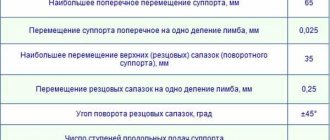
Основные методы проверки токарного станка
При проверке токарного станка на точность в основном проверяют направляющие станины, биение шпинделя и ходовой винт.
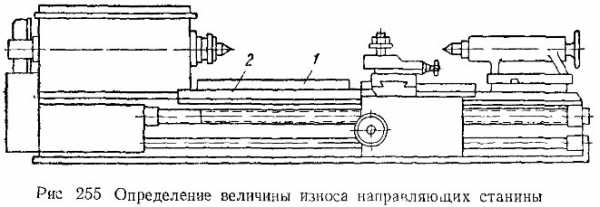
Направляющие станины должны быть прямолинейными в продольном направлении. При износе на них появляются канавки, царапины, иногда забоины. Износ можно обнаружить поверхностным осмотром и при помощи измерительных инструментов. Чтобы определить его величину, устанавливают проверочную линейку 1 (рис. 255) поочередно на направляющие 2, затем определяют на просвет и измеряют щупом зазор между их поверхностями и линейкой.
Допустимым считается такой износ станины: при высоте центров до 300 мм — 0,02 мм на длине 1000 мм; при высоте центров больше 300 мм — 0,03 мм на той же длине. У новых или отремонтированных станков на эту величину допускается только выпуклость станины, но не вогнутость.
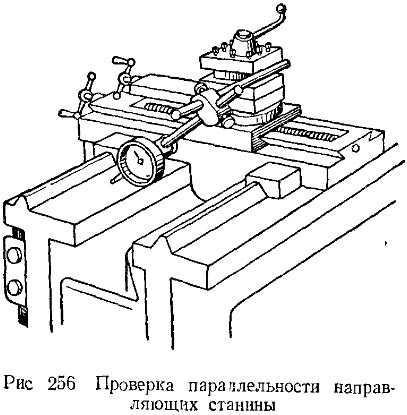
Направляющие станины для задней бабки должны быть параллельны направляющим для каретки. Проверяют параллельность индикатором, закрепленным в резцедержателе на каретке (рис. 256), которую перемещают по станине; штифт индикатора упирают в направляющую для задней бабки. Допускаемое отклонение — до 0,01 мм для станков с высотой центров до 200 мм и до 0,02 мм — для станков с высотой центров более 200 мм.
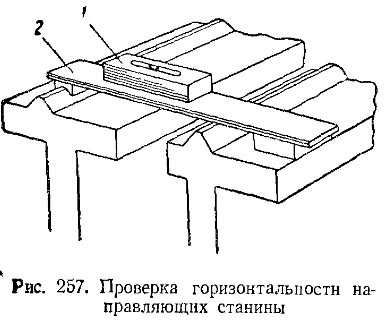
Горизонтальность направляющих станины проверяют уровнем, как показано на рис. 257, передвигая линейку 2 с уровнем 1 вдоль направляющих станины. Допускаемое отклонение составляет 0,05 мм на длине 1000 мм.
Ось шпинделя должна быть параллельна направляющим станины в вертикальной и горизонтальной плоскостях. Для проверки в коническое отверстие шпинделя вставляют контрольную оправку и проверяют ее индикатором на отсутствие биения по всей ее длине. Затем закрепляют на каретке индикатор и устанавливают его так, чтобы штифт индикатора касался оправки сначала в вертикальной (рис. 258, а), а потом в горизонтальной (рис. 258, б) плоскости. Перемещая при каждой установке каретку вдоль оправки на длину 300 мм, отмечают отклонения индикатора, которые не должны превышать в вертикальной плоскости 0,01 мм для станков с высотой центров до 200 мм и 0,02 мм — для станков с высотой центров до 400 мм. В горизонтальной плоскости отклонения индикатора не должны быть более 0,01 мм для станков с любой высотой центров.
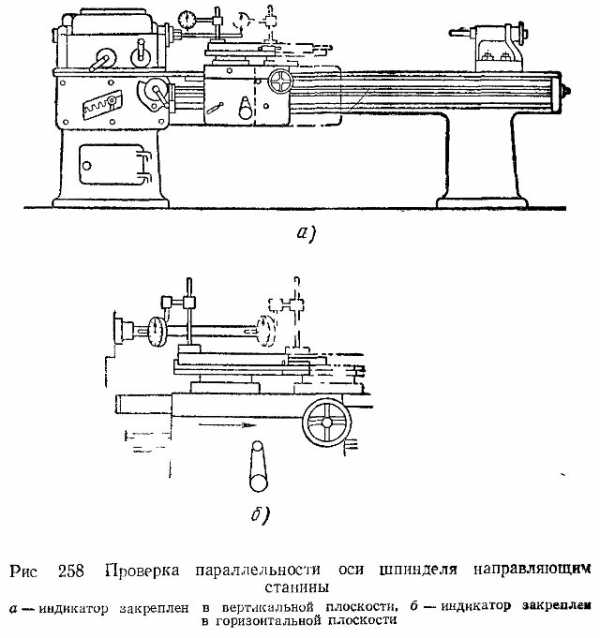
Отклонение оправки, считая вправо от бабки, допускается в вертикальной плоскости только вверх, а в горизонтальной плоскости — только в сторону резца.
Шейки шпинделя должны вращаться без биения. Шпиндель на биение проверяют индикатором, укрепленным в резцовой головке. При проверке необходимо, чтобы штифт 1 индикатора упирался в шейку 2 шпинделя (рис. 259, а). Допускаемой отклонение 0,01 мм при высоте центров до 350 мм и 0,02 мм при высоте центров более 350 мм.
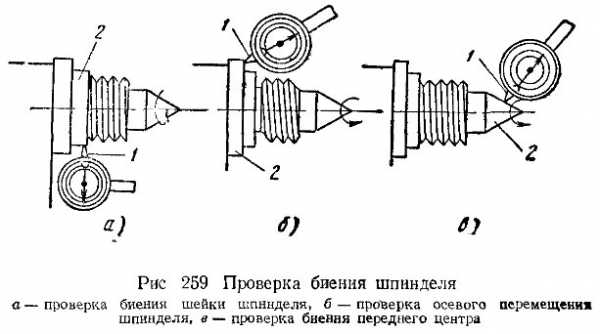
Шпиндель не должен иметь осевого перемещения пр вращении. Проверку производят, как в предыдущей случае, но штифт 1 индикатора (рис. 259, б) упирают в торец буртика 2 шпинделя. Допускаемые отклонения те же, что и при проверке биения шейки.
Вершина переднего центра при вращении не должна иметь биения. Для проверки индикатор укрепляют в резцовой головке (рис. 259, в) и его штифт 1 упирают в конус 2 центра. Допускаемые отклонения такие же, как в предыдущих двух случаях.
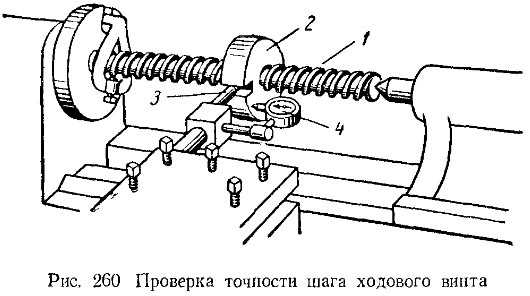
Точность шага ходового винта проверяют точной резьбовой оправкой 1, устанавливаемой между центрами передней и задней бабок (рис. 260), и точной цилиндрической гайкой 2, навертываемой на резьбовую оправку. В гайке 2 имеется продольный паз, в который вводят шарик державки 3, несущей индикатор 4 и закрепленной в суппорте станка. Наконечник индикатора упирается в торец гайки, удерживаемой от вращения шариком державки. Станок настраивают на шаг резьбы оправки. Пустив станок с включенной разъемной гайкой, следят за показаниями индикатора. Допускаемые отклонения: 0,03 мм на длине 100 мм и 0,05 мм на длине 300 мм для станков с высотой центров до 400 мм.
Практическая проверка точности токарного станка. Помимо рассмотренных геометрических проверок, производят комплексную практическую проверку точности токарного станка. Целью проверки является оценка точности станка в работе при изготовлении деталей с цилиндрической и торцовой поверхностями. Во время этой проверки определяются получающиеся отклонения по овальности, конусности и плоскостности, которые не должны превышать отклонения, устанавливаемых ГОСТом: по овальности 0,01-0,02 мм и по конусности 0,02 мм на длине 1000 мм и вогнутости торца не больше 0,02 мм на диаметре 300 мм.
Pereosnastka.ru
Проверка станка на точность
Категория:
Токарное дело
Проверка станка на точность
На заводе-изготовителе составляется акт о приемке станка после проверки на точность. Такие проверки проводятся также после среднего и капитального ремонтов станка. Нормы точности каждого типа станка указаны в ГОСТ 42—56, которым руководствуются при проверке станков на точность. Ниже приведены основные проверки токарного станка на точность.
1. ОСНОВНЫЕ ПРОВЕРКИ ТОКАРНОГО СТАНКА НА ТОЧНОСТЬ: а — радиального биения центрирующей шейки шпинделя передней бабки, б —расположения осей отверстия шпинделя передней бабки и пиноли на одинаковой высоте над направляющими станины, в — параллельности оси шпинделя передней бабки набавлению движения каретки; 1,2 — индикаторы
Проверка радиального биения центрирующей шейки шпинделя передней бабки. Допускаемое биение для станков с наибольшим диаметром обрабатываемой заготовки 400 мм составляет 0,006—0,015 мм. Проверку осуществляют индикатором, установленным на направляющих станины. Измерительный шрифт индикатора должен касаться центрирующей шейки, шпиндель вращается с частотой вращения 10—20 об/мин.
Проверка соосности осей шпинделя передней бабки и пиноли задней бабки. Допускаемое отклонение 0,1 мм (ось пиноли может быть только выше оси шпинделя). Заднюю бабку с полностью выдвинутой пинолью устанавливают примерно на 3/2 наибольшего расстояния между центрами. Между центрами, закрепленными в шпинделе и пиноли, устанавливают точную цилиндрическую оправку, а на суппорте — индикатор так, чтобы его измерительный штифт касался оправки. Суппорт перемещают в продольном направлении, индикатор при этом показывает смещение оси пиноли относительно оси шпинделя. Замер делают в вертикальной плоскости (индикатор касается поверхности оправки сверху) и горизонтальной плоскости (индикатор касается поверхности шейки спереди).
Проверка параллельности оси шпинделя передней бабки наравлению продольного перемещения суппорта. Допускаемое отклонение в вертикальной плоскости 0,030 мм, а в горизонтальной плоскости 0,015 мм на длине 300 мм. В отверстие шпинделя плотно вставляют точную закаленную и шлифованную цилиндрическую оправку, а на суппорте устанавливают индикатор так, чтобы его измерительный штифт касался поверхности оправки. Суппорт перемещают вдоль станины. Для токарных станков предусмотрено 18—25 различных проверок. Эти проверки производятся отделом технического контроля (ОТК). Токарь проверяет станок только в случаях появления брака деталей, когда нужно убедиться, не является ли причиной брака неточность станка.
Читать далее:
Модернизация станков
Статьи по теме:
pereosnastka.ru
Как правильно проверять токарный станок
Качество проверки во многом зависит от того, насколько правильно оборудование установлено на испытательном стенде. Устанавливать станок необходимо строго следуя чертежу. Наиболее популярным и надежным способом является установка агрегата на несколько опор (более трех). Все подвижные узлы и элементы должны быть установлены в среднее положение.
Качество изготавливаемых изделий зависит от геометрической точности оборудования. Поэтому устанавливать заготовку нужно на геометрически правильную поверхность.
Чтобы определить степень износа линейка устанавливается по очереди на каждую направляющую станка. После чего при помощи щупа нужно измерить зазор между линейкой и направляющей. ГОСТ определяет максимально допустимое значение этого зазора – не более 0,02 мм. При большем отклонении обрабатываемые детали могут иметь недопустимую погрешность на выходе.
Точность во многом зависит и от горизонтальности направляющих станка. Этот показатель измеряется при помощи специального уровня. Предельное отклонение должно быть не более 0,05 мм.
