Об отечественной компании Энкор
ООО «Энкор-Инструмент-Воронеж» работает в сфере изготовления промышленного и инструментального оборудования с 1992 года, за это время сформировав широкую дилерскую сеть во всех регионах России и за рубежом.
С 2007 года компания запускает производство под собственными торговыми марками, а именно , под эгидой которой объединились дерево — и металлообрабатывающие станки, так и разнообразное оборудование промышленного назначения, расходные материалы и комплектующие к нему.
Производственные линии расположены в Китае, все детали для оборудования изготавливаются с учетом современных технологий и наиболее удачных технических решений.
Ключевые технические показатели
Основными параметрами станка можно считать его размеры и придельные размеры обрабатываемых на нем деталей.
- длина – 77 см;
- высота – 33 см;
- ширина – 33 см;
- вес – 37 кг.
Максимальные размеры деталей зависят от места их обработки. В центрах станок способен работать с заготовками длиной до 30 см. Максимальный диаметр заготовки над станиной – 18 см, а диаметр сквозного отверстия в шпинделе – 2 см. При точении максимальная глубина, которую выдает устройство за один заход – 0, 2 миллиметра. Скорость вращения шпинделя – до 2500 оборотов в минуту.
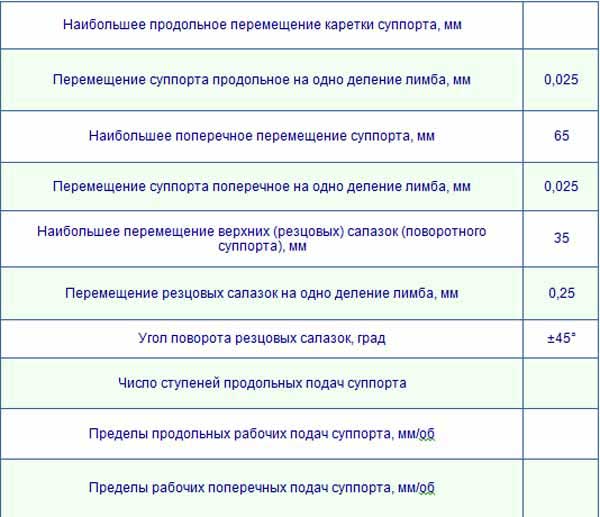
Детальные технические характеристики суппорта можно посмотреть в таблице:
Преимущества и недостатки
Плюсами современных токарных станков Корвет являются:
- приемлемое качество сборки самих станков;
- достойное качество комплектующих (многие из них изготовлены в Европе, но большая часть изготовлена в Китае);
- прямая техническая поддержка от производителя, осуществляемая с помощью большой сети действующих сервисных центров по всей стране.
К недостаткам токарных станков Корвет можно отнести:
- высокую скорость нагрева двигателя у некоторых токарных станков Корвет, что влечет за собой большие паузы во время выполнения работ;
- как следствие, не очень высокий ресурс некоторых токарных станков Корвет.
Описание электрооборудования
Станок работает от сети с показателями напряжения 220 В, и может быть заземлен при помощи специальной вилки. Частота работы – 50 Гц. Для включения устройства следует выполнить ряд простых функций:
- Перевести регулятор скорости вращения в начальное положение, повернув его против часовой стрелки.
- Отпустить кнопку экстренного выключения (передвинуть крышку в сторону).
- Указать направление для вращения патрона.
- Активировать вращение, плавно поворачивая регулятор скорости до нужных показателей по часовой стрелке.
Помните, что частота вращения зависит от напряжения, которое передается от преобразователя! Чтобы деактивировать устройство следует повернуть регулятор скорости против часовой стрелки до упора или через кнопку экстренного выключения. Можно просто выдернуть вилку из розетки, но безопаснее всего применять именно первый вариант.
Экстренное отключение станка стоит применять только в особых ситуациях. От различных проблем с питанием электрооборудование устройства защищено при помощи специального предохранителя, за работоспособностью которого необходимо постоянно следить и вовремя его менять.
Модельный ряд по металлу и дереву
Токарные станки Корвет делится на три группы: для работ по металлу, по дереву и комбинированные (для обеих типов работ).
400
Базовая модель четырехсотой серии, бюджетный токарно-фрезерный станок с двигателем на 400 Вт и двумя скоростями. Возможна обработка деталей Ø 180 мм. Этот токарный станок имеет недостаток в виде пластмассовых передаточных шестерней, что служит причиной поломок во время эксплуатации.

