| МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС) INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION (ISC) | |
| МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ | ГОСТ 27843-2006 (ИСО 230-2:1997) |
ИСПЫТАНИЯ СТАНКОВ
Определение точности и повторяемости позиционирования осей с числовым программным управлением
ISO 230-2:1997 + Cor. 1:1999 Test code for machine tools — Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes (MOD)
Москва Стандартинформ 2007
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП «ВНИИНМАШ») и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО «ЭНИМС») на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 29 от 24 июня 2006 г.)
За принятие проголосовали:
| Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
| Азербайджан | AZ | Азстандарт |
| Беларусь | BY | Госстандарт Республики Беларусь |
| Казахстан | KZ | Госстандарт Республики Казахстан |
| Кыргызстан | KG | Кыргызстандарт |
| Молдова | MD | Молдова-Стандарт |
| Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
| Таджикистан | TJ | Таджикстандарт |
| Туркменистан | TM | Главгосслужба «Туркменстандартлары» |
| Узбекистан | uz | Узстандарт |
| Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 230-2:1997 + Изм. 1:1999 «Испытания станков. Часть 2. Определение точности и повторяемости позиционирования осей с числовым программным управлением» (ISO 230-2:1997 + Cor. 1:1999 «Test code for machine tools — Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes»).
При этом дополнительные положения, а также фразы и отдельные слова, включенные в текст стандарта для учета потребностей национальной экономики указанных выше государств и особенностей межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 24 мая 2007 г. № 102-ст межгосударственный стандарт ГОСТ 27843-2006 (ИСО 230-2:1997) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6. ВЗАМЕН ГОСТ 27843-88
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты».
Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменения — в
информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты»
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ИСПЫТАНИЯ СТАНКОВ Определение точности и повторяемости позиционирования осей с числовым программным управлением Test of machine tools. Determination of accuracy and repeatability of positioning numerically controlled axes |
Дата введения — 2008-01-01
Технические характеристики
Визуальное объяснение процесса измерения Использование высокоточного датчика Renishaw QC20-W обеспечивает простую и быструю проверку точности позиционирования рабочих органов станка с ЧПУ с учетом требований общепринятых международных стандартов (ГОСТ 30544-97, ISO 230-4, ASME B5.54, ASME B5.57, JIS B, GB/T 17421.4). Использование этой системы позволяет проверять технические характеристики токарных, фрезерных, карусельных станков с ЧПУ и обрабатывающих центров, сопоставлять результаты с эталонными параметрами, помогает своевременно выявлять механические источники погрешностей и правильность настройки соответствующих параметров системы ЧПУ.
Можно проанализировать и дать рекомендации по устранению возможные причины неточности перемещения станка: — Люфт по каждой из осей, участвующей в перемещении. — неперпендикулярность осей — несогласованность приводов — выбросы обратного хода — вибрации станка — прочие специфичные случаи.
Сертифицированные технические специалисты АО «СтанкоМашКомплекс» проводят комплексную проверку станочного оборудования с использованием современного высокоточного измерительного и поверочного инструмента. Итогами подобных мероприятий являются:
•Оценка актуального технического состояния оборудования: диагностирование неисправностей и выявление реальных точностных характеристик станка
•Оптимальная настройка приводов и системы ЧПУ Fanuc, Heidenhain 530, 620, Балтсистем NC 110, 210 (надо указывать модель приводов), Siemens (согласовывать модель), Mitsubishi M70V
•Квалифицированный анализ результатов проверок и выдача рекомендаций по устранению выявленных дефектов
Технические средства для проведения измерений
Очевидно, что качество проверок технологической точности напрямую определяется характеристиками измерительных приборов. При проведении контроля используются следующие технические средства:
- штангенциркули;
- микрометры;
- угломеры;
- калибры;
- индикаторы перемещений.
В большинстве случаев измерения выполняются типовыми механическими приборами, но существуют и более точные измерители – лазерные. Эти устройства применяются сегодня всё чаще и чаще.
Лазерный Интерферометр
При помощи лазерного интерферометра Renishaw XL80 специалисты нашей компании могут произвести диагностику станков с ЧПУ на точность перемещений, выявить причины неудовлетворительной точности, таких как износ ШВП, подшипников, проверить геометрию направляющих и станины. Проверка осуществляется по каждой оси в отдельности, а в совокупности с проверкой датчиком Renishaw QC20W можно получить полноценную картину состояния станка и при возможности внести соответствующие компенсации в ЧПУ и дать консультации по устранению выявленных неисправностей.
Гарантированная точность линейных измерений составляет ±0,5 мкм благодаря источнику лазерного излучения с высокой степенью стабилизации и точной компенсации изменения параметров окружающей среды. Показания могут считываться при частоте вплоть до 50 кГц, с максимальной скоростью линейных измерений 4 м/с и линейным разрешением 1 нм, даже при максимальной скорости. Все процедуры измерений (не только линейных перемещений) основаны на интерферометрическом методе, что обеспечивает точность регистрируемых данных. Увеличение эффективного времени работы станка Какое бы оборудование не использовалось, станок или система отсчета перемещений, необходимо быть уверенным в том, что оно готово к работе, — еще до того, как будут выполняться операции резки, обработки материала или измерения параметров деталей. Теперь можно получать детальную картину изменений во времени каждой характеристики, определяющей точность позиционирования станка. Улучшите технические характеристики Ваших станков Оборудование Renishaw для измерения точности работы станков позволяет, по сути, также улучшать характеристики станка за счет правильного планирования целевого технического обслуживания и надлежащей компенсации ошибок. Соблюдение требований процедур и стандартов по контролю качества Калибровка, мониторинг и контроль технического состояния технологического и измерительного оборудования с использованием признанных систем и методов, обеспечивающих прослеживаемое соответствие эталонам, ― одно из требований стандартов качества серии ISO 9000.
Сварочные аппараты частных владельцев
Для того чтобы сварочное оборудование в мастерской частного владельца работало надёжно, за ним должен осуществляться надлежащий уход. Бремя выполнения ремонта и технического обслуживания в данном случае лежит на самом владельце.
Наиболее распространённый тип сварочного оборудования, находящегося в частном владении, это инвертор для выполнения ручной электродуговой сварки. Как проверить его работоспособность, подробно написано в прилагаемой к нему инструкции.
Для долгой и успешной эксплуатации такого аппарата следует соблюдать несколько простых правил. Режим нагрузки аппарата не должен превышать рекомендованный инструкцией по эксплуатации.
Корпус прибора и дополнительные аксессуары (провода, зажимы, электрододержатель) нужно содержать в чистоте. Состояние элементов, подверженных износу, необходимо постоянно контролировать и своевременно заменять. Это относится к держателю электродов и зажимам для деталей.
Периодически, в зависимости от интенсивности эксплуатации изделия, необходимо проводить процедуру технического обслуживания сварочного оборудования.
В частности, если это сварочный инвертор, нужно иногда снимать крышку корпуса для удаления пыли и нагара, откладывающихся на поверхности радиаторов охлаждения электронных компонентах схемы.
Для этого можно воспользоваться мягкой кистью, или продуть пылесосом. Скапливающаяся внутри корпуса пыль препятствует нормальному отводу тепла от нагревающихся силовых элементов, что может послужить причиной преждевременного выхода их из строя.
Элементы схемы инвертора принудительно охлаждаются вентилятором. Обслуживание кулера заключается в очистке его лопастей от пыли и смазке подшипника жидкой смазкой.
Признаком того, что пора провести техническое обслуживание, является увеличение громкости работы вентилятора. Это вызывается нарушением балансировки устройства накопившейся на вращающихся лопастях грязью.
При каждом обслуживании, сопровождающимся вскрытием корпуса, кроме очистки от пыли следует проверять затяжку винтовых креплений деталей, не допуская их разбалтывания.
Основные компоненты интерферометра
Лазерный интерферометр на треноге, готовность к проведению измерений
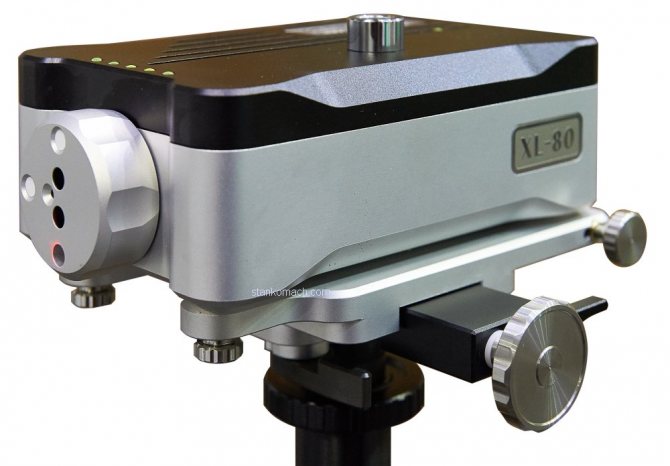
Неподвижное основание

Блок компенсации изменения параметров окружающей среды

Ремонт и профилактическое обслуживание
Ремонт и обслуживание аппаратов, предназначенных для выполнения сварочных работ, должны осуществляться специалистами, обладающими достаточной квалификацией, входящими в состав специализированных подразделений.
В случае отсутствия на предприятии ремонтного персонала соответствующего уровня, работы должны выполняться на договорной основе ремонтниками профильных организаций.
Сварочное оборудование, наряду с термическим, относится к объектам, являющимся источником повышенной опасности. По этой причине разработаны специализированные нормативные документы, регламентирующие порядок контроля его состояния. Эти положения сформулированы в руководящем документе РД 34.10.127 – 34.
Обзор
Оказываем услуги по диагностике точности станков с ЧПУ (проверка станков с чпу на технологическую точность): 1. Измерение точности оборудования при одновременном перемещении по двум осям. Обычно плоскости XY, XZ, YZ. Датчик Renishaw QC20-W — дискретность 0.1 мкм 2. Оценка уровня шума и вибрации станка 3. Диагностика механических узлов При помощи высокоточного датчика Renishaw QC20-W специалисты компании готовы произвести проверку оборудования на территории заказчика: 1. Токарное оборудование – прямая, наклонная станина. Проверка с диаметром обкатки 100 или 200 мм в зависимости от величины поперечного хода станка. Проверка идет в одной плоскости XZ. 2. Фрезерное оборудование, вертикальные, горизонтальные обрабатывающие центра – проверка в 3х взаимоперпендикулярных плоскостях. XY – проверка 360 градусов диаметром от 200 до 1200мм. Плоскости XZ, YZ проверяются по «неполной дуге» 220 градусов. 3. Расточные станки 4. Карусельные станки с ЧПУ – проверка в плоскость XZ, дугой 360 градусов. На планшайбу устанавливается угольник, а на суппорт специальный VTL адаптер. 5. Система газовой, плазменной резки