимый радиус гиба трубы – залог безопасной и надежной эксплуатации трубопроводных систем; и даже при изотовлении садовой теплицы на каркасе из труб нужен учет материала и сечения трубы и соблюдение допуска по минимальному радиусу.
Трубы из профиля
Профильные трубы могут иметь квадратную, овальную и прямоугольную конфигурации. Изогнуть их не нарушая технические характеристики достаточно непросто. Наиболее удачными вариантом проведения работ станет использование сварки с предварительным подпиливанием стенок заготовки болгаркой там, где планируется сгиб.
При чем, целесообразно будет предварительно сделать пропилы и согнуть заготовку, а потом сварить швы. Если деталь имеет небольшой диаметр, то вместо сварки подойдет обычный паяльник.
Основные этапы работ
В данном случае мы будем делать приспособу для изготовления колец диаметром 200 мм. Для этого сначала чертим на бумаге окружность. Потом нужный диаметр умножаем на число «π» (3,14). Получаем значение 628 мм.
Именно такой длины нужно отрезать заготовку от металлической полосы. Можно отрезать чуть больше — с запасом.
Сгибаем полосу в круг и обрезаем болгаркой все лишнее. Прикладываем заготовку к окружности, чтобы сравнить диаметр.
1
Трубы из металлопластика
Хорошо сгибаются вручную, не пи этом требуя нагрева. Главное проследить, чтобы в результате не получился излишний перегиб заготовки.
Для выполнения сгиба можно использовать и проволоку, введя ее в полость сгибаемой металлопластиковой трубы или подключить к данной процедуре нагрев, контролируя при этом полученную температуру бумажным листом.
Сгибаем металлопластиковые трубы
Металлопластиковые трубы также относятся к тонкостенным трубам. Они очень часто используются в домашних условиях. Потому сгибать приходится их часто при выполнении различных систем. В некоторых случаях приходится изгибать трубы до 180 и более градусов. Очень часто приходится гнуть металлопластиковые трубы при выполнении напольного отопления. Там встречается большое количество изгибов и поворотов труб.
Чтобы не повредить изделие при сгибании, необходимо использовать некоторые инструменты. Не получится сразу согнуть металлопластиковую тонкостенную трубу на большой радиус. Если резко гнуть трубу, ее внутренняя стенка сломается. Изгиб нужно проводить плавно, все время, смещаясь вдоль трубы. Пять движений, и труба может быть согнута под прямым углом. Далее постепенно продолжаем сгибать изделие до нужного радиуса.
Можно достичь расстояния параллельных участков при изгибе на 180 градусов до 15 сантиметров. Примечательно, что аналогичным способом можно вернуть форму изделию. Запрещается гнуть металлопластиковые трубы с помощью нагревания по объективным причинам.
Фото как согнуть трубу
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,

когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 оС без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Станочная гибка труб
Самый распространенный вид трубогибочного станка — классический трехроликовый (трехвалковый) вальцевый трубогиб. Он использует способ холодного деформирования металла, который называют вальцовкой. Станок такого типа может работать с любыми металлами, от цветных до титановых сплавов. Он может легко управиться с гибкой круглых и овальных трубных изделий, но при этом отлично гнет и заготовки квадратного, прямоугольного и даже треугольного сечения. ПОСМОТРЕТЬ Станок для гибки труб на AliExpress →
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.