При проверке оборудования на исправность обращайте внимание на все вращающиеся детали. Их движение должно осуществляться строго по оси, биение во время вращения недопустимо
Если любой элемент отклоняется от оси вращения, это не только сказывается на качестве изготавливаемых изделий, но и угрожает безопасности оператора. При «биении» заготовки в станке есть риск получения травмы из-за вылетевшей из держателей детали или сломавшегося инструмента.
Во время проверки оборудования важно определить также точность шага винта. Для определения погрешности и отклонения имеется специальная методика:. Читать также: Столы для гаража своими руками
Читать также: Столы для гаража своими руками
в бабки станка устанавливается оправка;
на нее фиксируется цилиндрическая гайка с пазом;
в паз гайки фиксируется державка с индикатором, который должен упереться в торец гайки;
аппарат нужно настроить на резьбовой шаг;
в процессе работы индикатор фиксирует погрешность.
Испытание и проверка фрезерных станков на точность
Назначение проверки.
Детали фрезерных станков могут иметь отклонения в пределах предусмотренных допусков на размеры. Поэтому возможны и отклонения в размерах при сборке деталей в узлы. В процессе длительной эксплуатации станка вследствие износа трущихся поверхностей направляющих станины, салазок, подшипников и других деталей погрешности сильно возрастают и точная обработка деталей становится невозможной.
Кроме того, при фрезеровании имеют место внешние ударные и вибрационные нагрузки на станок, которые также ухудшают точность обработки. Во избежание этого станки часто устанавливают не на фундамент, а на виброизолирующие опоры, представляющие собой армированные резиновые диски с металлическими ребрами жесткости, которые крепятся снизу к основанию станка.
Применение виброизолирующих опор позволяет ускорить монтаж и перемещение станков, так как опоры не скреплены с фундаментом; изолировать близко установленное оборудование для точных работ от вибрации; уменьшить шум в производственном помещении.
Каждый новый и капитально-отремонтированный станок перед пуском в эксплуатацию, должен удовлетворять определенным техническим требованиям. Поэтому они подвергаются проверочным испытаниям, включающим: испытание на холостом ходу; испытание под нагрузкой; проверку на геометрическую точность; практическую проверку точности.
Испытание станка на холостом ходу.
Цель его — проверить действия всех механизмов станка без нагрузки. Перед испытанием до включения станка необходимо тщательно проверить легкость перемещения от руки всех подвижных узлов и рукояток, натяжение ремней, наличие масла в резервуарах коробки скоростей и консоли, состояние масленок ручной смазки, исправность ограждений,
ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Точность металлорежущих станков определяется тремя группами показателей: показатели, характеризующие точность обработки образцов-изделий; показатели, характеризующие геометрическую точность станков; дополнительные показатели.
1.2. К показателям, характеризующим точность обработки образцов-изделий, относятся: точность геометрических форм и расположения обработанных поверхностей образцов-изделий; постоянство размеров партии образцов-изделий; шероховатость обработанных поверхностей образцов-изделий.
1.3. К показателям, характеризующим геометрическую точность станка, относятся: точность баз для установки заготовки и инструмента; точность траекторий перемещений рабочих органов станка, несущих заготовку и инструмент; точность расположения осей вращения и направлений прямолинейных перемещений рабочих органов станка, несущих заготовку и инструмент, относительно друг друга и относительно баз; точность взаимосвязанных относительных линейных и угловых перемещений рабочих органов станка, несущих заготовку и инструмент; точность делительных и установочных перемещений рабочих органов станка; точность координатных перемещений (позиционирования) рабочих органов станка, несущих заготовку и инструмент; стабильность некоторых параметров при многократности повторений проверки, например, точность подвода на жесткий упор, точность малых перемещений подвода.
1.4. К дополнительным показателям точности станка относятся способность сохранения взаимного расположения рабочих органов станка, несущих заготовку и инструмент, при условии: приложения внешней нагрузки (показатели жесткости); воздействия тепла, возникающего при работе станка на холостом ходу; колебаний станка, возникающих при работе станка на холостом ходу. (Измененная редакция, Изм. N 2).
1.5. Объем испытаний станков на точность должен быть минимальным, но достаточным для получения необходимой достоверности результатов испытаний и оценки точности станка.
1.6. При выборе проверяемых параметров точности следует отдавать предпочтение наиболее значимым из них, с учетом степени воспроизводимости результатов измерения, стабильности и точности измерения.
1.7. Перечень показателей точности станков определяется стандартами на нормы точности станков конкретных типов и техническими условиями.
1.8. Нормы точности станка после среднего и капитального ремонта должны соответствовать требованиям стандартов и технических условий, действовавших в период изготовления станка.
1.9. Классификация станков по точности
1.9.1. Устанавливаются пять классов точности станков по абсолютной системе классификации, обозначаемые в порядке возрастания уровня точности: Н, П, В, А и С. Разделение станков на классы точности проводится по типам станков, исходя из требований к точности обработки. К одному классу точности должны относиться станки, обеспечивающие одинаковую точность обработки соответствующих по форме и размерам поверхностей образцов-изделий. Для отдельных типов станков, предназначенных только для обдирочных работ, классы точности не устанавливаются. (Измененная редакция, Изм. N 1, 3).
1.9.2. Значения допусков показателей точности при переходе от одного класса точности к другому принимаются предпочтительно по геометрическому ряду со знаменателем 1,6. Для конкретных показателей геометрической точности допускается принимать другие значения от 1,0 до 2,0. (Измененная редакция, Изм. N 3).
1.9.3. Классы точности для отдельных типов станков должны устанавливаться в стандартах на нормы точности этих типов станков, а при отсутствии стандартов — в технических условиях на станки.
1.9.4. (Исключен, Изм. N 3).
Средства измерения точности металлорежущих станков
Приборы и инструмент общего назначения, применяемые для большинства испытаний точности станков (контрольные линейки и угольники, уровни, щупы, концевые меры, контрольные оправки, индикаторы и микрокаторы и т. д.), достаточно просты и не требуют специальных указаний по их применению.
Все средства измерения, применяемые для проверки точности станков, должны быть соответствующим образом проверены и аттестованы, а их погрешности учтены при проведении измерений.
Необходимо иметь в виду, что в ряде случаев погрешности измерительных приборов и инструмента могут быть автоматически исключены из результатов измерений путем известных в измерительной технике приемов, например: перестановки контрольных оправок с поворотом их на 180°, «раскантовки» уровня при проверке горизонтальности, «раскантовки» угольника при проверке перпендикулярности, измерения прямолинейности двумя гранями проверочной линейки с учетом их непараллельности и др.
Такие приемы измерения обеспечивают высокую точность проверок и должны применяться во всех случаях, где это представляется возможным.
Относительно небольшое количество ответственных проверок, характеризующих точность станка, требует применения специальных измерительных приборов.
Применение этих приборов предполагает наличие квалифицированного персонала, владеющего навыками работы с такими приборами.
К числу специальных измерительных приборов относятся:
- оптические приборы для измерения прямолинейности направляющих — коллимационные и автоколлимационные приборы, визирные трубы, применяемые также для проверки соосности и других целей;
- оптические приборы для измерения углов — теодолиты и коллиматоры, делительные диски с отсчетными микроскопами, применяемые для проверки делительных цепей станков, делительных механизмов и др.;
- эталонные винты и специальные измерительные и самопишущие приборы для проверки точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков;
- прецизионные штриховые меры и отсчетные микроскопы для измерения точности перемещений координатных систем прецизионных координатно-расточных и некоторых других станков;
- приборы для непрерывной проверки делительных цепей зуборезных станков.
При проведении измерений специальными приборами и при обработке результатов измерения необходимо руководствоваться инструкциями и наставлениями к этим приборам.
Методы проверки и средства измерения, указанные в стандартах на нормы точности станков являются обязательными; применение других методов и средств измерения допускается при условии, что они полностью обеспечивают определение требуемой стандартами точности станков. При проверке станков на точность (без резания) движения узлов станка производятся от руки, а при отсутствии ручного привода — механически на наименьшей скорости.
Если конструктивные особенности станка не позволяют произвести измерение на длине, к которой отнесен допуск, последний пересчитывается на наибольшую длину, на которой может быть произведено измерение. Для длин, значительно отличающихся от той длины, для которой указан допуск, правило пропорциональности допусков неприменимо.
Классификация металлорежущих станков по точности
По разработанной в СССР классификации станков по точности они подразделяются на пять классов, приведенных в табл. 171.
Таблица 171
| Класс точности станка | Обозначение класса точности | Соотношение основных допусков точности станков |
| Нормальной точности станки | Н | 1 |
| Повышенной точности станки | П | 0,6 |
| Высокой точности станки | В | 0,4 |
| Особо высокой точности станки | А | 0,25 |
| Сверхточные станки | С | 0,15 |
Как видно из табл. 171 соотношение между величинами допусков при переходе от класса к классу для большинства показателей точности принято равным φ = 1,6.
Это соотношение позволяет согласовать требования к точности станка с требованиями к точности обрабатываемых на нем изделий, так как коэффициент 1,6 учитывается в системах допусков параметров, характеризующих точность поверхностей изделий широкого применения. Станки повышенной точности, как правило, изготавливаются на базе станков нормальной точности, отличаясь от них, в основном, более точным изготовлением и подбором отдельных деталей и повышенным качеством монтажа.
Станки высокой и особо высокой точности отличаются от предыдущих специальными конструктивными особенностями отдельных элементов, высокой точностью их изготовления и специальными условиями эксплуатации.
Сверхточные станки предназначены для обработки деталей наивысшей точности — делительных зубчатых колес и дисков, эталонных зубчатых колес, измерительных винтов и т. п.
При приемке станков более высокого класса точности, чем регламентируется приведенными ниже нормами, можно использовать принятое соотношение основных показателей точности при переходе от более низкого к более высокому классу путем умножения допускаемых отклонений на 0,6.
Измерение точности кинематических цепей металлорежущих станков
При проверке точности винторезных цепей токарно-винторезных, резьбофрезерных и резьбошлифовальных станков необходимо измерение точности всей винторезной цепи, включая передаточные зубчатые колеса и механизм ходового винта. Отдельные погрешности, определяющие точность этой цепи: осевое биение шпинделя, прямолинейность направляющих, осевое биение ходового винта и т. д. регламентируются рядом самостоятельных проверок.
Измерение точности винторезной цепи производится с помощью эталонного винта, устанавливаемого в центрах испытываемого станка, и измерительного прибора (отсчетного или самопишущего), устанавливаемого на месте режущего инструмента.
Измерение осуществляется на ходу путем непосредственного контакта измерительного стержня прибора витка эталонного винта при настройке станка на шаг этого винта. Таким образом, проверка производится в условиях аналогичных нарезанию резьбы.
При проверке точности кинематических цепей зуборезных станков применяется теодолит с коллиматором или специализированная аппаратура.
Измерение точности абсолютных перемещений по шкалам производится, главным образом, на прецизионных координатно-расточных станках, координатные системы которых перемещаются на заданные размеры с помощью штриховых мер (шкал и масштабных устройств) или по ходовым винтам, снабженным коррекционными устройствами.
Проверка точности абсолютных перемещений производится по образцовым штриховым мерам с помощью отсчетного микроскопа.
Испытания точности координатно-расточных станков должны производиться высококвалифицированным персоналом в особых температурных условиях по аттестованным образцовым штриховым мерам.
Замеренная точность координатных перемещений будет зависеть от места установки образцовой меры в рабочем пространстве станка. При этом следует выбирать наиболее часто встречающиеся зоны обработки в рабочем пространстве.
Необходимо также учитывать отклонения образцовой штриховой меры по ее аттестату с тем, чтобы определить действительные величины координатных перемещений.
Особенности процесса сверления и проверки точности сверлильного оборудования
Особенности геометрии инструмента резания (в данном случае сверла), а также более сложные условия работы выделяют процесс резания при сверлении среди аналогичных процессов обработки металлов резанием, таких как фрезерование, точение или строгание. Особенностью здесь служит тот факт, что само сверло не однолезвийное (по сравнению с резцом). Данный режущий инструмент — многолезвийный, в процессе его работы участвуют два главных лезвия, два лезвия вспомогательных (располагаются на направляющих ленточках самого сверла) и лезвие перемычки.
Технологические особенности процесса сверления требуют специфической проверки точности сверлильного станка. Эту процедуру регламентирует ГОСТ 370-93 и включает в себя исследование точности с учетом следующих нюансов:
- общие требования – по ГОСТ 8-82;
- геометрические параметры — по ГОСТ 22267-76 регламентируются способы и схемы измерений;
- устанавливают подвижные органы в среднее положение и закрепляют их;
- изучают радиальное биение поверхности центрирующего отверстия;
- измеряют радиальное биение самого конуса шпинделя. Здесь рассматриваются такие виды биения: внутреннее биение;
- наружное биение;
Следует обратить внимание на тот факт, что, по взаимному согласию с изготовителем, потребитель имеет право выбирать только те виды проверок функционирования (соответствие ГОСТ показателей биения и перпендикулярности), которые интересуют его в большей степени и соответствуют его технологическим требованиям. Этот момент в обязательном порядке фиксируется документально при оформлении заказа на изготовление станка
Исследование соответствия нормам точности ГОСТ производится для всех вновь выпускаемых станков на заводе-изготовителе.
Сравнение норм точности ГОСТ и иностранных стандартов
Сравнивая стандарты СССР (ГОСТ) на нормы точности металлорежущих станков с аналогичными стандартами других стран, следует отметить:
- По количеству и номенклатуре охваченных стандартами на нормы точности станков (около 65 действующих ГОСТ) СССР занимает ведущее место.
- Объем испытаний станков на точность, регламентированных в ГОСТ, в основном соответствует принятому в большинстве иностранных стандартов. Различие, главным образом, касается проверок отдельных деталей (станин, ходовых винтов, делительных дисков), которые контролируются при их изготовлении и сборке и в ГОСТ, как правило, не включаются.
- Величины допускаемых отклонений параметров, приведенные в ГОСТ на нормы точности, также в, основном, соответствуют принятым в большинстве иностранных стандартов. Возросшие требования промышленности к качеству выпускаемых станков, в особенности к их точности, надежности и долговечности, а также условия поставки станков на экспорт, ставят перед станкостроительной промышленностью Советского Союза задачу обеспечения достаточной продолжительности работы станков с заданной точностью. В частности, при изготовлении станков, поставляемых на экспорт, разрешается использовать только часть поля допуска на точность станков. Представляется необходимым в отдельных случаях, там, где это целесообразно, предъявлять более жесткие требования к точности и вводить проверку новых параметров. В ближайшее время будут выпущены новые и пересмотренные ГОСТ с более высокими требованиями по ряду показателей точности станков и добавлением повышенных классов точности в соответствии с разработанной классификацией.
- Следует иметь в виду, что в отдельных случаях допуски, указанные в иностранных стандартах, неоправдано завышены и поэтому, при сравнении их с нормами точности ГОСТ нужно проверять целесообразность этого завышения, а также анализировать влияние пониженных требований к точности отдельных параметров на точность работы станка в соответствии с его назначением.
- В приведенных таблицах сравнения норм точности ГОСТ и иностранных стандартов (табл. 172—192) не всегда даются совершенно идентичные проверки как по методике их проведения и применяемой контрольной аппаратуре, так и по длинам, к которым отнесены допуски на точность. В таких случаях в таблицах приведены соответствующие оговорки. Допуски пересчитываются в зависимости от длин, к которым они отнесены. Нужно, также, учитывать, что в различных стандартах принята своя собственная система взаимосвязи отдельных проверок, и буквальное сравнение точности их без учета этой взаимосвязи не всегда дает возможность судить о действительной точности работы станков. В этих случаях требуется более глубокий анализ сравниваемых показателей точности, а также проверка точности работы станков в совершенно одинаковых условиях.
- При сравнении допускаемых отклонений по ГОСТ и иностранным стандартам следует учитывать, что при изготовлении станков, поставляемых заводами Советского Союза на экспорт, разрешается использовать только часть поля допуска на точность по ГОСТ: 0,6 — от величины допуска — для станков нормальной и повышенной точности; 0,8 — от величины допуска — для станков высокой и особо высокой точности.
Диагностика станков с ЧПУ
Современные методы диагностики станков с ЧПУ представляют собой комплекс работ, направленных на обследование целевого оборудования и выявление неисправности – отказа или сбоя. Диагностика проводится в два этапа:
- Проверка состояния станка позволяет выявить конструктивные причины отказа – как правило, речь идет о поломке какого-либо узла или детали. Может потребоваться частичная или полная разборка агрегата.
- Проверка системы числового программного управления предполагает диагностику станка посредством тестирования управляющей программы. Результаты теста и ошибки выводятся на дисплей специальными кодами.
Первый этап проверки станков требует использования специфического инструмента – уровней, индикаторов, калибров, угломеров, микромеров. На этапе проверки управляющей программы инженер использует бэкплот или твердотельную верификацию, моделируя работу станка, а затем проводит финальную проверку на оборудовании.
Проверка станков на точность:
Специфика диагностики оборудования определяется в том числе целью, например – проверка токарного станка на точность представляет собой строго регламентированный свод диагностических процедур, направленных на подтверждение соответствия данных в паспорте реальным данным. В этом случае необходима проверка следующих параметров:
- Перемещение элементов, удерживающих заготовку.
- Расположение поверхностей, на которых базируется заготовка и инструмент.
- Соответствие формы базовых поверхностей.
Также проверка станка на геометрическую точность включает оценку траектории движений, угловых и линейных перемещений органов станка, возможна оценка других параметров. Все требования к точности указаны в паспорте оборудования, а выявление погрешностей выполняется на основании соответствующих нормативов ГОСТ, например – ГОСТ 8-82 и ГОСТ 18097-93.
Обратите внимание, что проверка станков на технологическую точность диктуется естественным износом оборудования в процессе эксплуатации. Речь идет не об износе резцов, сверл или фрезы
Диагностируются постоянные компоненты станка, например:
- приводы;
- суппорты;
- консоли;
- шпиндели.
Проверка станка на точность при условии наличия ЧПУ также предполагает диагностику измерительных устройств, которые необходимы для реализации управляющей программы и автоматической обработки заготовок. В результате проверки определяется возможность дальнейшего использования диагностируемого станка на данном участке. В случае критической погрешности выполняется ремонт, модернизация или замена оборудования.
Регламент диагностики станков:
График плановой диагностики станков составляется на основе ведомости станочного оборудования. Этот документ включает сведения о режиме работы станка и обо всех операциях, влияющих на его точность.
Диагностика станков с ЧПУ может осуществляться не только в плановом, но и в аварийном режиме – такой вариант развития событий определяется соответствующими регламентами, разработанными специально для форс-мажорных обстоятельств.
Обратите внимание, что так как все проверки выполняются в условиях временного вывода оборудования из эксплуатации, составление графика проверок представляет собой сложное и важное мероприятие, учитывающее все аспекты производственной деятельности цеха и предприятия в целом. Как правило, этот график составляет главный технолог завода
Диагностика станков разных типов и отдельных узлов:
Очевидно, что проверка фрезерного станка и проверка токарного станка – это два отдельных комплекса процедур, различия между которыми обусловлены различиями в конструкции оборудования. Также в ряде случаев проверки требует не весь станок, а конкретный узел.
Например, проверка задней бабки токарного станка оценивает надежность фиксации в выбранном положении и точность движения в направлении шпинделя с сохранением соосности при вращении. Обеспечение надежности крепления и устойчивости определяет класс точности обработки.
На сегодняшний день наши специалисты имеют достаточно опыта и обладают надлежащей квалификацией для реализации современных методов диагностики станков с ЧПУ всех типов. Мы выполняем плановые и аварийные проверки, оцениваем работоспособность и точность отдельных узлов, диагностируем управляющие программы. Предоставляем гарантию на все виды выполняемых работ, даем бесплатные консультации по любым вопросам.
Профилактика
Диагностика проводится не только с целью обнаружения причин поломки, но и профилактического обслуживания устройства с ЧПУ. Какие именно действия должны проводиться с профилактическими работами, и как часто их нужно осуществлять, указано в инструкции к аппарату. Цель профилактики и обслуживания станка заключается в поддержании рабочего состояния деталей станка, уходе за ними, и решении проблем на раннем этапе.
В ходе профилактики:
- смазываются подвижные комплектующие фотосчитывающего прибора;
- смазываются вентиляторы охлаждения;
- конструкция оборудования очищается от пыли и загрязнений;
- воздушные фильтры вентиляционной системы очищаются или заменяются на новые;
- контакты и электронные блоки подвергаются чистке.
Если после профилактических действий возникли неисправности, требуется участие специалистов.