401
Является копией предыдущей модели токарного станка, нововведения: возможность нарезки резьбы (метрической), использование более мощного двигателя на 500 Вт, большая часть узлов оборудования изготовлена из стали.

402
Кардинально отличается от 400 и 401-х моделей наличием асинхронного двигателя на 750 Вт, магнитного включателя и защитного экрана, системой автоподачи суппорта и возможностью регулировок для обработки малогабаритных заготовок. Максимальный диаметр обработки над станиной составляет 220 мм.

403
Данный токарный станок Корвет отличается наличием возможности смещения задней бабки в горизонтальной плоскости, что увеличивает расстояние между центрами до 75 сантиметров. Как и 402-ая модель, 403-я имеет 6 скоростных режимов и двигатель асинхронного типа.

407
Является универсальным оборудованием для выполнения работ разного типа (токарных, шлифовальных, фрезерных, сверлильных), поскольку фактически он состоит из 403 и 417 моделей, собранных воедино.
Данный токарный станок Корвет оборудован двумя двигателями: асинхронным и коллекторным, для токарных и фрезерных операций соответственно, в базовой комплектации присутствуют тиски для выполнения работ по дереву.

Крупные габариты и вес, который равен 150 кг, подразумевают необходимость напольной установки в большой мастерской либо на производстве.
Описание
В первую очередь стоит рассказать о токарно-винторезном станке Корвет-400. Данное устройство предназначено для:
- Резки и растачивания деталей.
- Расточки заготовок в форме конуса и цилиндра.
- Сверлильных работ.
- Создания резьбы метрического типа.
- Работа с торцами деталей.
Кроме того, при определенной модификации, на станке можно работать с деталями большого диаметра или длины. Этого эффекта достигают посредством установки подвижного или статичного люнета, обратных кулачков.
Токарные операции на данном устройстве можно осуществлять со смещением от центров (после установки планшайбы). На станок устанавливают относительно большое количество дополнительных режущих насадок, что стало возможным благодаря широкому диапазону выбора скоростей вращения.
Конструкция станка позволяет выполнять на нем точильные работы с классом точности «Н». Устройство отличается надежностью и длительным периодом эффективной эксплуатации относительно других настольных станков. Наиболее приемлемые температурные условия для работы с механизмами Корвет-400 – плюсовая температура (от +1 до +38 С), влажность воздуха не больше 80%.

Отзывы пользователей
Исходя из отзывов пользователей о токарных станках Корвет , положительных впечатлений значительно больше, чем негатива. Основные проблемы со станками этой фирмы были в начале ее деятельности, примерно в 2009 году большая часть из них была решена. Среди наиболее распространенных жалоб встречается недовольство относительно слабыми двигателями на конкретных моделях и отдельными некачественными деталями (значительно реже).
Достаточно распространенным считается мнение о том, что — это полная копия станков SIEG, со всеми их преимуществами и недостатками.
В целом, можно сказать, что соотношение цена/качество у токарных станков Корвет компании Энкор неплохое, если выбранный станок не планируется как основной рабочий инструмент, функционирующий в две смены 7 дней в неделю, то покупка Корвета будет неплохим решением.
Особенности модели
Токарный станок по металлу «Корвет 401» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. На токарном станке «Корвет» можно выполнять следующие виды токарных работ: цилиндрическое, фасонное и коническое точение, торцевание, нарезание метрической резьбы, сверление, растачивание, снимать фаски, выбирать галтели. Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон. Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета. При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения. Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента.
- На станок установлен коллекторный двигатель.
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки.
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
- Реверс вращения шпинделя.
- Реверс подачи каретки.
- Плавная регулировка вращения шпинделя в двух диапазонах.
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом.
- Станок имеет таблицу для настройки станка при нарезании резьбы.
- Индикатор нарезания резьбы служит для точного попадания резца в ручей предшествующего прохода.
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.025мм.
- Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта.
- Поворотный суппорт для конического точения деталей небольшой длины.
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале.
- Станок комплектуется поддоном.
- Для безопасной работы имеется защитный кожух с концевым выключателем.
- Большой выбор оснастки.
Технические характеристики станка Корвет-401
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12..0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Завгороднев П. И. Работа оператора на станках с программным управлением, 1981
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Сергиевский Л. В. Пособие наладчика станков с ЧПУ 1991
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители