Сведения о производителе токарно-винторезного станка 16М05А
Производителем токарно-винторезного станка 16М05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом (ОСЗ) и Опытно-механическим заводом (ОМЗ)
- 1П611
— станок токарно-винторезный повышенной точности, Ø 250 - 16Б05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 16Б05П
— станок токарно-винторезный повышенной точности, Ø 250, Кировакан - 16М05А
— станок токарно-винторезный особо высокой точности, Ø 250 - 1601
— станок токарный настольный Ø 125 - 1604
— станок токарно-винторезный повышенной точности, Ø 200 - 1613Д
— станок токарно-винторезный прецизионный, Ø 240 х 270 - OT-4
— станок токарно-винторезный повышенной точности облегченный, Ø 250 - OT-5
— станоктокарно-винторезный повышенной точности облегченный, Ø 250
Основные разновидности оборудования
Большинство токарных станков применяется для работы с внешними и внутренними поверхностями деталей различной формы, в том числе конической, цилиндрической и фасонной. Различные типы аппаратов позволяют также сверлить отверстия и обрабатывать торцы.
Теперь поговорим о том, какие именно виды аппаратов доступны сегодня. Основная классификация токарных станков основывается на их назначении, выполняемых ими функциях и особенностях конструкции.
1. Токарно-винторезные станки. Они являются универсальными и предназначены для выполнения большого количества операций. Важно и то, что они позволяют обеспечить высокий уровень точности. Данный вид оборудования также требуется для резьбонарезки.
Первые виды токарно-винторезных токарных станков появились достаточно давно. С течением времени их конструкция совершенствовалась, они становились все более функциональными и совершенными. Наиболее современные модели оснащаются ЧПУ — числовым программным управлением. Эта функция позволяет задавать основные параметры работы, после чего автоматика будет следить за их соблюдением без участия человека.
При выборе модели токарно-винторезного токарного станка важно учесть его основные характеристики:
- Максимальную частоту вращения шпиндельной головки, а также возможность ее точной настройки.
- Диаметр прутка, устанавливаемого в отверстие.
- Крутящий момент.
- Номинальную мощность.
- Число подач продольного и поперечного типа.
- Возможность нарезания различных видов резьбы.
Все эти характеристики зависят от устройства токарно-винторезного токарного станка и его типа. Покупать такое оборудование следует только у проверенных продавцов — официальных дилеров крупных компаний.
2. Токарно-карусельные станки. Аппараты из этой группы предназначены для работы с заготовками с большим весом и диаметром, но с малой высотой. К этой категории можно отнести элементы турбин и генераторов, маховиков, зубчатых колес и так далее. Они применяются для обработки поверхности и торцов, нарезки пазов и фрезерования, а также могут производить шлифовку и резьбонарезку.
В отличие от других видов станков, в этих устройствах основное движение совершает планшайба, а поступление — суппорты. Большинство современных аппаратов снабжаются функцией ЧПУ, что позволяет автоматизировать значительную часть работы.
3. Лоботокарные аппараты. Основное назначение этого типа токарных станков — обработка деталей, представляющих собой тела вращения. При этом лучше всего они подходят для работы с заготовками большого диаметра, но с ограниченной толщиной. К этой категории относятся, например, колеса, шестерни, фланцы и так далее. Лоботокарные станки предназначены для обработки торцов, резьбонарезки, расточки внутренних поверхностей и так далее. Ось вращения в этих аппаратах расположена в горизонтальной плоскости.
Лоботокарные станки на современных производствах практически не применяются. В большинстве своем их вытеснили токарно-карусельные. Лоботокарные станки сегодня чаще применяются в условиях мастерских для производства единичных изделий с крупными габаритами и ремонтных работ.
4. Токарно-револьверные станки. Они предназначены для работы с деталями из калиброванного прута. От универсальных токарных станков их отличает наличие револьверной головки — специального держателя для инструмента. Благодаря тому что его можно калибровать в процессе работ, производство многих деталей можно производить за одну установку. При этом не требуется производить перенастройку станка. Современные модели этих станков позволяют устанавливать в головку до 12 инструментов. В результате с их помощью можно производить практически все виды обработки:
- Расточка.
- Зенкерование.
- Сверление.
- Фасонное точение.
- Резьбонарезка и так далее.
5. Токарно-фрезерные обрабатывающие центры. Как и следует из названия, они сочетают в себе функции токарных и фрезерных станков. В состав центра входит фрезерная головка, которая делает эти станки прямыми конкурентами токарно-револьверным в плане большого количества выполняемых операций:
- точение;
- фрезерование;
- долбление канавок;
- шлифовка;
- сверление отверстий;
- резьбонарезка.
Благодаря своим достоинствам обрабатывающие центры можно считать одними из наиболее перспективных разработок. Все основные модели снабжаются ЧПУ, благодаря чему позволяют автоматизировать большинство токарных операций. К недостаткам данного вида оборудования относятся достаточно высокая стоимость и серьезные требования к квалификации специалистов.
6. Автоматы продольного точения. Их основная задача — производство серийных изделий из прутка из различных марок стали, алюминия, меди. Они позволяют выполнять различные виды токарных и фрезерных работ с допуском не более 0,1 мм. Автоматы могут вести обработку круглых и шестигранных прутков, а также фасонного профиля и проволоки. Существуют различные типы этих устройств, в которых устанавливаются подвижные и неподвижные шпиндельные бабки. Аппараты могут быть одношпиндельными или револьверными. Последние отличаются большим набором функций и могут проводить различные операции без перекалибровки.
7. Многошпиндельные токарные станки. Эти аппараты также могут выполнять весь спектр операций и предназначены для работы с заготовками, сформированным из прутков или труб. Они обладают высокой мощностью и жесткостью конструкции, могут выполнять различные операции одновременно. Данный тип станков относится к категории дорогостоящих и обычно применяется крупными предприятиями с целями обеспечения серийного производства.
Перечисленные виды аппаратов относятся к числу наиболее распространенных и встречаются на большинстве предприятий. Разумеется, существуют и другие виды токарных станков, но дать их описание в рамках одной статьи невозможно.
Перед подведением итогов важно отметить еще одну классификацию оборудования, основанную на технологических особенностях.
1. Настольные станки. Они, что и следует из названия, фиксируются на рабочем месте специалиста. Разумеется, эта категория включает в себя аппараты, которые отличаются малыми размерами и весом. С их помощью можно выполнять все основные виды токарных операций, включая расточку, фрезерование и другие. Разумеется, в плане производительности они уступают стационарным вариантам и чаще применяются небольшими компаниями, нежели крупными производственными фирмами. Нередко их используют в быту за счет достаточно скромного энергопотребления и доступной стоимости.
2. Станки с ЧПУ. Мы неоднократно упоминали их в статье, но хотели бы рассмотреть их отдельно. Данные станки имеют более высокую стоимость и предъявляют повышенные требования к квалификации персонала. При этом на них переходят практически все крупные предприятия. Дело в том, что эти модели токарных станков, вне зависимости от их назначения и характеристик, значительно более производительны, чем их аналоги, управляемые человеком. Они также обеспечивают высокий уровень точности.
Сегодня на рынке представлены следующие типы станков:
- Разомкнутые. В них применяется один поток информации. Устройство декодирует его, а затем передает команды всем составным механизмам.
- Замкнутые. Принцип работы тот же, что и в разомкнутых, но информация поступает из двух потоков: от считывающего механизма и от измерительного устройства.
- Самонастраивающиеся. Наиболее совершенные модели, которые способны автоматически регулировать свою работу с учетом получаемых с измерительного устройства данных.
Еще одна классификация станков с ЧПУ основывается на том, каким образом обеспечивается контроль над рабочими процессами. В данном случае выделяют:
- Позиционные станки. В них положение обрабатывающего механизма задается перед началом работ.
- Прямоугольные станки. Они предназначены для обработки заготовок ступенчатой формы. Такие аппараты могут самостоятельно переключать передачи с продольной на поперечную и обратно.
- Контурные станки. Они обеспечивают полный контроль над выполнением операций с помощью встроенной автоматики.
3. Станки с бесступенчатым приводом. Их основное отличие от других моделей — возможность контролировать и менять частоту вращения шпинделя. Такие станки предназначены для обработки внешней и внутренней поверхности заготовок. К другим преимуществам данного типа оборудования относится его надежность и простое управление, связанные с отсутствием коробки переключения скоростей. В различных моделях станков контроль вращения осуществляется с помощью механического, электрического или гидравлического привода.
4. Трубонарезные аппараты. Данные станки относятся к категории узкоспециализированных, так как позволяют совершать достаточно ограниченный набор действий: обработку торцов, резьбонарезку и собственно резку. Обычно эти аппараты также снабжаются ЧПУ, что позволяет им в автоматическом режиме проводить большинство операций.
16М05А токарно-винторезный станок особо высокой точности. Назначение, область применения
Токарно-винторезный станок особо высокой точности модели 16М05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок токарный модели 16М05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Токарно-винторезный станок особо высокой точности 16М05А изготовлен на базе токарно-винторезного станка повышенной точности 16Б04П.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель — Одесский станкостроительный завод.
Обозначение токарного станка
1
— токарный станок (номер группы по классификации ЭНИМС)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
М
– поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода — производителя
05
– высота центров над станиной
Буквы в конце обозначения модели:
Г
– исполнение станка с выемкой в станине
К
– исполнение станка с гидрокопировальным устройством
М
– исполнение станка для серийного производства с гидрокопировальным устройством
П
– исполнение станка с повышенной точностью по ГОСТ 8-82
В
– исполнение станка с высокой точностью по ГОСТ 8-82
Ф1
– исполнение станка с устройством цифровой индикации УЦИ
Ф3
– исполнение станка с системой ЧПУ
Как грамотно подобрать токарный станок?
Такая техника предназначена для обработки круглых деталей из древесины, металла, пластика и иных аналогичных материалов. При помощи станка можно выточить заготовку или полноценную деталь круглой, конической или цилиндрической формы. Помимо этого, станок позволяет произвести торцевание, высверливание отверстий, причем последнее можно сделать при помощи не только сверла, но и резца, на заготовке можно нарезать резьбу плашкой или метчиком.
Токарный станок для начинающих Где искать и какой выбрать
Конструктивно станок включает в себя несколько элементов: станина (к ней крепятся все ключевые детали), шпиндель (здесь зажимается заготовка, производится вращение, тут же расположена коробка скоростей и иные регулировочные механизмы), задняя бабка (в ней закрепляют второй конец заготовки, если она довольно длинная, устанавливают сверла, метчики, плашки и так далее), коробка подачи (она передает все движения от суппорта до шпинделя) и защитный фартук. Изделия бывают горизонтальными или вертикальными. Первые используются для обработки небольших и средних заготовок, для нарезки резьбы и других работ. Вертикальными моделями пользуются в случае, если есть необходимость обточить большие детали, которые к тому же отличаются незначительной длиной.
Когда мы выбирали продукцию для включения в наш рейтинг лучших токарных станков, то все приведенные моменты учитывали. Мы постарались включить в обзор далеко не самые дорогостоящие варианты, чтобы не было сильного ущерба для бюджета наших читателей. Перед включением изделия в топ-10 лучших устройств данного типа, мы тщательно изучили отзывы пользователей о ней. Низкокачественной продукции в нашем обзоре вы точно не встретите.
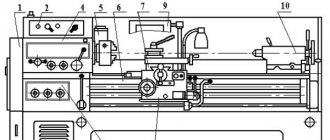
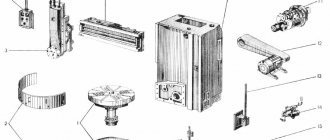
16М05А Расположение составных частей токарно-винторезного станка
Расположение составных частей токарно-винторезного станка 16м05а
Перечень составных частей токарно-винторезного станка 16М05А
- Станина — 16M05A.111.000
- Тумба — 16M05A.121.000
- Бабка передняя — 16M05A .221.000
- Гитара — 16M05A.311.000
- Суппорт — 16М05А.341.000
- Агрегат гидростатики — 16М05A.071.000
- Гидрокоммуникация — 16M05A.721.000
- Электрооборудование станка — 16М05А.811.000
- Охлаждение — 16Б04П.511.000
- Ограждение — 16Б04П.611.000
- Вариатор — 16Б05А.212.000
- Бабка задняя — 16Б05А.231.000
- Коробка подач — 16Б05А.321.000
- Фартук — 16Б03А.331.000
- Щит* — 16Б05А.621.000
- Переключатель — 16Б05А.822.000
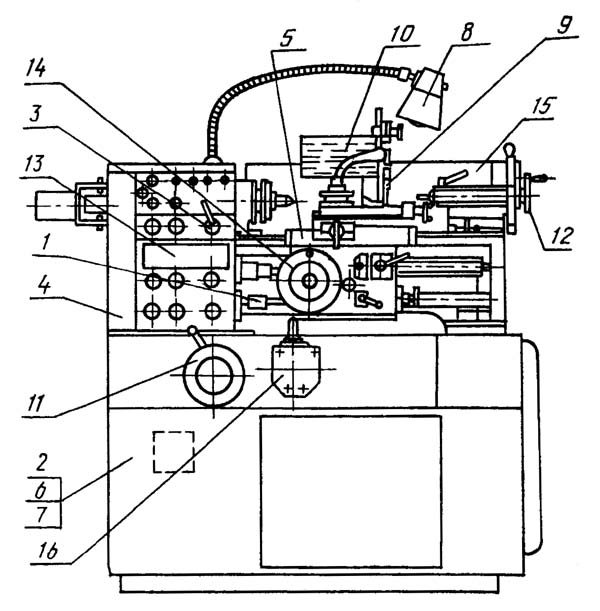
16М05А Расположение органов управления токарно-винторезным станком
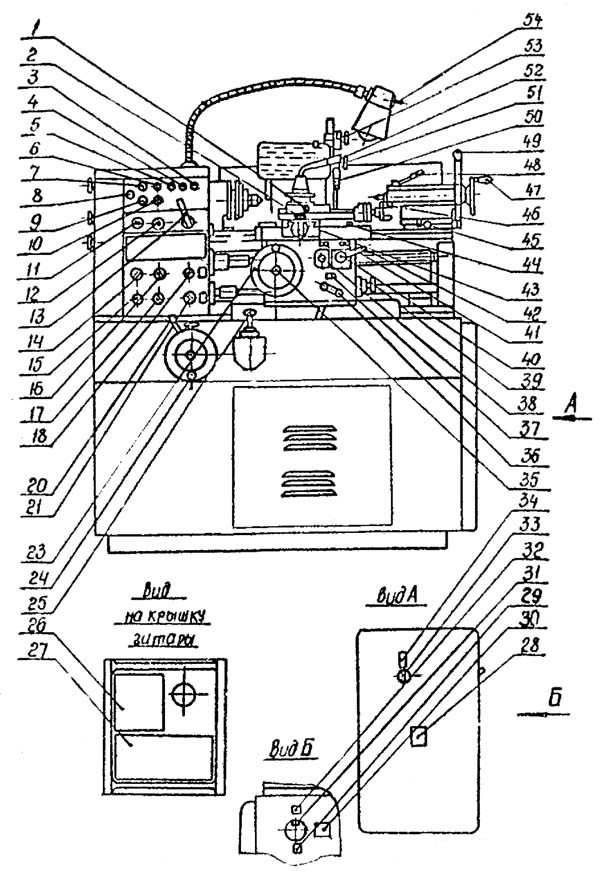
Расположение органов управления токарно-винторезным станком 16м05а
Перечень органов управления токарно-винторезным станком 16М05А
- 1. Винт зажима верхней каретки
- 2. Винт зажима поворотной части суппорта
- 3. Лампа сигнальная «Фильтр засорен»
- 4. Лампа сигнальная «Осевая перегрузка шпинделя»
- 5. Лампа сигнальная «Гидростатика включена»
- 6. Лампа сигнальная «Сеть»
- 7. Кнопка «Пуск гидростатики»
- 8. Кнопка «Всё стоп»
- 9. Кнопка «Разжим цанги»
- 10. Кнопка «Зажим цанги»
- 11. Рукоятка реверса подачи и резьбы
- 12. Рукоятка звена увеличения шага резьбы
- 13. Рукоятка переключения перебора
- 14. Рукоятка переключения подач и резьб
- 15. Рукоятка переключения подач и резьб
- 16. Рукоятка переключения подач и резьб
- 17. Рукоятка переключения подач и резьб
- 18. Рукоятка включения ходового винта или валика
- 20. Рукоятка управления вариатором
- 21. Рукоятка реверса чистовых подач
- 23. Маховик ручного продольного перемещения суппорта
- 24. Маховичок изменения частоты вращения шпинделя
- 25. Рукоятка включения прямого, обратного вращения шпинделя и торможения
- 31. Рукоятка включения и выключения сети
- 33. Переключатель охлаждения
- 35. Кнопка включения маховичка и лимба продольной подачи
- 36. Рукоятка включения предохранительного устройства
- 38. Кнопка переключения продольной и поперечной подач суппорта
- 39. Рукоятка настройки тягового усилия
- 42. Рукоятка включения маточной гайки
- 43. Рукоятка ручного поперечного перемещения
- 44. Винт зажима суппорта на станине
- 45. Винт поперечного смещения задней бабки
- 46. Рукоятка перемещения верхней каретки
- 47. Маховичок перемещения пиноли задней бабки
- 48. Рукоятка зажима пиноли задней бабки
- 49. Рукоятка зажима задней бабки
- 50. Кран подачи охлаждающей жидкости
- 51. Рукоятка зажима трубы охлаждения
- 52. Рукоятка зажима резцедержателя
- 53. Рукоятке зажима клеммы ограждения
- 54. Выключатель освещения
Принцип работы универсального токарного станка
Прежде всего, заготовка устанавливается в шпинделях. Далее выбирают инструмент для обработки заготовки. При выполнении стандартных задач используют резцы, сверла или метчики. В оборудовании, оснащенном ЧПУ, все операции выполняются автоматически. На полуавтоматах инструменты меняет оператор.
Обработка необходимой детали осуществляется способом резания. Обработка происходит в момент касания резца станка с вращающейся заготовкой. Вращательные движения заготовки происходят за счет вращения шпинделя. Частоту вращения и необходимее усилие задает электродвигатель. Для передачи вращения от двигателя на шпиндель предусмотрена ременная передача и трансмиссия.
Резец для обработки крепится в суппорте. Суппорт, в свою очередь, двигается в продольном и поперечном направлении на специальных полозьях. От скорости движения суппорта зависит амплитуда подачи заготовки.
Универсальные станки это многофункциональный обрабатывающий комплекс, благодаря чему за один рабочий цикл обеспечивается комплексная обработка заготовок. При этом нет необходимости использовать дополнительное оборудование. Благодаря автоматизации процессов обработки не требуется переустанавливать инструменты и менять положение детали.
16М05А Кинематическая схема токарно-винторезного станка
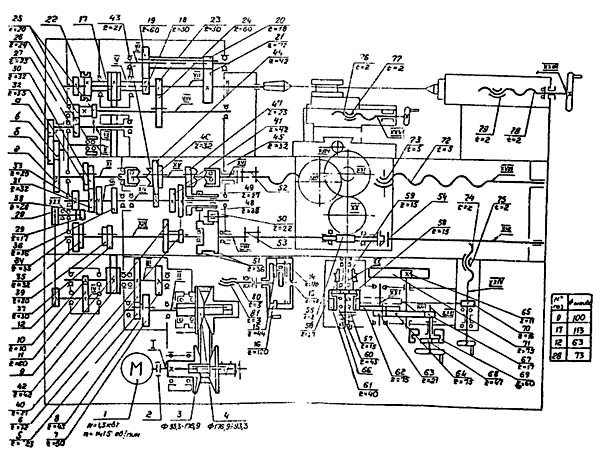
Кинематическая схема токарно-винторезного станка 16м05а
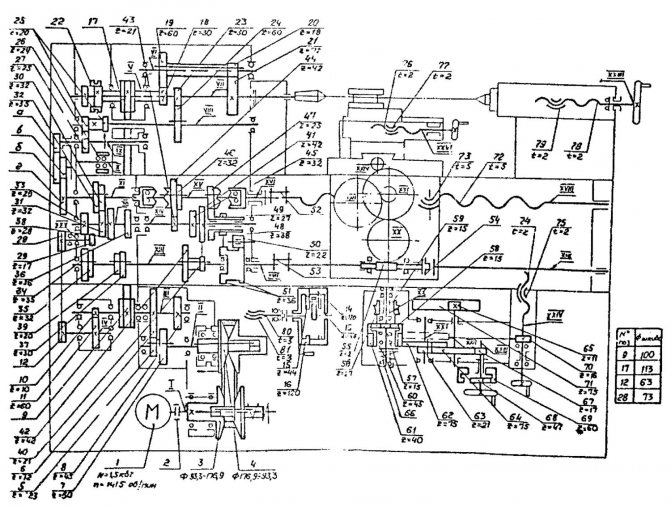
Кинематическая схема станка позволяет осуществлять следующие операции:
- вращение шпинделя — привод главного движения
- перемещение резца — привод резьб и нормальных подач, привод тонких подач
- вращение насоса смазки
Привод главного движения
Электродвигатель 1 при помощи муфты 2 вращает вал 1 с ведущим шкивом вариатора 3. Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение валу III, шкиву 9 передается при помощи зубчатого блока 5, 7 и зубчатых колёс 6, 8. Шкив 9 соединён со шкивом 17 клиновыми ремнями. Вращение от втулки V передаётся шпинделю VII либо непосредственно при включении муфты 22, либо через перебор, состоящий из зубчатого колеса 18, соединенного со втулкой V зубчатых колёс 19, 20, установленных на валу VI, зубчатого колеса 21, установленного на шпинделе.
Привод резьб и нормальных подач
При нарезании резьб вращение от шпинделя VII передаётся на вал VIII при помощи зубчатых колёс 23, 24 либо, при включённом переборе (зубчатые колёса 18, 19, 20, 21), при помощи зубчатых колёс 18,24.
Вал IX получает вращение в прямом направлении при помощи зубчатых колёс 25, 27, в обратном направлении при помощи зубчатых колёс 25, 26, 27. Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
- механизм смещения ряда зубчатых колес 30, 31, 32, 33
- механизм основного ряда — зубчатые колёса 33, 34, 31, 35, 36, 37, 38, 39
- множительный механизм — зубчатые колёса 40, 42, 43,45, 51, 44, 46
После указанных механизмов, вращение передаётся либо ходовому винту 81 для нарезания резьб при отключении кулачковой муфты на зубчатом колесе 47 и на валу ХVI, либо ходовому валику XIX при помощи зубчатых колёс 47, 48, 49, 51.
От ходового валика вращение при помощи муфты 54 передается червяку 55 фартука станка. Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Привод тонких (чистовых) подач
Вращение механизма коробки подач передаётся от вала III вариатора при помощи зубчатых колёс 10, 11, клиноременной передачи, шкивы 12, 28, на вал ХХV коробки подач и далее зубчатое колесо 28 передает вращение зубчатому колесу 33 механизма изменения шага коробки подач.
Изменение направления продольной или поперечной подачи обеспечивается передачей вращения ходовому валу XIX от вала ХV коробки подач через трензель, состоящий из зубчатых колёс 49, 50, 51 при переключении зубчатого колеса 49.
Планетарный механизм
Зубчатые колеса 13, 14, 15, 16 образуют планетарный механизм, обеспечивающий при перенастройке частоты вращения вариатора поворот шкалы отсчёта частот вращения шпинделя.
Лучший токарный станок ЧПУ
Основных критериев для выбора несколько. Например, бюджет: станки с ЧПУ (числовым программным управлением) всего дорогостоящие, но диапазон цен довольно широк. Минимальной стоимостью можно назвать 450 тысяч рублей, это любительские варианты. Стоимость же промышленных моделей доходит до 15 миллионов.
Какое устройство выбрать, зависит от того, какие детали планируется обрабатывать — имеются в виду и габариты, и сложность формы, и используемый материал, и количественные объемы.
Основные из популярных марок:
- Hyundai. Например, токарный центр KIT4500.
- Takisawa. Например, серия NEX, которая используется во всех сферах машиностроительной промышленности, авиации, приборостроении.
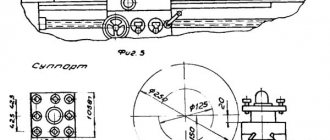
Возможности токарно-винторезных станков

Возможности токарно-винторезного станка 16м05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Как выбрать токарный станок по металлу — характеристики
При выборе устройства обращайте внимание на материал, из которого оно изготовлено, и способы крепления направляющих для станины: дело в том, что станина — это очень важный компонент; она не только выступает в роли короба, где крепятся другие элементы, но по ее направляющим перемещаются рабочие механизмы. Станина должна быть массивной, лучше всего из чугуна, и устойчивой, тогда станок будет меньше вибрировать и точнее резать металл.
На что еще следует обратить внимание:
- Направляющие крепятся к вертикальным стойкам с помощью сварки или болтов. Конструкция может быть одинаково жесткой в обоих случаях, но болты нужно будет иногда проверять и затягивать.
- Станина должна стоять на тумбах без перекосов, иначе детали будут с браком. Количество тумб варьируется от 2 до 4 в зависимости от размера и веса токарного станка.
- Перед тем, как купить настольный станок, обращают внимание на следующие аспекты: отсутствия люфта подвижных частей, способ подключения и требуемое напряжение в сети, габариты заготовки, которую можно обработать.
- Не обязательно покупать самую дорогую модель с множеством функций — во многих случаях выгоднее подобрать модель попроще и со временем оснастить ее нужными инструментами.
- Перед покупкой желательно проверить, что на всех заявленных производителем скоростях устройство работает стабильно и без перебоев — это основной критерий, гарантирующий комфортное взаимодействие со станком.
Обдумывая, какой токарный станок выбрать, необходимо сразу брать хорошую и точную модель, а не надеяться на возможность самостоятельной доработки.
Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках — при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках — при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
- Станок токарно-винторезный особо высокой точности 16М05А. Руководство по эксплуатации 16М05А.000.000 РЭ, 1989
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник заводов производителей токарных станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Лучшие токарные станки для мастерской
Для небольшой мастерской требуется станок компактного размера, но при этом с широким диапазоном функций и хорошей мощностью — ведь заказы могут быть самые разные.
Примеры подходящих моделей:
- JET BD-920. 120 тысяч рублей. Производится в Швейцарии. Качественно работает с мелкими элементами. Люфт суппорта отсутствует, гайка фиксируется очень плотно, что удобно при обработке мягких металлов. Мощность двигателя 0,97 кВт, потребляет 550 Вт.
- FDB MASCHINEN TURNER 320 X 1000 S. 260 тысяч рублей. Производится в Германии. Показывает очень высокую точность обработки деталей, однако само устройство тяжелое и массивное — весит 650 кг. Это можно назвать и достоинством, так как за счет большого веса вибрации минимальны, станок стоит на полу как влитой.
- ZENITECH MD250-550 VARIO. 140 тысяч рублей. Производится в России. Обладает стильным дизайном, которым и привлекает многих покупателей. Качество обработки тоже находится на высоте. Мощность 1,1 кВт. Скорость вращения шпинделя отображается на специальном дисплее, поэтому ее удобно отслеживать.
- ТВ-9 «РУСТАН». 470 тысяч рублей. Производится в России. Функциональный представитель рейтинга, отличающийся высоким качеством сборки и работы каждого узла. Оснащен цангой, патроном, центрами, поэтому позволяет выполнять самый широкий спектр работ. Для большего удобства ТВ-9 можно оснастить светодиодным станочным светильником.