Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
иж 250 ремонт
В станках могут возникать различного рода неисправности. Многие из них являются следствием несоблюдения рекомендации по уходу и обслуживанию станков.
В случае совпадения характера неисправностей с перечисленными в таблице, нужно воспользоваться предлагаемыми методами устранения.
| Характер неисправности | Причина возникновения | Метод устранения |
Неисправности и методы ремонта системы смазки | ||
| Не вращается диск маслоуказателя передней бабки | Сработал предохранительный клапан, засорился фильтр | Промыть фильтр, насос и трубопроводы |
| Отсутствует масло в маслоуказателях | Не хватает масла в бачке Не хватает масла в резервуарах | Дополнить бачок маслом Дополнить резервуары маслом до нужного уровня |
| Отсутствует масло на направляющих станины | Поломалась пружина плунжерного насоса. Засорились или вышли из строя шариковые клапаны плунжерного насоса, или трубопроводы | Промыть насос, заменить пружину, а в случае необходимости, заменить клапаны. Труба проводы промыть |
Неисправности и методы их устранения | ||
| Крутящий момент шпинделя меньше указанного в руководстве | Недостаточно натянуты ремни | Отрегулировать натяжение ремней |
| Тяговое усилие суппорта меньше указанного в руководстве | Недостаточно затянута пружина автоматического отключения подачи | Подтянуть пружину винтом 28 (рис. 6 в руководства по эксплуатации) |
| Насос охлаждения не работает | Недостаточно охлаждающей жидкости | Долить охлаждающую жидкость |
| Станок вибрирует | Неправильно установлен станок по уровню Износились стыки направляющих суппорта | Выверить ставок Подтянуть прижимные планки и клинья суппорта |
| Произвольно отключается электродвигатель во время работы | Срабатывает тепловое реле от перегрузки двигателя | Уменьшить скорость резания и подачу |
| Станок не обеспечивает точность обработки | Неправильно выбран режим резания, неправильно заточен резец Поперечное смещение задней бабки при обработке в центрах Деталь, закрепленная в патроне, имеет большой вылет Нежесткое крепление резцедержателя Нежесткое крепление: патрона на шпинделе | Изменить скорость резания, подачу, заточку резца Отрегулировать положение задней бабки Деталь поддержать люнетом или поджать задним центром Подтянуть рукоятку резцедержателя Подтянуть крепежные винты патрона |
Неисправности и методы ремонта электрооборудования | ||
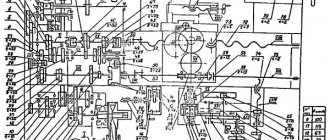
| Электросхему станка см. здесь. | ||
| Не включается двигатель смазки (М2) | Сгорела плавкая вставка предохранителя F3 Сгорела катушка пускателя К1 Нет контакта в цепи 3-4-5-6-7-9-8 Неисправен двигатель М2 | Проверить соответствующие цепи, заменить неисправные элементы или двигатель |
| Не включается двигатель главного движения (Ml) | Сгорела катушка пускателя К2 или КЗ Нет контакта в цепи 7-10-11-12-13-15 или 7-10-11-12-17-19 Неисправен двигатель | То же |
| Отсутствует торможение шпинделя | Сгорела плавкая вставка предохранителя F5 Сгорела катушка реле времени К4 или пускателя К5 Сгорел диод выпрямителя V Нет контакта в цепи 5-23-25-27-29 | То же |
Скачать — ИЖ 250 ИТП, ИТВ альбом запасных частей
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
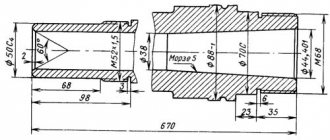
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
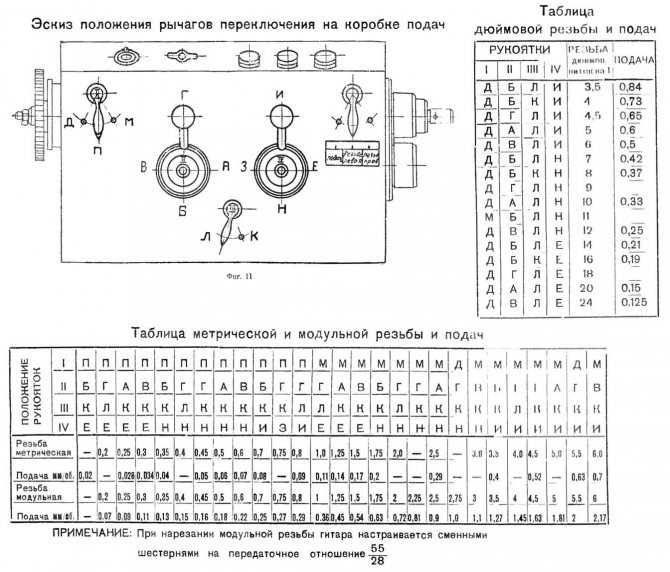
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Запомните! Подача может производиться механическим или ручным способом с помощью ходового валика. При этом полностью исключается вероятность одновременной подачи в различных направлениях. За безопасность от подобного эффекта отвечает блокировочное приспособление. Блокировка дополнительно предотвращает включение винта и валика в одно и то же время.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
Токарный станок ИЖ 250 выгодно отличается от конкурентов благодаря тому, что с его помощью можно добиться повышенной точности обработки в случаях, если нужно выполнить финишные или получистовые токарные операции. В случае, когда надо выполнить более грубые технологические операции, в процессе которых узлы агрегата испытывают повышенную нагрузку, производитель рекомендует обзавестись модернизированной версией — ИЖ 250 ИТП.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.
Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Габариты рабочего пространства токарного станка ИЖ-250П
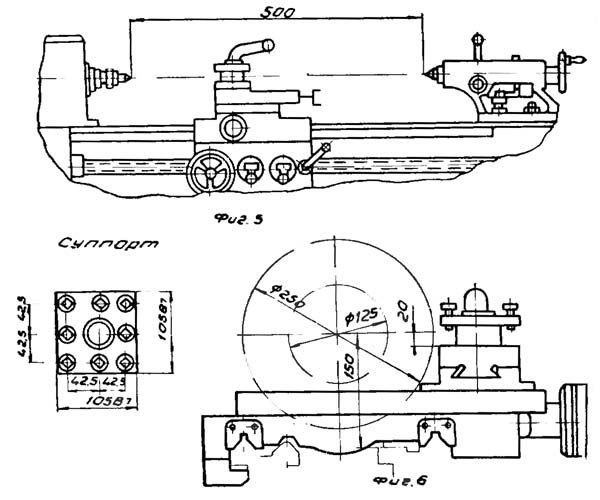
Габариты рабочего пространства токарного станка ИЖ-250П
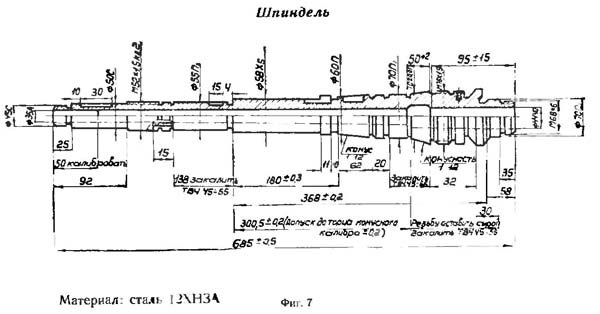
Шпиндель токарного станка ИЖ-250П
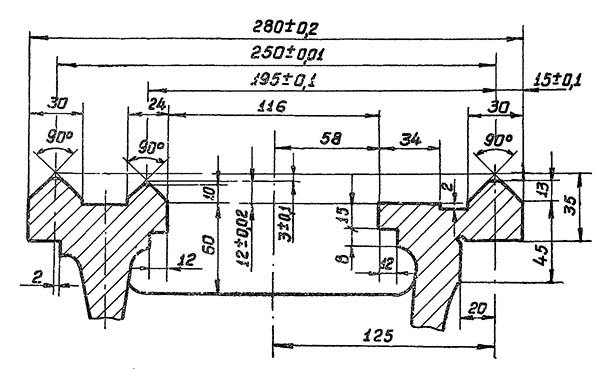
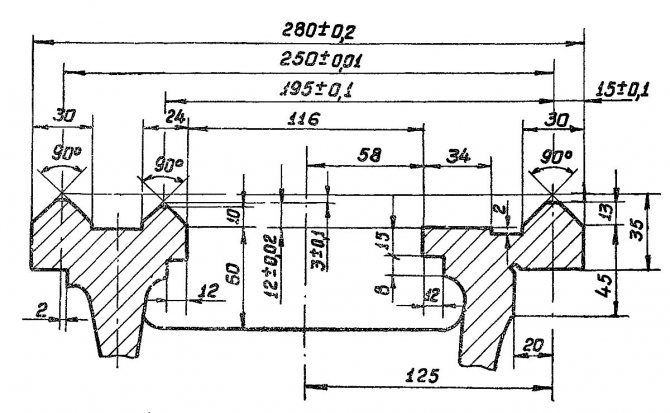
Станина токарного станка ИЖ-250П
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.

Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
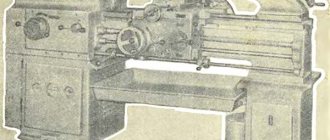
Общий вид токарно-винторезного станка ИЖ-250П

Фото токарного станка ИЖ-250П

Фото токарного станка ИЖ-250П

Фото токарного станка ИЖ-250П
Технические характеристики
Ниже предлагаем ознакомиться с ключевыми особенностями данного агрегата. Установка может похвастаться особыми характеристиками, которые обуславливаются конструктивными решениями, указанными в списке ниже:

Фото. Токарный станок ИЖ 250
- повышенное число оборотов шпинделя и интервал подач — эти свойства являются прямой гарантией прекрасного качества обработки металлических поверхностей при более высокой производительности процессов;
- когда ходовой винт выполняет резьбу, токарный станок автоматически смазывает его;
- станок останавливается с помощью механизма, расположенного в фартуке. Благодаря этой особенности при токарной обработке оборудование работает по жесткому упору;
- за счет особенности, указанной выше, устройство подачи получает более высокую защиту от потенциальной перегрузки;
- фиксация резцовой головки модели выполнена без зазоров. Таким образом, конструкторы добилась повышенной жесткости и точности монтажа;
- контролирование скорости шпинделя ведется по преселективной схеме. Это позволяет заранее подготовить оборудование к последующему запуску на выполнение новых операций, причем сделать это в нужный момент;
- замена приводных ремней выполняется максимально быстро, так как шпиндельный механизм имеет удобную конструкцию;
- установленную коробку передач можно отнести к универсальным механизмам, поскольку для нарезки любой резьбы не надо менять шестерни на гитаре;
- в процессе производства станины используется хромоникелевый чугун. Направляющие закалены методом подачи высокочастотного тока, после чего их шлифуют при производстве.
Обратите внимание! Принцип управления подачами на станках ИЖ-250 базируется на мнемоническом принципе, в котором задействуется один рычаг. Направление движения резцовой головки, установленной на суппорте, осуществляется идентично направлению, в котором станок включается.
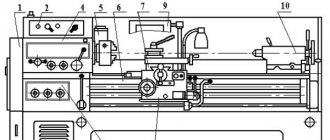
Расположение органов управления токарно-винторезным станком ИЖ-250П
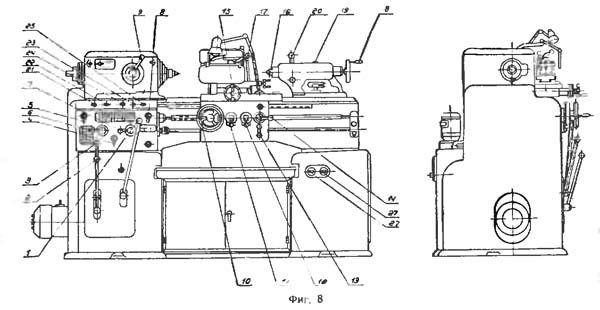
Расположение органов управления токарно-винторезным станком ИЖ-250П
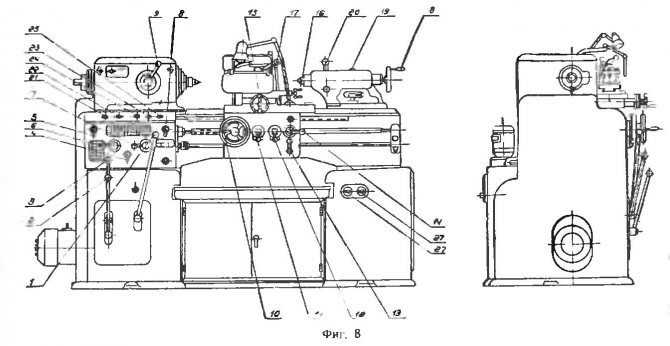
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
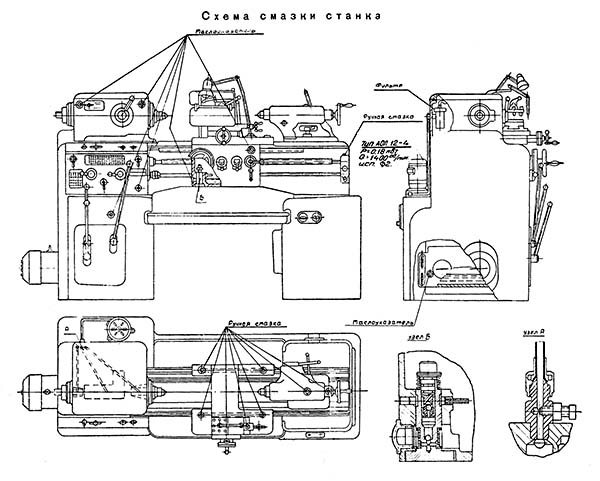
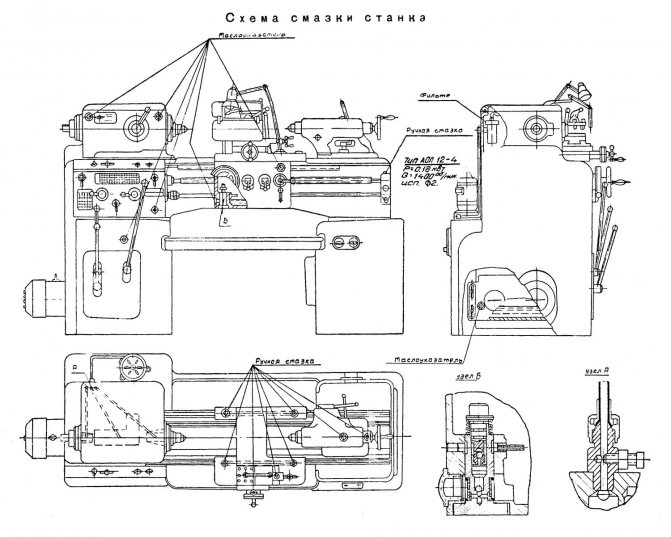
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкция основных узлов токарного станк ИЖ-250П
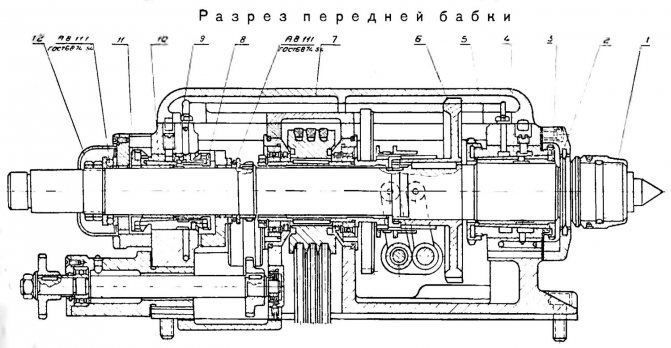
ИЖ-250П Передняя бабка токарного станка
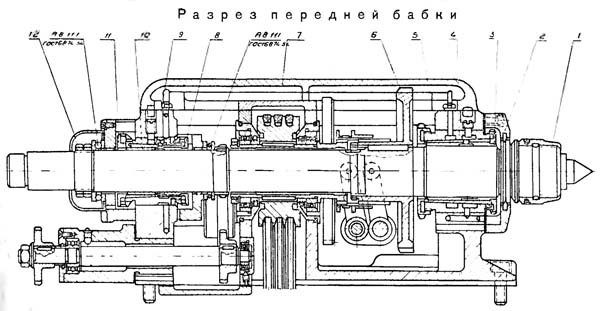
Передняя бабка токарно-винторезного станка ИЖ-250П
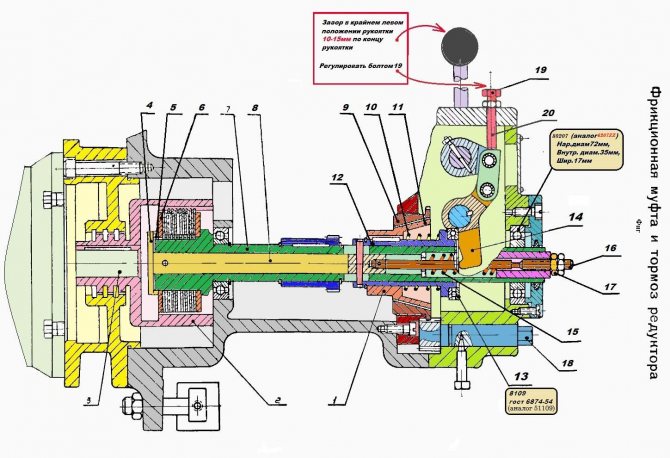
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
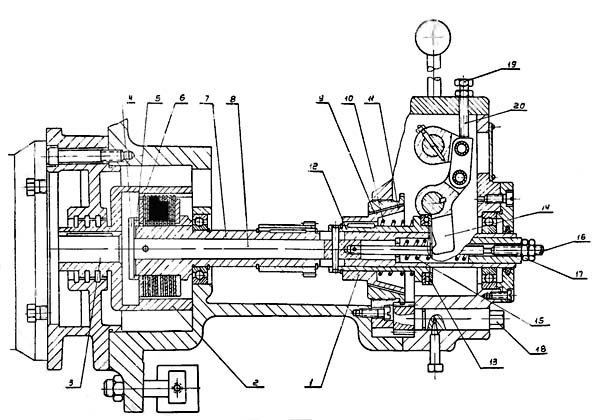
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
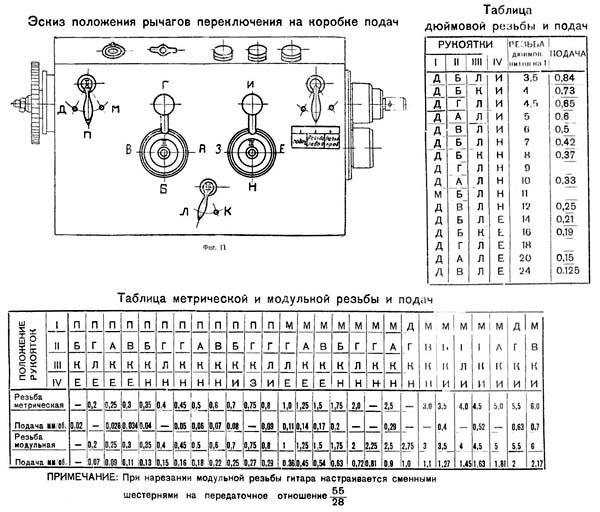
Коробка подач токарно-винторезного станка ИЖ-250П
Выводы
ИЖ 250 — легендарный станок от ИЖМАШа, который на протяжении нескольких десятилетий все равно остается востребованным на любых производственных предприятиях. Он выпущен как в базовой версии, так и в трех модернизированных вариантах. Конструкция оптимизирована под выполнение работ по токарной обработке металлических деталей, имеющих небольшие размеры. Силовые агрегаты отличаются повышенной производительностью и хорошим ресурсом работы.
Конструкция имеет хорошую защиту от потенциального выхода из строя. Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
При соблюдении всех требований, изложенных заводом-производителем, токарный станок ИЖ-250 обеспечит беспроблемную обработку металлических изделий на протяжении нескольких десятков лет.
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П. Руководство к станку, Ижмаш, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители